
真丝织物/PE膜复合材料用于室内墙面装饰的研究
2011-10-13 07:33于永玲吕丽华刘润华
丝绸 2011年3期
陈 超,于永玲,吕丽华,刘润华
(大连工业大学 绿色纤维应用技术研究所,辽宁 大连 116034)
真丝织物/PE膜复合材料用于室内墙面装饰的研究
陈 超,于永玲,吕丽华,刘润华
(大连工业大学 绿色纤维应用技术研究所,辽宁 大连 116034)
采用抽真空层压法制备真丝织物/PE膜复合材料;利用色差分析法,优选丝纤维与PE膜复合体积的配比。在PE膜与真丝织物体积配比为5∶1,复合材料厚度为0.3 mm的条件下,通过正交试验,以拉伸强力、顶破强力和撕裂强力为指标,优化出其热压成形工艺条件为热压温度145 ℃、热压压力3 MPa、热压时间4 min。
真丝织物;PE膜;复合材料;室内装饰;成形工艺
随着人们生活水平的提高,室内墙面装饰材料逐渐受到关注。目前涂料被广泛用于室内墙面装饰,但其含有的甲醛、苯等有机挥发物会造成室内空气质量下降,从而影响人体健康[1]。在当前室内装修追求美观、环保的潮流下,人们开始认识到某些装修材料污染对身体健康造成的严重后果,因而逐步改用壁纸、墙布等污染少的墙面贴饰材料[2]。但壁纸、墙布本身也有一定的缺点,如易破损、不易清洁,不耐油污等。
本研究采用抽真空层压法,将PE膜与真丝织物通过热压制成复合材料,热压过程在尽可能保持真丝织物原有光泽度、颜色鲜艳度的前提下,提高织物的强力,使其具有良好的外观效果和物理机械等特性,既符合环保潮流,又有易清洁、耐油污、强力高等特点。主要探讨了不同厚度的PE膜对复合材料颜色鲜艳度的影响和其热压成形工艺条件的优化。
1 实 验
1.1 材料及仪器
材料:PE薄膜(大连华光塑料制品加工厂),熔点131℃;平纹真丝织物(阳光纺织品有限公司),结构性能参数:经纬密分别为512根/10cm和252根/10cm,密度71.4 g/cm2,厚度0.176 mm,拉伸和撕裂强力(均为织物纬向值)分别为249 N和51.1 N,顶破强力330 N。仪器:QLB63手动真空平板硫化机(无锡市中凯橡胶机械有限公司),YG026C型多功能电子织物强力仪器(江苏南通三思机电科技有限公司),SP64色差计(美国爱色丽公司)。
1.3 复合材料的制备
1.3.1 设计要求
作为追求美观及以特殊效果来美化空间的产品,墙面贴饰材料应具有平挺性、可粘贴性、耐污、易于除尘及美观等特点[3],所以在设计时一定要注意满足以上特点。采用层压法将PE膜与真丝织物通过热压复合而成的装饰用复合材料,不仅表面覆盖均匀,平整光洁,而且本身平挺[4-5],具有可粘贴性;同时由于PE膜本身熔点低,透光性好,与真丝织物复合后既能保证外表的典雅美观,又不会对蚕丝力学性能造成太大的伤害[6-8],从而保证复合材料的各种优良性能。
1.3.2 成形工艺
工艺流程:PE膜和真丝织物交叠铺层(图1)抽真空条件下→热压成形→冷却定形→脱模。
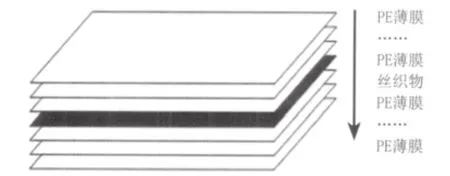
图1 PE薄膜和真丝织物铺层Fig.1 Layer of PE fi lm and silk fabric
1.3.3 样品规格
样品的规格为250 mm×250 mm(长×宽),厚度分别为0.2,0.3,0.4,0.5,0.6 mm,5种不同厚度样品中,对应的PE膜与丝纤维积比分别为3∶1,5∶1,7∶1,9∶1,11∶1。
1.4 性能测试
1.4.1 色差检测
从外观上看,制备的装饰用复合材料与原织物的颜色鲜艳度存在着一定的差异,通过检测织物复合前后的色差值ΔE来衡量其颜色鲜艳度,ΔE值越小,说明复合前后颜色鲜艳度越接近[9-10]。根据检测ΔE值的大小来探讨不同厚度(即不同体积)的PE膜所对应ΔE值变化,得出PE膜厚度对装饰用复合材料颜色鲜艳度的影响规律,从而选出合适的厚度。色差检测标准采用GB/T 8424.3-2001《纺织品 色牢度试验色差的计算》。
1.4.2 力学性能测试
当装饰用复合材料的厚度确定以后,在此厚度下,通过正交试验,以拉伸强力、顶破强力和撕裂强力为指标,优化出其热压成形工艺条件。拉伸强力检测标准采用GB/T 3923.1-1997《纺织品织物拉伸性能第1部分:断裂强力和断裂伸长率的测定条样法》,撕裂强力检测标准采用GB/T 3917.3-1997《纺织品织物撕破性能第3部分:梯形试样撕破强力的测定》,顶破强力检测标准采用GB/T 14800-93《土工布强力顶破试验方法》。
2 结果与讨论
2.1 色差分析
外表的美观是对室内装饰用复合材料其综合评价的一个重要因素,因此要在保持真丝织物原有外观颜色鲜艳度的前提下,改善其力学、易清洁、耐腐蚀等性能,这样才能使制备的装饰用复合材料既满足室内墙面装饰用途,又提高了实用性和耐用性。从图2中可以看出,随着复合材料厚度的增大,ΔE越大,说明复合前后,织物颜色鲜艳度差别越大,当装饰用复合材料的厚度为0.2 mm时,ΔE值最小,但因为真丝织物本身厚度是0.176 mm,与复合后的厚度0.2 mm十分接近,所以0.2 mm厚度的复合材料在实际制备过程中容易产生疵点、表面破裂等缺点,综合因素考虑,当织物的厚度是0.176 mm,装饰用复合材料最优厚度选为0.3 mm。
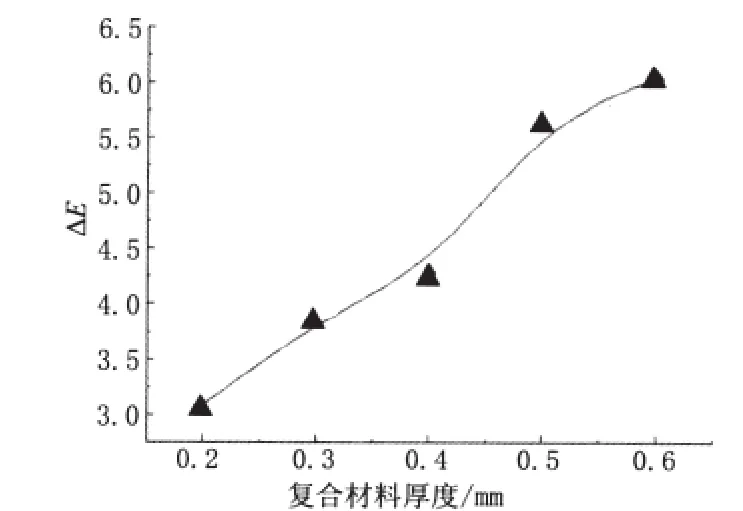
图2 复合材料厚度对色差值的影响Fig.2 Effect of thickness on color difference
2.2 热压成形工艺优化分析
在保证装饰用复合材料外观颜色鲜艳度的条件下(厚度为0.3 mm),以拉伸强力、顶破强力和撕裂强力为指标,将热压温度、热压压力及热压时间3个因素进行L9(33)正交试验,其结果见表1。
从表1中极差R的大小可知,对装饰用复合材料的拉伸强力和顶破强力影响因素先后顺序为:B>C>A,即热压压力>热压时间>热压温度,对撕裂强力影响因素先后顺序为:A>B>C,即热压温度>热压压力>热压时间,综合分析可以看出,热压时间对于复合材料的成形性能影响相对较小,而热压压力和热压温度影响相对较大一些。热压温度在135 ℃时,刚达到PE树脂熔点温度,此时流体的黏度系数较大,不利于树脂对真丝织物的浸润,从而导致材料强力相对较低,但是随着温度的升高,黏度系数降低,树脂较容易深入织物内部间的空隙,提高了纤维间及纱线间的的摩擦阻力,同时增加了纱线间的固接点,使纱线间滑移变小,从而提高复合材料的强力,但是树脂对真丝织物的浸润,尤其是对纱线纤维内部的浸润需要一定的压力,如果压力太小,树脂无法到达真丝织物内部,就会使局部产生空隙现象,造成应力不匀,在受外界力的作用下,产生应力集中现象发生断裂[11];在整个热压过程中,树脂无法到达真丝织物内部并与丝纤维表面极性基团如—NH2-,—COOH,—NHCO,—CH2OH等发生结合,并形成一个良好的力学界面,需要一定的时间[12],如果时间过短,无法形成稳定的力学界面,就会造成复合材料整体力学性能的下降,当时间达到一定界限后,树脂浸润完全,并形成良好的界面,此时即使增加热压时间,复合材料的力学性能也不会提高。
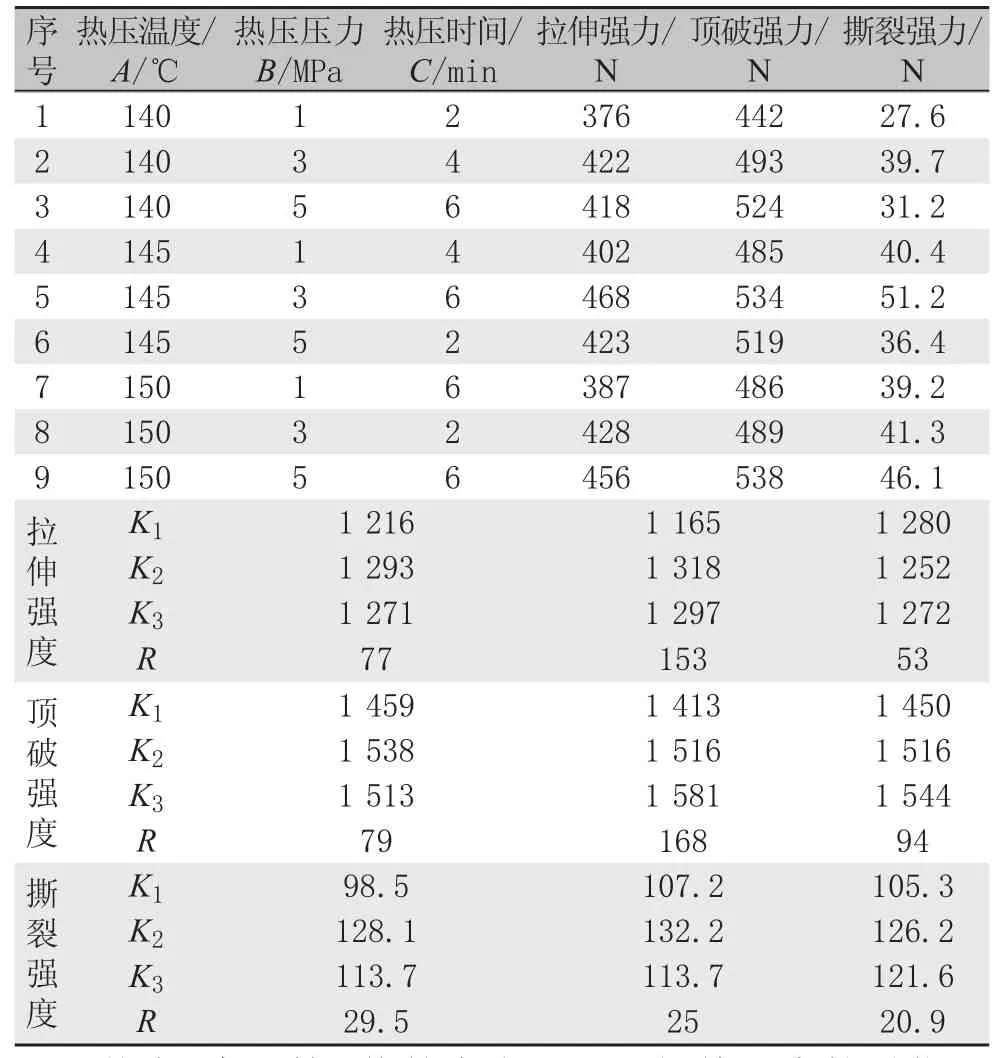
表1 正交试验结果Tab.1 Results of orthogonal test
从表1中比较K值的大小可知,拉伸强力的最优工艺是A2B2C3,顶破强力的最优工艺A2B3C3,撕裂强力的最优工艺是A2B2C2。对于因素热压温度A,3个指标的最优工艺都是A2,所以取A2最佳;对于因素热压压力B,拉伸强力和撕裂强力取B2,而顶破强力取B3,综合考虑热压压力应取B2最佳;对于因素热压时间C,拉伸强力和撕裂强力都取C2,顶破强力取C3,并结合到实际生产过程中,缩短时间就是提高生产效率节省能源,综合考虑热压时间取C2最佳。
通过上述分析可知,制备装饰用复合材料的最优热压工艺条件是A2B2C2,即热压温度为145 ℃、热压压力为3 MPa、热压时间为4 min,在此条件下,所制备的装饰用复合材料拉伸强力是472 N,撕裂强力是53.1 N,顶破强力是524 N。
3 结 论
1)用色差值来衡量真丝织物复合前后的颜色鲜艳度变化,ΔE值越小,说明复合前后颜色鲜艳度越接近,即制备的装饰用复合材料的外观颜色鲜艳度和原真丝织物越接近,能够更好地呈现真丝织物本身具备的优雅柔和的光彩。当织物厚度为0.176 mm时,装饰用复合材料最优厚度选为0.3 mm。
2)通过正交试验,优化出其热压成形工艺条件为:热压温度145 ℃、热压压力3 MPa、热压时间4 min。此时,所制备的装饰用复合材料拉伸强力是472 N,撕裂强力是53.1 N,顶破强力是524 N。
[1]何伟民.室内装饰的绿色生态尺度——影响室内装饰绿色生态的几大因素[J].家具与室内装饰,2004(6):7-8.
[2]吕灵凤,武海良,沈艳琴,等.室内环保纺织品墙布的研制[J].纺织科技进展,2007(6):39-41.
[3]沈艳琴,吕灵凤,李冬梅.复合装饰墙布结构设计与生产工艺研究[J].上海纺织科技,2008,36(8):24-26.
[4]罗欣,迟克栋,江红,等.纺织品与塑料薄膜层压粘合研究[J].纺织学报,2004,25(3):50-52.
[5]沃尔特•冯.涂层和层压纺织品[M].北京:化学工业出版社,2006.
[6]艾尔赛义德 M,等.塑料薄膜手册[M].北京:化学工业出版社,2005.
[7]黄棋尤.塑料包装薄膜[M].北京:机械工业出版社,2003.
[8]封云芳,冯香琴,徐辉.桑蚕茧的热性能研究(I)[J].浙江丝绸工学院学报,1986,3(3):1-4.
[9]万志琴.天然彩色棉针织面料丝光整理工艺的研究与分析[J].惠州学院学报:自然科学版,2003,23(6):16-20.
[10]曹连平,王力民,李锡军,等.色差仪的应用实践[J].印染,2004,(24):33-37.
[11]益小苏,杜善义,张立同.复合材料手册[M].北京:化工工业出版社,2009.
[12]PRIYA S P, RAMAKRISHNA H V, RAI S K . Tensile,flexural, and chemical resistance properties of waste silk fabric-reinforced epoxy laminates[J]. Journal of Reinforced Plastics and Composites, 2005, 24: 643-648.
Study on silk fabric/PE fi lm composite material for interior walls decoration
CHEN Chao, YU Yong-ling, LV Li-hua, LIU Run-hua
(Green Fiber Application Technology Research Institute, Dalian Polytechnic University, Dalian 116034, China)
This paper discusses the process of decorative composites prepared by silk fabric/PE film which is made by hot pressing method. Using color-difference analysis, optimization for volume ratio of the silk fabrics and PE film was given out. When the requirements are 5∶1 of volume ratio for PE film and silk fabrics, 0.3 mm of thickness, the optimal performances of prepared composites which compared with the silk fabric for tensile properties, bursting properties and tearing properties are 145 ℃ of temperature, 3 MPa of pressure and 4 min of time by Orthogonal test.
Silk fabric; PE film; Composite material; Interior decoration; Forming process
TS106.7
A
1001-7003(2011)03-0019-03
2010-09-20;
2010-11-12
辽宁省教育厅资助项目(2006T027)
陈超(1984- ),男,硕士研究生,研究方向为纺织纤维材料的生态循环利用。通讯作者:于永玲,教授,dlyyling@163.com。
猜你喜欢
中国特种设备安全(2022年6期)2022-09-20
宝钢技术(2022年2期)2022-07-09
辽宁省博物馆馆刊(2021年0期)2021-07-23
制造技术与机床(2019年8期)2019-09-03
上海涂料(2019年3期)2019-06-19
模具制造(2019年3期)2019-06-06
摄影之友(影像视觉)(2017年1期)2017-07-18
制造业自动化(2017年2期)2017-03-20
丝绸(2014年12期)2014-02-28
丝绸(2014年2期)2014-02-28
