车用玻璃印后烘干工艺的探讨
2011-10-13 13:02许伟光
网印工业 2011年3期
文|许伟光
车用玻璃印后烘干工艺的探讨
文|许伟光

在车用玻璃丝网印刷方面,主要使用的是需经过高温烧结的钢化油墨或夹层油墨,玻璃在进行钢化或热弯烧制前,印刷到玻璃表面的油墨必须进行干燥处理,而这些墨层烘干工艺对丝网印刷的质量和速度起着至关重要的影响。
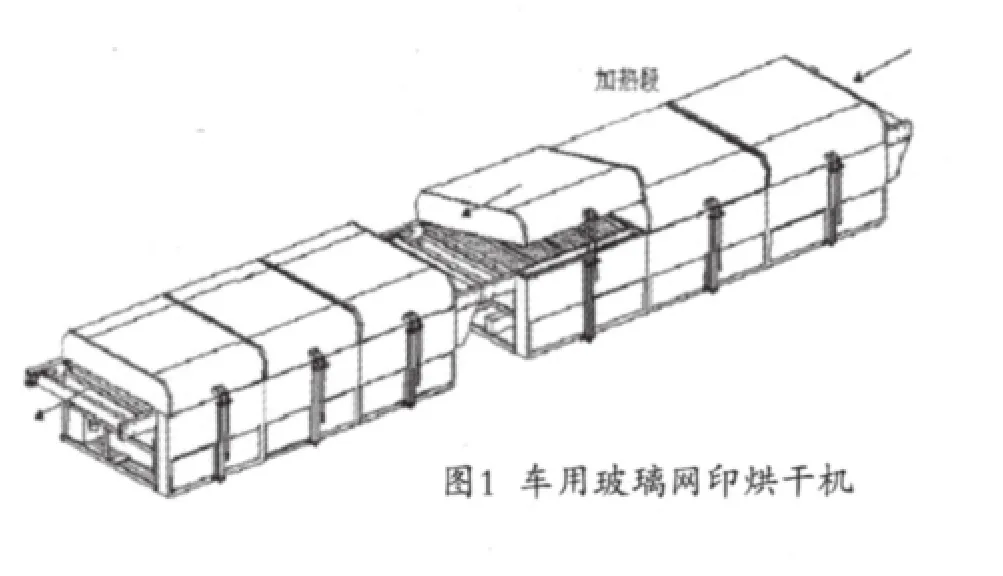
以下笔者针对车用玻璃在进行丝网印刷后的烘干的工艺与设备的应用进行探讨。对于车用玻璃丝网印刷后的烘干,笔者围绕以下几个方面进行探讨,分别是烘干方式的选择、烘干加热器的选择、烘道内温度的均匀性、烘干传输方式、烘道温度的分区设置、烘道的热风循环系统、烘道内新鲜空气的补偿、烘干后的风冷、影响干燥速度的相关因素。
烘干加热方式的选择
钢化玻璃油墨的组成主要由颜料、低熔点玻璃粉末的助熔剂和调墨油三种物质构成。其中,颜料是高温分解物,至少要保证600℃左右的烧制温度,颜料作为显色的主体材料,最常用的黑色钢化油墨的颜料成分是氧化铱或者用混合铬酸钴盐和锰盐,白色钢化油墨颜色的成分是氧化锡、骨粉、氧化锆或高锰土,调墨油是由松油醇、松节油加适量醇酸树脂配成。
所以,钢化玻璃油墨的干燥方式是以挥发干燥为主,这样在印刷后的干燥装置要选择加热型的干燥设备,烘干加热方式的正确选择一方面可以提高烘干效率和质量,另一方面可以节约能源提高产品的经济效益。
对于车用玻璃网印后的烘干,远红外辐射加热笔者认为是最好的选择,红外线干燥对于油墨中的树脂和溶剂的温度上升有很好的效果,与其它加热方式相比红外辅射加热具有高效、快速、控制性强等优点。
烘干加热器的选择
合理的选用辐射加热器的型号、表面的形状、尺寸等,对于优化辐射传热是相当重要的。

灯状的红外辐射加热器发出近于平行的射线,适用于加热大型工件或非平面状的工件;管状红外辐射加热器,配置有反射光罩后也能获得近于平行的射线,但两侧射线分散,在不同照射距离上温度变化较大,辐射平面上温度分布不均匀,需要合理的布置灯管的位置,它适用于加热小型工件以及工件相对加热器有位移的场合。
对于网印后玻璃的烘干,玻璃进入烘道后一直是处于运动被传输状态的,所以,采用管状红外辐射器是最好的选择。
烘道内的温度的均匀性
红外灯管的布局合理对烘道内温度的均匀性起着重要的作用,烘道内区域温度的波动范围应控制在±10℃,同时应尽量缩短烘干机烘道的升温时间,升温时间要小于2min。
另外,加热灯管的高度也对烘道内温度的均匀性产生影响,加热灯管在对印刷后的玻璃进行加热时,灯管与玻璃之间的距离最好不要小于80mm。
烘干传输方式
应用于玻璃网印烘干机的传输主要有两种方式,网带传输与辊道传输,网带传输采用特氟龙网带,特氟龙网带可以适应-196℃~300℃之间的温度,同时特氟龙输送带具有非粘着性,不易粘附任何物质,附着在网带上的油墨非常易于清除,网传传输的特点是适合于任何规格大小玻璃的烘干。
辊道传输是在传送辊道上盘绕耐高温的芳纶绳,辊道传输的优点在于经久耐用,不足之处在于对烘干传输玻璃的规格大小有所限制,辊道与辊道之间的间距决定了可以传输的最小玻片规格大小。
烘道温度的分区设置
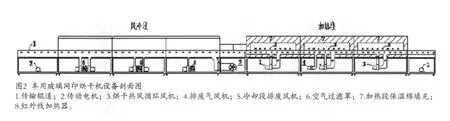
对于烘干段要实行分段温度设置,玻璃在进行烘道时,要防止由于温度过高墨层表面干燥过快,玻璃在刚进入烘道时,如果干燥过快将不利于墨膜表面的流平,严重时会使墨膜表面留下网迹印痕,所以对于烘干段的温度要实行分段进行控制,且各区的温度能单独设置及控制,加热部分一般分为3个加热区,第一段的温度设置要相对最低,然后第二段与第三段温度设置要逐步增加。
烘道内要具有热风循环系统
以挥发干燥方式为主的钢化玻璃油墨,在一般情况下我们只是考虑了干燥装置的热量尽可能的高与稳定,其实这是一个油墨烘干的误区,对于钢化玻璃油墨的烘干而言,在干燥的过程中,墨层表面会形成一层饱和的蒸汽,此层蒸汽若不能及时的散净,将阻碍油墨中溶剂的挥发,如果烘道内在加热的同时具有热风循环系统,将会大大的提高油墨的干燥速度。
烘道内新鲜空气的补偿
印刷后的玻璃在烘道内的干燥过程中,油墨中的有机溶剂得到挥发,挥发类物质在烘道内达到饱和点时,将延缓墨层的干燥速度,这时就需要新鲜空气进行补偿,部分替换烘道内达到饱和点的空气,新鲜空气的补偿要充足且及时,以此来获得良好的烘干性能,补偿新鲜空气的进风口必须安装空气过滤装置,用以保证烘道内空气的清洁,此点是不能忽略的。
在实际生产中笔者曾遇到印刷后的玻璃钢化烧结后,印刷图案出现满天星状的透光现象,然后制版到印刷开始查找原因,油墨也换了几个厂家,但一直没有找到原因所在,最后无意中发现,空气过滤网下片工清洁后忘记安装了,经对烘道内彻底进行清洁并安装过滤装置后,此问题得到了解决。
另外,新鲜空气补偿烘道的同时,达到有机溶剂挥发饱和点的空气需要排出烘道,这时最好通过管道将这些有害的废气体排到车间外,不污染车间环境危害人体的健康。
烘干后的风冷
对于印刷后玻璃的烘干,加热烘干后的进行吹风冷却是必不可少的,加热烘干后的吹风冷却一方面可以进一步的使印刷后的墨层挥发干燥,另一方面降低了玻璃出片后的表面温度,玻璃烘干后出片时温度不能高于60℃,温度过高将影响玻璃的应力结构,对玻璃的后序钢化会造成很多不稳定的因素。
影响钢化玻璃油墨干燥速度的因素
通过对影响钢化玻璃油墨干燥速度的了解,有助于合理烘干工艺的实施。
油墨颜色
选用不同颜色油墨进行印刷,油墨的干燥速度有所不同,深色油墨的干燥速度要快于浅色油墨的干燥速度,同色相的黑色油墨比浅色油墨干燥快。
油墨稀释剂
在油墨中加入稀释剂是为了改善和提高油墨的印刷适性,由于玻璃的印刷面属于非吸收性表面,印刷到表面的油墨不会产生渗透,油墨稀释剂的加入会抑制油墨的干燥速度。
印刷环境
环境温度升高湿度低,会加快油墨的干燥速度,印刷室内的空气流通好,同样会加快油墨的干燥速度。
印刷的墨层厚度
印迹的墨层较厚时,墨层表面氧化聚合结膜后,阻止空气中的氧气进行墨层内部,使墨层的干燥时间延长。
通过对以上分析和探讨,对于车用钢化玻璃网印烘干工艺我们有了一个比较系统的了解,另一方面,为我们购卖网印烘干设备或者自身加工网印烘干设备提供了很好的参考依据。
猜你喜欢
建筑与预算(2022年12期)2023-01-09
建筑与预算(2022年10期)2022-11-08
建筑与预算(2020年5期)2020-06-15
玻璃(2020年5期)2020-06-10
建筑与预算(2020年4期)2020-06-05
建筑与预算(2020年2期)2020-04-16
冶金设备(2019年6期)2019-12-25
山东冶金(2019年3期)2019-07-10
陶瓷学报(2015年4期)2015-12-17
天津冶金(2014年4期)2014-02-28