钛及钛合金铸锭生产现状及其标准化
2011-09-27 03:33:14冯军宁李献军
钛工业进展 2011年1期
冯军宁,陈 峰,李献军
(宝鸡钛业股份有限公司,陕西 宝鸡 721014)
钛及钛合金铸锭生产现状及其标准化
冯军宁,陈 峰,李献军
(宝鸡钛业股份有限公司,陕西 宝鸡 721014)
分析了钛及钛合金铸锭熔炼技术现状及铸锭的产能、产量情况。阐述了宝钛集团有限公司、宝鸡钛业股份有限公司编制的《钛及钛合金铸锭》国家标准中检验项目和指标的确定依据、目的和作用。制定该标准不仅有利于促进钛及钛合金铸锭的质量控制,而且可有效指导需方的采购、供方的生产,促进生产、交易的规范化。
钛及钛合金;铸锭;标准化
1 前 言
我国钛及钛合金铸锭的生产起步于 20世纪 50年代,1964年实现了钛加工材的工业化生产。随着人们对钛特性认识的普及,钛具有的比强度高、耐腐蚀、无磁性、低阻尼、高低温性能好、与碳复合材料的相容性好、生物相容性好等突出优点被充分发掘并应用,被人们誉为“太空金属”和“海洋金属”,已被广泛用于航空航天、舰船、海洋工程、化工、电力、冶金、医疗、体育休闲等行业。世界各国对钛的需求量逐年递增,尤其是进入 21世纪后的近 10年,增幅更快。因此,钛的使用情况也将成为衡量一个国家综合实力的重要指标之一。然而,由于钛及钛合金铸锭生产设备的特殊性和其成分均匀性控制技术较难掌握,以及设备能力等因素限制,选择购买成品铸锭是一些钛材加工企业解决原材料的最佳决定。2009年,我国钛锭的生产能力已达到82 900 t/a[1],实际生产钛锭 41 164 t[1]。我国富足的钛锭生产能力不仅满足了国内生产钛加工材的需求,而且由于国内钛锭低廉的价格大大促进了钛锭出口形势的改善。
国内目前尚无钛及钛合金铸锭专用的国家和行业标准。为便于交易,部分企业制定了企业标准或与用户签订供货技术文件,这些技术文件在一段时期内促进了钛锭的交易。国外也未发现专用标准,目前出口钛锭的技术要求主要采用用户的企业标准,如波音公司的企业标准、日本先进材料公司企业标准、宝鸡钛业股份有限公司企业标准等。在此背景下,由宝钛集团有限公司、宝鸡钛业股份有限公司于 2007年提出方案经国标委批准编制了《钛及钛合金铸锭》国家标准。
2 钛及钛合金铸锭的生产现状
2.1 铸锭熔炼技术现状
众所周知,钛具有化学活性强、熔点高以及间隙杂质含量对其性能影响极为敏感等特点,使得钛及钛合金铸锭的熔炼必须在真空或惰性气氛下进行,因此给钛及钛合金铸锭的化学成分、成分均匀性控制以及冶金质量控制等技术提出了很高的要求。目前,该技术只有美国 (Tim et、RTI等公司)、日本(神户制钢、住友、东邦等公司)、俄罗斯 (Vsmpo等公司)、中国等少数国家掌握。尤其是大规格钛合金铸锭的成分均匀性控制技术[2],是目前生产特殊用途和大规格、高品质的钛及钛合金制品的关键。
由于美国、日本、俄罗斯等国家自 20世纪早期就开始了钛及钛合金铸锭的工业化生产研究,积累了丰富的经验,对钛及钛合金铸锭的熔炼技术掌握早于国内。国内一般用途的中小规格钛及钛合金铸锭熔炼技术已成熟,中等规模以上企业已基本掌握,小企业有待提高。重要用途的钛合金铸锭和大规格钛及钛合金铸锭熔炼技术仅有宝鸡钛业股份有限公司等少数企业掌握。
2.2 国内生产现状
图1给出了 2005~2009年中国钛及钛合金铸锭的产能和产量情况[1,3-6]。从图1中可以看出,我国铸锭的产量由 2005年的 16 230 t增加到 2009年的41 164 t,是 2005年的 2.54倍;产能由 2005年的33 800 t增加到 2009年的 82 900 t,是 2005年的2.45倍。
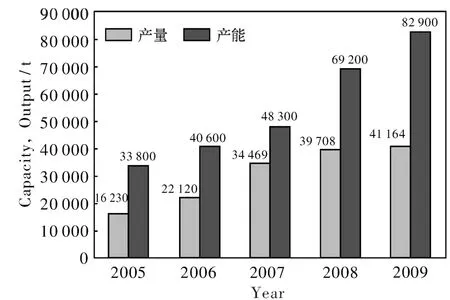
图1 2005~2009年中国钛及钛合金铸锭产能和产量统计Fig.1 Capacity and output of titanium and titanium alloy ingot in China from 2005 to 2009
2005~2009年,各年度钛及钛合金铸锭的产能富余量分别为 17 570,18 480,13 831,29 492,41 736 t,富余产能占总产能的百分率分别为 52%,46%, 29%,43%,50%。不难看出,2005~2007年,产能的富余量呈递减态势,2007年以后产能的富余量呈扩大趋势,表明 2007年后各生产企业的设备投入和已投入运行的设备量扩大。
3 钛及钛合金铸锭标准化
我国虽然自 20世纪 60年代开始了钛及钛合金加工材的生产,然而近半个世纪以来却没有钛及钛合金铸锭的国家标准、行业标准或是地方标准。在实际的生产交易过程中,主要使用企业标准或由供需双方协商确定技术要求。导致这一现象的主要原因是由于长期以来国内钛及钛合金产品的生产和使用范围较小造成的。进入 20世纪 90年代后期,随着技术的进步和各行业对钛及钛合金产品认识的提高,尤其是近 10年,国际和国内各行业对钛产品需求量扩大,共同促进了国内钛行业的飞速发展。国内各种规模的钛生产加工企业犹如雨后春笋,遍布国内迅速崛起,不完整的生产流程促进了钛及钛合金铸锭的交易量的扩大。
根据国家标准化管理委员会统一部署,并按照国标委综合[2007]100号《关于下达 2007年第五批国家标准制修订计划的通知》要求,由宝钛集团有限公司和宝鸡钛业股份有限公司起草《钛及钛合金铸锭》国家标准,项目计划编号 20079136-T-610,于 2008年完成编制和报批工作,现等待标准批准发布。
该标准是针对钛及钛合金生产加工、铸造用铸锭制定的新标准,主要内容及技术指标如下。
3.1 生产设备
针对目前钛及钛合金铸锭行业内的生产设备现状,该标准中推荐使用最广的真空自耗电弧炉(VAR)和电子束冷床炉(EBCHM炉)两种设备。
3.2 铸锭的直径(厚度和宽度)及其允许偏差
根据国内外商品铸锭的技术要求和实际生产过程中对铸锭机加工量的影响因素(主要影响因素有铸锭自身收缩、坩埚变形造成铸锭形状不规则、局部较深缺陷导致局部修磨量大等),规定了铸锭的直径(厚度和宽度)允许偏差,见表1。

表1 钛及钛合金铸锭直径(厚度或宽度)的允许偏差(mm)Table 1 Diameter(thickness or width)tolerance of titanium and titanium alloy ingot(mm)
3.3 铸锭的长度和单重及其允许偏差
考虑到目前国内各生产厂家生产设备生产能力的差异,以及市场需求的不确定性,对铸锭的长度和重量及其允许偏差没有做具体的规定,按照具体的需求由供需双方协商确定,并在合同中注明,以便更合理的适应市场,提高标准的可执行性。
3.4 铸锭的化学成分
目前,国标中规定的各种牌号的钛及钛合金铸锭的化学成分控制水平已相当成熟。因此,该标准规定钛及钛合金铸锭的牌号和化学成分应符合 GB/T 3620.1《钛及钛合金牌号和化学成分》标准要求。GB/T 3620.1标准中规定的牌号和名义成分以及相对应的国外牌号见表2。
3.5 铸锭的头尾部去飞边及倒角
从目前各加工材生产企业的实际生产需求和技术要求,以及运输、贮存过程的需要,该标准规定铸锭头部应车去飞边,头尾两端棱角应进行倒角处理,倒角的大小规定为≥20mm×40°~50°。
3.6 铸锭的相变点温度
铸锭的β转变点温度对铸锭开坯和后续加工工艺的制定有一定的指导意义。一般情况下,在铸锭成分确定后,其β转变点温度范围已基本为定值,通常可采用经验公式、金相法或差热法进行确定。GJB 3763中已给出了常用钛及钛合金名义β转变点温度,因此该标准对该温度点的测定没有做强制性规定,只规定为“当需方要求并在合同中注明时,钛合金铸锭应进行β转变温度的测定,报实测值”。
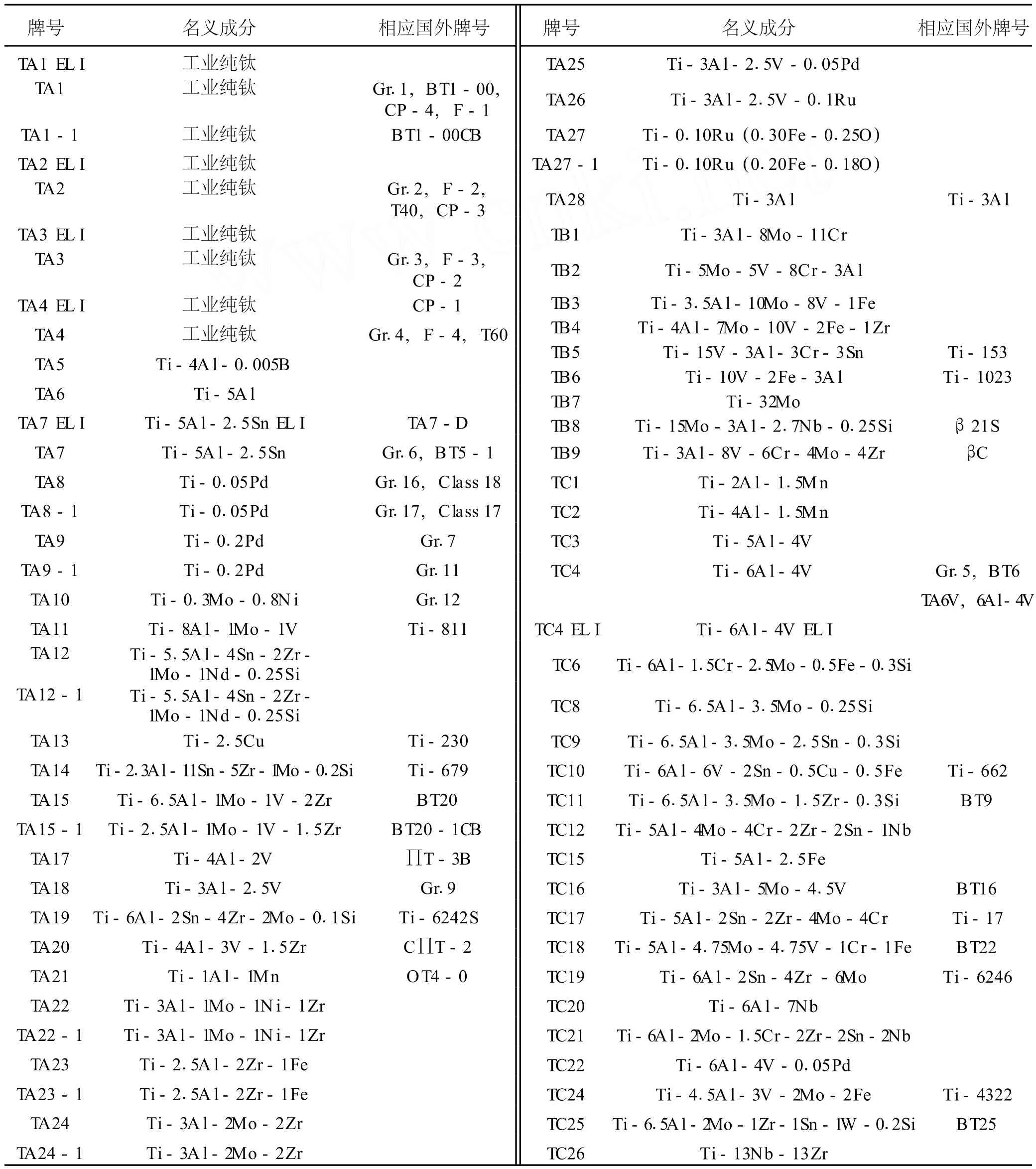
表2 GB/T 3620.1标准中的牌号、名义成分及对应的国外牌号Table 2 Designation and nomial composition compavison for GB/T 3620.1 and foreign
3.7 铸锭的超声波检验
铸锭铸造缩孔的存在是不可避免的,然而在不同产品形式的加工材生产过程中,为了能更充分利用资源和提高成品率,可在不同工序中对铸锭铸造缩孔缺陷进行有效去除。因此,该标准对铸锭铸造缩孔的去除与否没有做强制要求,可根据需方的需求灵活处理。为便于铸锭在后续加工过程中对铸造缩孔部位的控制,保证加工产品的内部质量,该标准提出了对铸锭进行超声波检验以确定铸造缩孔距铸锭头部距离,但未作为强制性规定。
3.8 铸锭的表面质量
铸锭表面质量对后续加工有很大的影响,表面的冷隔、裂纹、孔洞、台坎等较大缺陷,易引起锻造开裂甚至断裂,将大大影响成品率和产品质量。因此,该标准详细规定了铸锭的表面质量,强调“铸锭应以机加工表面交付”,规定了铸锭侧表面和两端面的表面质量要求。同时,规定铸锭所有机加工表面粗糙度应不大于 12.7μm。
3.9 铸锭的标志、包装、运输和贮存
该标准对铸锭的包装给出了 3种具体方式供选用,同时也注明其他包装方式也可使用。对铸锭的标志、运输和贮存也进行了合理规定。为便于运输和包装,且确保运输的安全性,该标准提供了附录,对运输距离较远、规格较大的铸锭包装可选用标准附录中规定的木托架支承包装方式进行(见图2)。钢托包装方式可参照该标准附录中的规定执行,以确保运输、贮存过程中人员、设备、物料的安全为准。
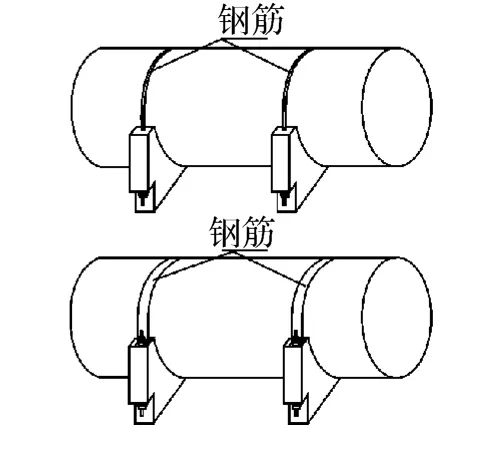
图2 钛及钛合金铸锭木托架支承包装示意图Fig.2 Schematic diagram of wooden block for packing titanium and titanium alloy ingot
4 结 语
从统计结果来看,经过近 10年的快速发展,国内钛及钛合金铸锭的产能富余量较大的现象逐渐显现。这一现象将有可能导致国内钛材加工企业逐渐减少或仅维持现有钛及钛合金铸锭的生产投入,以采购成品铸锭满足加工材生产的需求量,从而促进专业化铸锭生产企业的发展。制定钛及钛合金铸锭国家标准,确立合理的检测项目和指标,不仅有利于促进钛及钛合金铸锭的质量控制和提高,而且可有效指导需方的采购、供方的生产,促进生产、交易的规范化,改善目前国内钛及钛合金铸锭交易中的无标准可遵循的状态,从而有力的促进我国钛行业的健康、持续发展。
[1] 王向东,逯福生,贾翃,等.2009年中国钛工业发展报告[J].钛工业进展,2010,27(3):1-7.
[2] 李献军 .大规格纯钛铸锭化学成分均匀性控制技术[J].钛工业进展,2002,19(2):10-13.
[3] 王向东,逯福生,贾翃,等.2005年钛工业发展报告[J].钛工业进展,2006,23(2):1-6.
[4] 王向东,逯福生,贾翃,等.2006年钛工业发展报告[J].钛工业进展,2007,24(2):1-6.
[5] 王向东,逯福生,贾翃,等.2007年中国钛工业发展报告[J].钛工业进展,2008,25(2):4-12.
[6] 王向东,逯福生,贾翃,等.2008年中国钛工业发展报告[J].钛工业进展,2009,26(2):1-7.
Titanium and Titanium Alloy Ingot and Its Standardization
Feng Junning,Chen Feng,Li Xian jun
(Baoji Titanium Industry Co.,Ltd.,Baoji721014,China)
Melting technology status,capacity and output of titanium and titanium alloy ingot are analyzed. The test item s,determining basis,purpose and function of“Titanium and Titanium Alloy Ingots”National Standard compiled by Baoji Titanium Group Ltd.and Baoji Titanium Industry Co.,Ltd.are elaborated.The standard will not only promote the quality of titanium and titanium alloy ingot,but also can effectively guide the purchaser of the procurement, manufacturer production,and promote production,trade normalization.
titanium and titanium alloy;melting technology;ingot;standard
2010-09-26
冯军宁 (1979-),男,工程师,电话:0917-3382289,E-m ail:fengjunning@baoti.com。
猜你喜欢
铝加工(2023年2期)2023-05-09 06:04:24
湖南有色金属(2021年2期)2021-04-25 00:55:34
有色金属加工(2021年1期)2021-02-23 12:50:18
热处理技术与装备(2020年2期)2020-06-29 06:16:40
塑料助剂(2019年5期)2019-02-17 08:28:01
钛工业进展(2019年5期)2019-01-18 04:49:49
钛工业进展(2019年3期)2019-01-16 23:48:38
当代陕西(2018年6期)2018-05-22 03:04:00
当代陕西(2017年12期)2018-01-19 01:42:03
音乐天地(音乐创作版)(2017年1期)2017-04-24 08:45:17