
在车削中心上钻偏心孔群
2011-09-27 03:27王继兴
制造技术与机床 2011年6期
王继兴
(博世力士乐(北京)液压有限公司制造技术部,北京 100076)
车削中心可以进行钻孔、攻螺纹、简单铣削等工作,加工范围比数控车床有很大扩展。工件的简单孔系在车削中心上加工,可以减少装卡次数 ,缩短工艺链,既提高了效率又减轻了操作者的劳动强度。
常规情况下车削中心在钻孔时,可以直接给出孔在X方向上的直径,及每个孔的C轴角度(或利用参数让数控系统自动计算每个孔的C轴角度值)。
但有些工件为装配中调整间隙的需要设计了偏心孔群(偏心孔群是指孔群的中心偏置于圆形工件的回转中心)。我公司有一工件在车削中心上完成车削后,需要在工件的圆周上加工20个均布的D17.5通孔,孔群的中心偏置于圆形工件的回转中心2.5 mm(见图1)。很明显机床在加工偏心孔时孔位置的X值相对于工件的回转中心是变化的,而且C轴每次转过的角度也不是图纸给出的孔间夹角。用手工计算的方法去求每一个偏心孔在回转中心圆直径方向上的位置及对应的C轴角度,工作量显然太大。解决这类问题应考虑数学模型的建立,充分利用数控系统提供的计算功能,减少因大量人为计算可能出现的错误。为此设计了下面的程序:



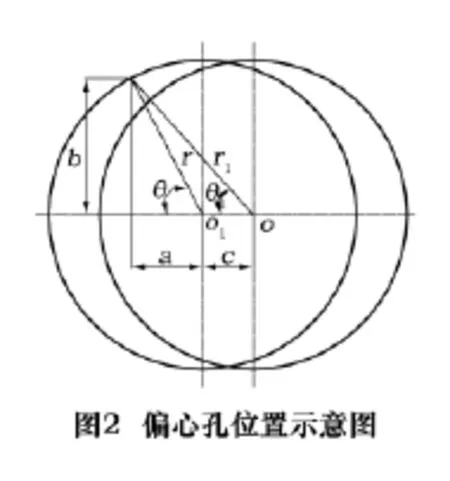
图2中O为圆形工件的回转中心,O1为偏心孔孔群的中心,C为偏心距。应用这个程序在车削中心上加工偏心孔群时,只需将偏心孔的中心距、钻孔起始角、孔间夹角、偏心距等图纸尺寸直接赋值给变量即可。数控系统会自动计算出每个偏心孔在回转中心圆直径方向上的位置及对应的C轴角度,免去了人工计算的大量工作,也避免了大量数值输入可能带来的错误。
车削中心上钻偏心孔与常规情况的钻孔区别较大,主要在于机床只有一个回转中心且没有Y轴。如何确定偏心孔群中各孔在回转中心圆的位置,建立正确的数学模型是解决问题的关键所在。如果将程序从N222开始至结尾的部分作为子程序使用,就可以应用于其他工件的偏心孔群的加工。
实践证明,变量编程方便实用,是编程人员需要掌握的重要技能。它不是解决一个问题而是解决一类问题。免去了我们大量重复性的工作,使我们有更多的精力关注于新方法与新技术,关注于改进与提高。
猜你喜欢
快乐语文(2018年7期)2018-05-25
制造技术与机床(2017年5期)2018-01-19
制造技术与机床(2017年6期)2018-01-19
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年9期)2017-11-27
广东第二课堂·小学(2017年9期)2017-09-28
儿童故事画报·发现号趣味百科(2016年7期)2017-02-08
小雪花·成长指南(2016年11期)2016-12-07
数学大王·低年级(2016年1期)2016-09-10
小说月刊(2015年9期)2015-04-23
