
填充 PP耐染色性能的测试评价方法研究
2011-09-25 04:04阳范文陶四平王爱东杨霄云
合成材料老化与应用 2011年1期
阳范文,肖 鹏,陶四平,王爱东,杨霄云
(金发科技股份有限公司产品研发中心,广东广州,510520)
填充 PP耐染色性能的测试评价方法研究
阳范文,肖 鹏,陶四平,王爱东,杨霄云
(金发科技股份有限公司产品研发中心,广东广州,510520)
以番茄酱、酱油、植物油、食盐和去污剂为污染液,研究填充 PP在常温高浓度、中温正常浓度、高温高浓度和高温正常浓度四种不同浸泡条件下耐染色性能的变化情况。结果表明:高温 (65℃)正常浓度连续浸泡 24h是模拟洗碗机在洗涤过程中染色变化的最佳条件,采用目测法评价结果与电脑测色仪测试的色差值变化基本一致,用色差值来评价填充 PP的防染色性能完全可行,具有客观、准确、定量和灵敏等优点。
填充聚丙烯;耐染色;评价方法
填充聚丙烯 (PP)具有价廉物美、无毒环保等优点,广泛应用于家电领域[1-3]。随着家电智能化和自动化的不断发展,洗碗机用和果汁机用填充PP用量逐渐增大,对其要求特别是内胆材料具备耐污染 (防染色)性能要求日益提高。家电企业的基本要求是电器多次使用后,内胆颜色基本保持不变,即使被果汁、酱油等污染后比较容易用自来水冲洗干净。
填充 PP的防染色性能的测试和评价方法没有国标或行业标准,家电企业一般采用污染组分模拟浸泡和洗涤过程,然后通过目测塑料制件的变色程度来评价其防污染性能。采用目测法直观、简单和方便,但受个人主观影响大、无法量化,不同人对不同颜色的敏感性不同,评价结果可能因人而异。采用电脑测色仪测试色差值来评价样板的变色程度具有快速、准确和可量化等优点。作者采用目测法与色差法用于评价填充 PP耐染色性能,比较和评价这两种方法的准确性和可操作性,旨在建立一种客观、准确和可量化的耐染色测试评价方法。
1 实验部分
1.1 材料与样板的制备
将 PP、填料、抗氧剂和润滑剂等组分混合均匀,然后采用双螺杆挤出制备 PP填充改性料,其质量配比见表 1。采用注塑机在 200℃条件下注塑标准色板。

表 1 填充 PP配方设计Table 1 Formulation design of filled polypropylene
1.2 污染液配方与浸泡程序
1.2.1 洗碗机染色的评价方法

表 2 洗碗机污染组分配比与分析Table 2 Formulation and analysis of pollution water

(续表 2)
某家电企业采用表 2的污染组分配比,每次洗涤循环有多次进水,首次进水约 4升,上面的污染物称重后直接投入水中,常温洗涤一段时间后排水,再次进清水加热洗涤,直到温度到 65-70℃之间时停止加热,继续洗涤约 10分钟,如此循环测试 50个周期,内胆用自来水冲洗干净、晾干,然后目测洗涤前后的颜色变化来评价耐染色性能。
1.2.2 浸泡实验方案设计
由于上述评价染色是在洗碗机中进行的,需注塑洗碗机内胆并装配成整机,测试周期相对较长,我公司不具备上述条件。因此,必须简化污染组分来模拟洗涤过程,并建立一种快速、简便的耐染色性能评价方法。
从表 2分析可知,污染组分对染色贡献顺序是番茄酱、酱油、植物油等组分[4-5],本试验筛选出对染色作用较大的组分,并设计简化的污染液配方,见表 3。根据洗碗机实际洗涤过程先添加污染组分在常温下洗涤、然后升温清洗、最后进行冲洗的程序,设计如下耐染色模拟过程:采用 2000m l的烧杯配置污染液,将待测色板放入烧杯中浸泡在污染液中,在恒温水浴中加热并浸泡一定时间,然后将样板取出用自来水冲洗干净,晾干后目测并测定色差。

表 3 浸泡染色模拟试验方案设计Table 3 Experiment design of imitating pollution water
1.3 防染色效果的评价
1.3.1 目测法
肉眼直接观察色板浸泡前后颜色的变化,随机选取 5人对颜色变化进行打分,颜色变化最大为 6分、最小为 1分,最后结果取平均值,得分越大、颜色变化越大,耐染色效果越差。
1.3.2 色差评价法
采用 X-rite公司的 color eye 7000A进行测试,以未浸泡样板为标准,测试污染液浸泡后的样板 3个不同位置的色差,取平均值即浸泡前后颜色的变化值,DL、Da、Db、DE分别代表深浅、红绿、黄蓝和总色差的变化,总色差越大,说明越容易受污染,耐染色效果越差。
2 结果与讨论
2.1 常温、高浓度浸泡模拟
由于对染色影响最大的组分是番茄酱,首先选择 20%浓度的番茄酱在常温下浸泡色板,浸泡144h后取出用自来水冲洗干净,晾干后目测和测试色差,结果见表 4和图 1。

表 4 常温高浓度浸泡色板目测评分Table 4 Visual assessment of sample at normal temperature and high concentration
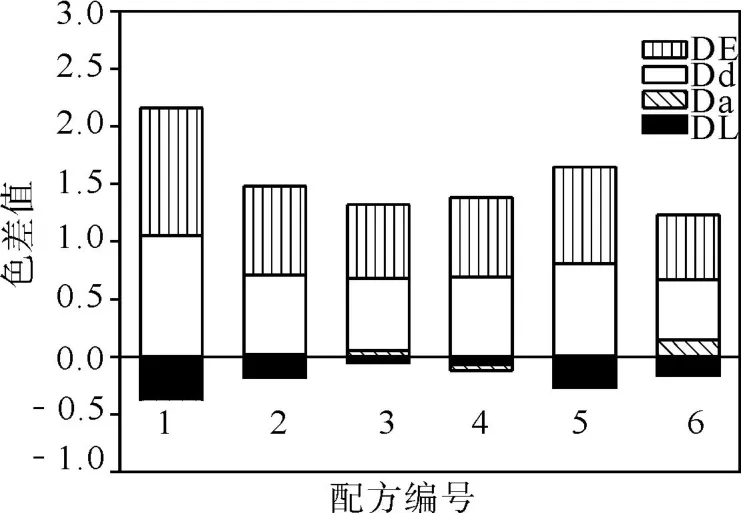
图 1 常温高浓度浸泡色板的色差值Fig.1 Color aberration of sample at normal temperature and high concentration
从表 4可知,目测色板颜色 3#变化较小、1#变化较大,其它色板差异很小。从图 1可知,浸泡144h前后,除 1#的总色差DE>1之外,其它色板的色差变化很小、总色差 DE≤1。说明在该条件下,色板难以受到污染,色板的耐染色效果不易区分。
2.2 中温、正常浓度浸泡模拟
为了加快染色速度,达到快速评价的目的,将浸泡液的温度设定为 45℃,浸泡 72小时后取出用自来水冲洗、自然晾干,浸泡前后色板的目测评分和色差值分别见表 5和图 2。

表 5 中温正常浓度浸泡色板目测评分Table 5 Visual assessment of sample at media temperature and normal concentration

图 2 中温正常浓度浸泡色板的色差值Fig.2 Color aberration of sample at media temperature and normal concentration
从表 5可知,目测评价色板之间的差异也不太明显,难以判断不同色板之间的差异。从图 2可知,浸泡 72h前后,色差值比常温浸泡 144h略有增大,但差异不够大,需继续提高温度或增大污染组分的浓度。
2.3 高温、高浓度浸泡模拟
将浸泡液的温度提高至 65℃,浸泡 24小时后取出用自来水冲洗,自然晾干。浸泡前后色板的目测评分和色差值分别见表 6和图 3。

表 6 高温高浓度浸泡色板目测评分Table 6 Visual assessment of sample at high temperature and high concentration
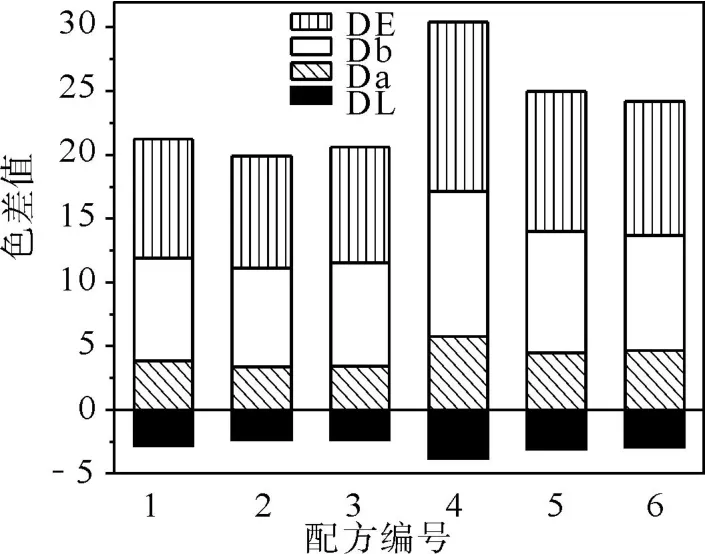
图 3 高温高浓度浸泡色板的色差值Fig.3 Color aberration of sample at high temperature and high concentration
浸泡 2 4 h后色板几乎变成了黄色,这主要是在高温条件下,浸泡液中番茄酱导致色板受到严重污染所致。从表 6情况分析,由于番茄酱的浓度太高,染色太严重,虽然目测浸泡前后色板的差异非常大,但难以判断不同配方之间的差异。从图 3的色差值分析,4#配方色差最大,2#和 3#较小,基本可区分耐染色最好和最差的,说明采用电脑测色仪测定浸泡前后色差值比肉眼更加准确和敏感。
2.4 高温、正常浓度浸泡模拟
通过上述经验,选择正常污染组分浓度,在高温 65℃条件下进行浸泡实验,研究不同时间下(8h、16h和 24h)的变色程度,目测评价结果和色差值分别见表 7和图 4。

表 7 高温正常浓度浸泡色板目测评分Table 7 Visual assessment of sample at high temperature and norm al concentration
从图 4可知,浸泡 8h后,目测 3#的颜色变化最小,4#变色最严重,色差测试的结果与目测完全一致。浸泡 16h和 24h后,目测色板的颜色依次变深,色差值比 8h增大,说明延长时间,染色会变得更加严重。对比不同配方可知,目测 3#的颜色变化最小,4#变色最严重,色差法与目测法的评价结果完全一致,说明采用电脑测色仪测试色差值来评价不同配方之间的耐染色性能差异是完全可行的。

图 4 高温、正常浓度浸泡色板的色差值Fig.4 Color aberration of sample at high temperature and normal concentration
2.5 实际应用比较
家电企业在耐染色评价时要求洗涤 50个周期、每个周期 10m in,合计 500m in。本实验设计的浸泡时间 24h即 1440m in,比家电企业设定的总时间约长 2倍。同一组配方的对比测试结果见表 8,客户实际洗涤与我司采用该方法模拟测试的结果完全一致。说明用该方法模拟其洗涤过程完全可行,采用电脑测色仪来评价耐染色性能更加客观、灵敏和准确。

表 8 实际应用测试结果比较Table 8 Comparison between actual application and experiment
3 结论
(1)填充 PP在洗涤过程中受到的污染主要来源于番茄酱、酱油、植物油这三种组分。
(2)以番茄酱、酱油、植物油、食盐和去污剂为污染组分,在 65℃下连续浸泡 24h模拟家电企业洗碗机洗涤过程完全可行。
(3)采用目测法与色差法评价填充 PP的防染色性能是完全可行的,色差法具有客观、准确、灵敏和可量化等优点。
[1]赵敏,高俊刚,邓奎林,等.改性聚丙烯新材料[M].北京:化学工业出版社,2002.21.
[2]刘俊,李平江.聚丙烯的改性研究进展 [J].广东化工,2010,37(1):66-67,38.
[3]雷华,高传涛,徐涛,等.滑石粉及其添加方法对聚丙烯材料结晶形态的影响 [J].塑料, 2008,37(4):37-39,75.
[4]汪多仁.番茄红素的开发与应用进展[J].甘肃化工,2003,(2):6-8.
[5]李增光吴骥陶高映红.番茄酱中番茄红素的测定 [J].食品与发酵工业,1991,(2): 82-84.
Analysis and Assessment of Filled Polypropylene for Improving Sta in Resistance in Pollution Water
YANG Fan-wen,XIAO Peng,TAO Si-ping,WANG Ai-dong,YANG Xiao-yun
(Research and Development Center,Kingfa Science and Technology Co.Ltd.,Guangzhou 510520,Guangdong,China)
Stain resistance of filled polypropylene at normal temperature and high concentration,media temperature and normal concentration,high temperature and high concentration,high temperature and normal concentration was researched,which was imitated actual application by pollution water consist of redeye,soy sauce and vegetable fatetal.The result showed that the best imitating condition was high temperature(65℃)and normal concentration for24h.The analysis of stain resistance show ed that the result by visual assessment and colorimetry method w as consistent.The colorimetry method could be used for color assessment of stain resistance for filled propylene,which was characterized with objective,accurate,quantitative and sensitive.
filled propylene;stain resistance;assessment method
TQ 325.1+4
2010-09-23
猜你喜欢
宝钢技术(2022年2期)2022-07-09
知识窗(2022年4期)2022-06-07
上海建材(2021年1期)2021-11-22
江淮法治(2020年3期)2020-05-08
动漫界·幼教365(大班)(2020年1期)2020-02-03
上海涂料(2019年3期)2019-06-19
英语文摘(2019年1期)2019-03-21
摄影之友(影像视觉)(2017年1期)2017-07-18
爱你(2015年4期)2015-11-15
幸福家庭(2015年10期)2015-09-10
