基于QD75D4定位模块点胶图形的开发
2011-08-08 10:22赵乃辉赵子龙
电子工业专用设备 2011年8期
赵乃辉,赵子龙,林 波,侯 宇
(中国电子科技集团公司第二研究所,山西太原 030024)
在触摸屏行业中,随着UV胶水技术的不断成熟,越来越多的厂商在生产中开始使用UV胶替代OCA膜。具体做法是将上、下玻璃片分别固定在上、下平台,点胶三轴带动胶桶在上玻璃片画点胶图形,由翻转机构带动上平台翻转180°后,再由上升机构带动下玻璃片上升,在上升的过程中,两片玻璃在受力的状态下逐渐将胶水挤压开。此处主要介绍点胶图形的生成,每一个图形都是由若干组定位数据构成,不同的定位数据组合可以构成不同的图形。
1 QD75D4定位数据的构成
轴1(X轴)定位数据存储在QD75D4定位模块的缓冲存储器#2000-#7999,每10个缓冲存储器对应一组定位数据,它的构成如图1所示。
点胶路径即定位标志符,它是Da.1-Da.5的十六进制组合(见图2)。定位地址包括定位地址X和定位地址Y,对应各个点的X坐标和Y坐标。Z轴状态即M码。
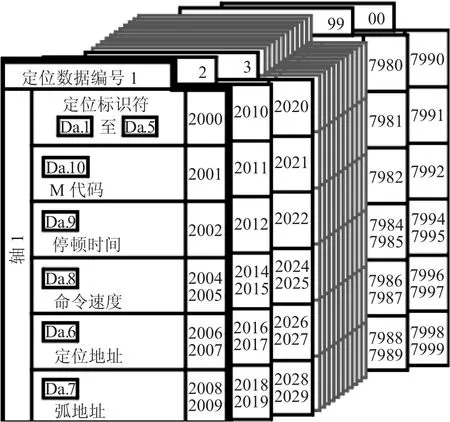
图1 定位数据构成
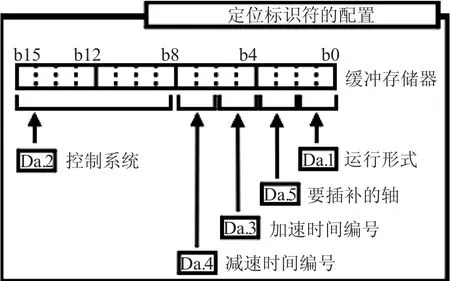
图2 定位标志符构成
Da.1运行形式
指定是否继续执行启动的定位数据后的定位数据。
“运行形式”包括以下三种:
(1)独立定位控制(运行形式:00)
(2)连续定位控制(运行形式:01)
(3)连续路径控制(运行形式:11)
连续定位控制同连续轨迹控制区别:
连续定位控制:执行完一个定位数据后,执行下一个定位数据(速度要降为零)
连续轨迹控制:执行完一个定位数据后,执行下一个定位数据(速度不降为零)
以点胶图形(见图3)为例,为实现拐角处(第一点到第三点、第四点到第六点)胶量的平滑过渡,必须将运行形式设定为连续轨迹控制。
Da.2控制系统设定
在此处指定两轴线性插补控制或圆弧插补控制。A代表两轴线性插补,C代表圆弧插补(A、C为十六进制数)。
Da.3加速时间、Da.4减速时间
设置“加速/减速时间0至3”中哪一组用于定位数据执行期间的加速/减速时间。加速时间0用二进制数00表示,加速时间1用二进制数01表示,加速时间2用二进制数10表示,加速时间3用二进制数11表示。
Da.5要插补的轴
设置在两轴插补控制中运行的目标轴,此处选择轴1(X轴)为基准轴,轴2(Y轴)为目标轴,用二进制数01表示。
Da.6定位地址
设置定位控制目标值的地址。以双Y图形(见图3)为例,需要8组定位地址,包括定位地址X、定位地址Y。
Da.8弧地址
执行环形插补控制时需要设置的数据。执行两轴线性插补控制时,弧地址不需要设置。执行两轴环形插补控制时需要同时写入定位地址和弧地址。
Da.10 M代码
当与定位数据组合发布辅助命令时设置该代码。
“M代码输出功能”用于执行与定位数据相关的辅助动作,按时序可分为WITH模式和AFTER模式,在此处使用了AFTER模式,即当定位运行完成时输出M码,并且M代码ON信号变成ON,当定位执行期间M代码ON信号变为ON时,M代码编号以“Md25有效M代码”的形式存储,从PLC CPU读取这些“Md.25有效M代码”可用于命令辅助动作。在此处M代码用于点胶Z轴的上升与下降,可为各个定位数据设置不同的M代码。当接收到M码1时,Z轴开始下降,下降到位后,点胶器打开,到设定时间,点胶器关闭,同时Z轴上升,M码1可控制点胶器打点。当接收到M码2时,Z轴下降,下降到位后,点胶器打开,开始点胶。当接收到M码3时,点胶器关闭,停止点胶,同时Z轴上升。M码2与M码3组合使用可控制点胶器画线。
2 触屏界面规划
以双Y图形(图3)为例,Da.1-Da.10在触屏界面中规划如表1。
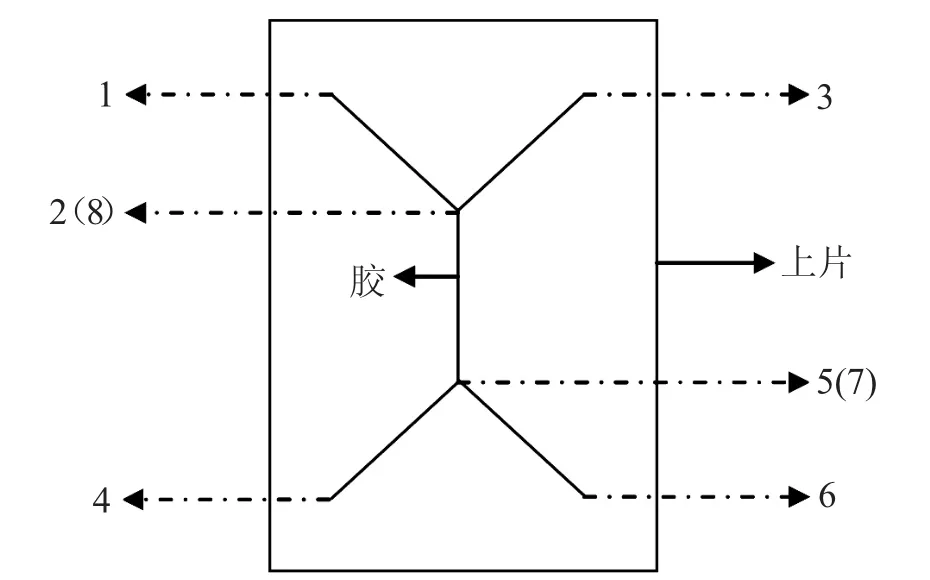
图3 点胶图形(双Y)

表1 触屏界面
3 数据生成方式
以点胶图形(双Y)为例,图中的数据按以下顺序生成:
读取X轴、Y轴、Z轴机械进给值(见图4),机械进给值随着三轴移动位置不同不断更新数值。
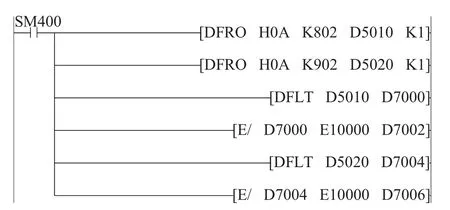
图4 读取X、Y轴机械进给值
D5010、D5020为读取的X轴和Y轴的机械进给值,默认以0.1μm为位,需要将D5010、D5020除以10 000将单位改变为mm。
点动移动X轴、Y轴、Z轴到点胶图形(图3)各点,点动程序如图5。
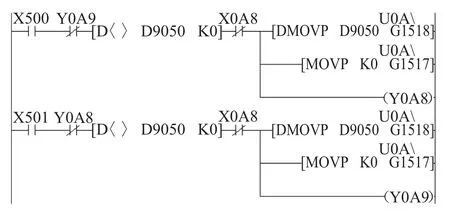
图5 X轴点动程序
在JOG运行中,正向运行JOG START信号(YA8、YAA、YAC) 或反 向 JOG START(YA8、YAA、YAC)信号变为ON时,从QD75D4输出脉冲到驱动装置,然后工件以指定方向移动。以点胶X轴点动为例,程序如图5:
X500为触屏中点动正向移动按钮,X501为点动反向移动按钮,D9050为X轴点动移动速度,当速度设置为零时,点动移动无效,当检测到点胶X轴对应QD75D4模块出错时,点动移动无效,Y0A8为X轴正向移动JOG启动输出,Y0A9为X轴反向移动JOG启动输出。Y、Z轴点动可采用同样的方式。
将定位地址分别保存。移动到指定位置后,点保存按钮,将X轴、Y轴当前的机械进给值写入到配方数据中的定位地址X和定位地址Y(见图6),对双Y图形而言,需要8组定位地址,即需要保存8次。

图6 将机械进给值保存到定位数据
X311为触屏中定位数据保存按钮,按下该按钮可将机械当前值保存到触屏配方中的定位地址中,D2201为欲保存的定位地址的编号,对应触屏界面中的 1-10,通过更改 D2201的当前值可将机械进给值保存到不同的定位地址中。
为每个定位数据设置不同的M码,依据运动方式的不同分别设置1、2、3。在指定位置打点时,将触屏中需要打点的定位地址一行对应的Z轴状态设置为1。在画线时,将需要画线的起始点的定位地址一行对应的Z轴状态设置为2,将终点的定位地址一行对应的Z轴状态设置为3。以双Y图形第7点到第8点的直线为例,将触屏中第7点定位数据对应的Z轴状态设置为2,第8点定位数据对应的Z轴状态设置为3,当点胶3轴带动胶桶到达第7点时,接收到M码2,控制Z轴下降,下降到位后,点胶器打开开始点胶,当运动到第8点时,接收到M码3,停止点胶,同时Z轴上升。
设置定位标志符号。所画图形拐角处对应的点胶路径设置为A07,如双Y图形中第2点和第5点的点胶路径应设置为A07,最后一点设置为A04,其余设置为A05,A代表直线插补,07代表连续路径控制,05代表连续定位控制,04代表点胶结束。
分别为每个定位数据设置不同的速度值,速度不同胶量不同,点胶图形的粗细也不同。
圆弧插补采用分点指定的2轴环形插补控制,通过在起始点地址和终点地址中间指定一个第3点的方式实现。圆形插补的实现可采取与直线插补同样的方法:在触屏界面中定位地址旁边并列规划一组弧地址数据,以同直线插补相同的方式将第3点的X坐标和Y坐标写入到触屏界面中的弧地址数据,即可实现。
4 结束语
本文提到的基于QD75D4定位模块图形的生成方式,具有稳定性好,兼容性强的特点,适用于各种不同的图形构造,同时可根据图形的复杂程度相应地调整定位数据的数量。
[1] MITSUBISHI.Q系列定位模块[M].QD75P/D用户手册,2003.
[2] 胡佑德.伺服系统原理与设计[M].北京:北京理工大学出版社,2005.
[3] 廖常初.可编程控制器的编程方法与工程应用[M].重庆:重庆大学出版社,2006.
猜你喜欢
装备制造技术(2020年4期)2020-12-25
父母必读(2019年9期)2019-11-04
动漫星空(2018年11期)2018-10-26
动漫星空(2018年2期)2018-10-26
动漫星空(2018年9期)2018-10-26
动漫星空(2018年5期)2018-10-26
领导文萃(2018年8期)2018-06-27
小学生导刊(低年级)(2016年8期)2016-09-24
小学生导刊(低年级)(2016年5期)2016-05-27
工业设计(2015年12期)2015-10-21