浅述人字闸门顶底枢埋件的安装
2011-08-07 06:25李良
治淮 2011年9期
李 良
大寺闸枢纽是涡河上的一座综合性枢纽工程,位于亳州市谯城区大寺镇,新建船闸为其中一个主要建设内容。工程于2005年6月20日动工,2006年底完工。工程完工验收的单元工程合格率100%,优良率为89%。
新建船闸闸室净宽 10m,长100m。船闸人字门,上闸首闸门尺寸为6.113m×9.71m(宽×高),下闸首闸门尺寸为6.113m×11.99m(宽×高),采用液压启闭机启闭,上下闸首人字门埋件共7.04t。
人字门安装的重点与难点是埋件安装,其安装精度和安装质量将直接影响闸门的运行。在人字门埋件安装中,底枢及顶枢是其余埋件安装的基准,应将顶、底枢安装工作作为关键点控制。
一、底枢安装
船闸底枢安装时,根据施工图纸应以闸门的支承中心来控制底枢座的位置,但在实际施工中支承中心在底枢座上无法直接放样得出,因此需要通过计算求出支承中心距转动中心的水平、垂直尺寸,以转动中心来控制底枢座的位置,利用AutoCAD软件放样求出其具体尺寸。
计算出尺寸后,在底枢座上用画规放样出纵、横向中心线。复核土建提供的闸孔中心线及门龛边线,并据此在闸底板上放出以转动中心为交点的纵、横向中心线。在闸底板的两条中心线上各架设一台经纬仪,调整底枢座,将底枢座上的中心线与闸底板的中心线调节重合,水准仪测量高程,将底枢座工作面调整到设计平面,至此,底枢座粗略调整完成。将框式水平仪放置在底枢座的精加工水平面上,纵、横向两个方向进行观测,并精细调整,水平度达到规范要求后复测中心线及高程,如有误差应反复调整。所有检测项目均达到规范要求后将底枢座与一期锚筋相连并焊接牢固,二期混凝土浇筑前后对底枢座复测。为了保证安装精度,要按照相关的规范进行安装,安装的允许偏差见表1。
船闸中心线、人字闸门旋转中心和埋件枕底上的支承中心为施工测量的基准线,其安装基准线(点)应能控制埋件的安装尺寸和精度,安装基准线(点)应保证偏差在0.5mm以内,并按永久观测点来设置和保护安装基准线上的基准点。
二、顶枢安装
顶枢拉架的安装高程应根据门叶的实际高度来确定,拉架耳板中心面处的高程与门叶顶枢耳板中心面处的高程误差应不大于±3mm,顶枢拉架工作面的水平度不大于1/2000,A、B拉杆两端允许高差为1.0mm,顶枢处A、B杆水平中心面高程与门叶顶枢耳板中心面高程的允许偏差应控制在±5mm以内。
顶枢拉架中心线交点的铅垂线与转动中心重合,其位置处于空间三维,故不能直接放样得出中心线的交点。在实际安装过程中采用如下方法:
安装好底枢座后,用经纬仪将纵横向中心线引至顶枢平台处。在此平台上设置临时支架,用0.3mm的钢丝悬吊2kg垂球至底枢座,调整钢丝使垂球尖与转动中心重合,并保证偏差不大于2.0mm。垂球悬浮放入充满油的油桶内减小受风力作用而发生的摆动。将经纬仪架设在顶枢平台上,观测钢丝与闸底板上的中心线,细微调整经纬仪的位置使三者重合,即可在顶枢平台上各放出通过顶枢中心的纵、横向交叉线(此线亦可作为安装启闭机座板的基准线)。
因顶枢拉架中心线与纵横线间有一旋转角度,利用CAD软件绘制其位置,将角度转换为距离(以利于拉架支座安装),在顶枢平台上放出安装顶枢拉架的中心控制线。根据图纸把顶枢拉架上平面的中心线放出并做好记号,将经纬仪分别架设在两条中心控制线上,与顶枢中心的钢丝契合后即进行安装。安装过程中,应反复观测拉架的前后两个点并调整,使其与控制线重合。
根据此工程中埋件特点,顶、底枢安装完毕后,其余埋件应待闸门吊装完成后再进行安装。门体安装就位时,利用顶枢平台处的纵、横向交叉线,在其上面架设经纬仪观测门体顶枢轴上的中心,闸门顶枢轴上的中心调整到与纵、横向控制线重合时,此时门体为垂直状态。
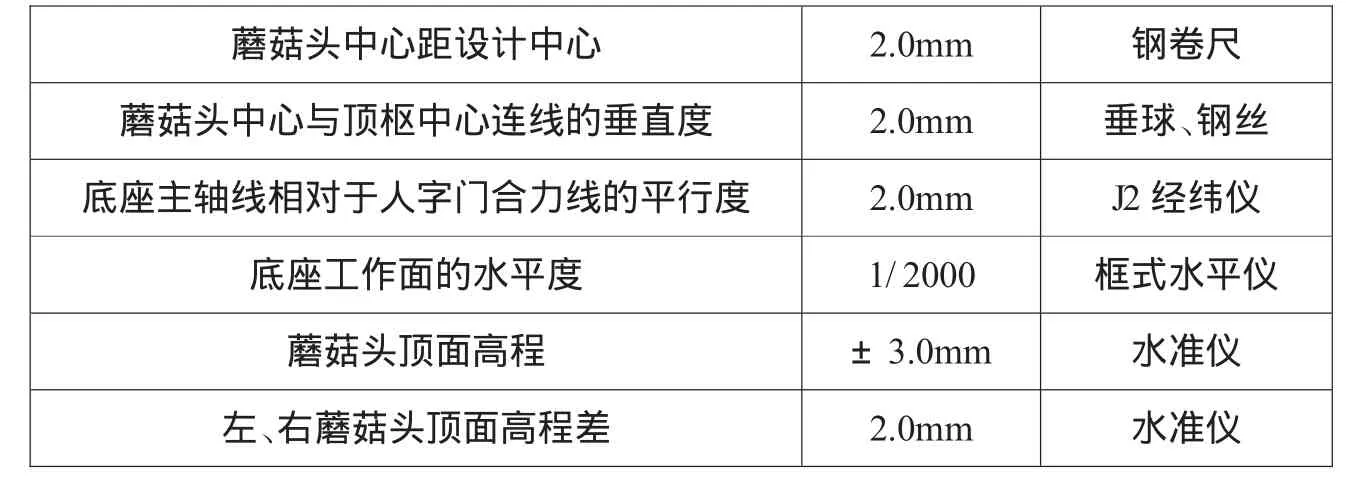
表1 底枢安装允许偏差及相应检测工具表
三、安装工作的质量保证与控制措施
1.质量评定依据
(1)按技术标准对施工质量进行检验评定。
(2)可参考执行 DL/T5018-2004、DL/T5019-94规范,规范不能满足的部分,执行有关专业标准。
(3)在质量检验评定中,同一个项目执行的标准必须统一。
(4)执行分项、分部和单元工程施工质量等级,应符合GBJ和JBJ标准中优良等级。GBJ和JBJ标准不能满足部分,执行其他有关标准。
2.组织保证
成立由业主代表、监理工程师、项目经理、项目总工、质检科、专职质检员组成的质量保证机构,负责监督指导规程、规范、标准的执行,参加编制和审批质保措施计划、施工方案和技术措施,参加图纸会审和重大事故调查分析、处理工作。
3.体系保证
(1)严格工艺制度,每道工艺严格按照工艺流程和工艺卡进行施工,关键部位、部件施工方案必须经项目总工批准后执行。
(2)强化质量检测和记录,检验员必须做好原始记录,质量总监签证归档,工程师验收。
(3)严格执行DL/T5018-2004与SDJ249-88规范,主要项目与一般项目均以优良标准作为自检合格标准,从而保证最终达到“合格”。对工程实行质量责任终身制。
(4)质量检验评定的依据为设计图纸及技术标准。借助检验资料分析,及时发现操作者、施工机具、材料、施工方法、操作方法、操作及管理上的问题,及时采取措施纠正或改进。
(5)严格执行三检制。加强自检、专检工作,做到产品质量有人抓、有人管,做到管理层次清楚、责任分明、制度健全、奖惩分明。
每道工序需经质检员检查合格后才能转入下道工序。健全工序交接制度,每道工序都要严格进行交接,办理交接验收手续,不合格工序不得转入下道工序
猜你喜欢
环境科学研究(2022年10期)2022-10-19
宇航计测技术(2022年2期)2022-06-01
水电站机电技术(2022年4期)2022-04-18
百科探秘·航空航天(2016年9期)2016-12-01
中外医疗(2015年5期)2016-01-04
火炮发射与控制学报(2015年2期)2015-11-27
浙江理工大学学报(自然科学版)(2015年5期)2015-03-01
医疗装备(2011年8期)2011-11-30