
核电站就地变送器换型及设备管理改进
2011-08-03 11:07:24张鹏
中国核电 2011年4期
张 鹏
(秦山核电有限公司,浙江 海盐 314300)
随着科技的进步,设备的功率越来越大,目前,核电站的装机容量、运行参数、系统回路数量也随之提高,对系统及设备的状态检测的要求也越来越高。而这些信号可靠、稳定、精确的测量传输主要载体就是现场安装的一次就地仪表。就地仪表的维修方式也逐渐由让设备一直运行至故障时才进行故障维修,演变至按照预定的时间间隔或检修周期进行计划修理的维修。如今,基于设备可靠性维修原则而触发的预防性维修成为现今最具价值的维修方式。但是,由于核电站的建造周期较长,一次就地仪表从安装到正常使用时间跨度长。因此,如何保证仪表的性能就显得尤为重要。本文着重介绍秦山核电有限公司变送器换型以及前后发生的事例,从测量原理、历史状态、换型的起因以及实施过程中发生的事件产生的原因结合现场情况进行分析,并浅谈就地仪控设备的管理以及改进。
1 变送器测量原理
秦山核电有限公司的现场就地仪表按测量对象划分,主要包括压力、液位、流量、温度以及部分专用仪控信号的测量。其中的压力、液位、流量等重要信号主要是采用电容式差压/压力变送器测量,其信号送反应堆保护、重要容器液位控制等系统,涉及核电站各类水质、各类温度压力,甚至于反应堆压力边界。所以压力变送器是秦山核电有限公司重要的就地一次测量仪表。
变送器的应用最广泛、最普遍,变送器大体分为压力变送器和差压变送器。变送器常用来测量压力、差压、真空、液位、流量和密度等。变送器有两线制和四线制之分,两线制变送器尤多,有智能和非智能之分,智能变送器渐多。秦山核电有限公司安装各类电容式差压/压力变送器500余台。1988年开始安装,精度为±0.25%,安装方式主要为分体式安装,此分体式含义为变送器与隔离测量介质的阀组中间用引压管连接,没有直接安装在一起,即不是一体化安装方式。一般变送器与阀组之间通过腰型法兰、引压管、1/4 in NPT接头连接。以差压变送器为例,其原理是:来自双侧导压管的差压直接作用于变送器传感器双侧隔离膜片上,通过膜片内的密封液传导至测量元件上,测量元件将测得的差压信号转换为与之对应的电信号传递给转换器,经过放大等处理变为标准电信号输出。差压变送器的现场应用通常用以下几种测量方式[1,5]:
与节流元件相结合,利用节流元件的前后产生的差压值测量液体流量,如图1所示。
利用液体自身重力产生的压力差,测量液体的高度,如图2所示。
直接测量不同管道、罐体液体的压力差值,如图3所示。

图1 液体流量测量Fig.1 Fluid influx measurement

图2 液位高度测量Fig.2 Fluid height measurement

图3 管路间差压测量Fig.3 Measurement for differential pressure between pipelines
2 变送器的性能管理
2.1 变送器的管理
秦山核电有限公司现场安装了500余台电容式差压/压力变送器,在核电站运行初期,依据设备维修手册的技术要求,每个换料循环都对其进行校验,校验时将变送器从安装支架上拆除,工作量大,对设备及接头等附件损坏概率较高。随着设备管理体系的完善,制订了变送器设备台账,台账中详细记录了变送器的型号、参数、安装方式、生产厂家、出厂时间及编号,对测量重要信号的变送器进行缺陷分析及跟踪,并根据每台变送器的测量对象的安全、经济性分级,优化了检修计划,减少了设备维修损耗。
2.2 变送器缺陷分析及结论
2.2.1 缺陷分析
在2007年1月17日03:01:49,秦山核电有限公司凝结水流量从1115 t/h陡降至908 t/h;凝结水压0.85 MPa→0.89 MPa;凝结水旁路压差0.14 MPa→0.11 MPa。03:01:53开始,凝结水流量在1011~1060 t/h,凝结水压在0.86~0.88 MPa,凝结水旁路压差在0.12~0.14 MPa之间波动。03:03:00凝结水流量从1036 t/h→1094 t/h;凝结水压从0.88 MPa→0.85 MPa;凝结水旁路压差0.12 MPa→0.14 MPa,基本回到正常值。当时就地检查NJS-35V未发现异常。2007年1月19日仪控人员经检查发现同时参与凝结水流量控制的1号及2号除氧器水位相差约30 cm(理论上二者应相等),仪控检修人员随即更换了表现异常的1号除氧器水位LT4503A变送器后凝结水流量恢复正常。水位波动图如图4所示。
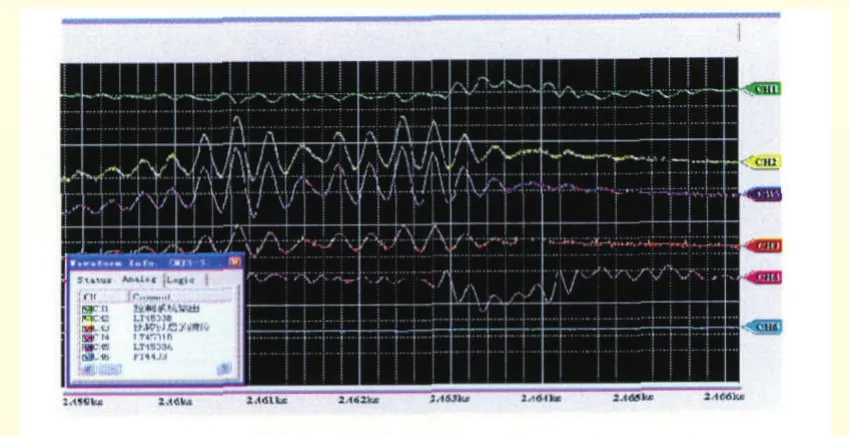
图4 水位波动图Fig.4 Water-level fluctuation
距1号除氧器水位LT4503A变送器更换后的第3天,凝结水流量再次出现波动,经检查是新更换上的1号除氧器水位变送器输出严重漂移。该变送器是仪控从库房里领出2003年11月出厂的上自一厂生产的1151变送器。经调校合格后,于2007年1月19日晚安装在现场,在2007年1月22日发现该变送器输出异常,初步检查为变送器输出板损坏,厂家在仪控检修实验室更换输出板后,变送器工作正常,经进一步检测,缺陷出现原因是线路板上一个稳压二极管出现了故障。针对此故障,借助设备台账、缺陷分析以及事故状态报告管理平台,对核电站历来发生的相似缺陷进行了统计、分析,统计情况如下。
(1)ZTBG200603011:2006年2月28日20:10主控发现除氧器液位正缓慢下降,主控和就地检查3号高加和MSR壳体到除氧器疏水均正常,查看solar机发现,19:35左右凝结水流量突然下降了约20 t/h,之后流量较为稳定,将NJS-35V投“手动”恢复除氧器水位。除氧器水位恢复后,重新将NJS-35V投“自动”,凝结水流量仍然下降,只能将NJS-35V投“手动”维持凝结水流量。23:10仪控人员进厂检查NJS-35V本体、压空均正常,分析估计可能是调节卡件问题造成。2006年3月1日仪控人员开票处理NJS-35V自动调节失灵缺陷,依次测量NJS-35V三冲量调节输入信号:1)除氧器液位;2)除氧器液位平均值;3)凝结水流量;4)远方定值信号;5)主给水流量。测量后发现凝结水流量I/V卡后电压超量程(量程范围:0~10 V,测量值14 V),又赴现场测量凝结水流量变送器输出信号,确认凝结水流量变送器损坏,开票更换损坏变送器后,该阀自动调节正常。
(2)ZTBG200609012:主控操纵员发现,在此次机组正常运行以来,凝结水调节阀NJS-35V在主控操作器的阀位指示缓慢上升。从2006年7月21日至9月11日NJS-35V阀位由58%上升到71%,而就地指示一直保持在56%左右。9月11日对NJS-35V进行了检查处理,用机械手段固定阀门开度后,检查发现其电/气转换器输出气压有偏差,因此将电/气转换器更换。检修结束将NJS-35V恢复到三冲量自动调节后,主控显示阀门开度为68%,而就地阀位指示为53%。
由此可见,以上事件的发生都是由就地信号测量的变送器出现故障,导致控制系统失调,使控制对象的状态不稳定。那么,这些变送器为什么会出现状况呢?我们详细对凝结水流量波动缺陷进行了分析。
(1)通过变送器更换情况,从过程分析,产品使用时间会影响设备性能(见表1)。仪控设备内的电子仪器产品会随时间的增长,元件老化问题导致变送器性能下降。

表1 变送器的更换情况统计Table 1 Statistics on replacement of transmitter
(2)对测量信号漂移变送器以及损坏的变送器进行线路检测。信号漂移变送器性能故障的原因是线路板老化以及内部微尘导致其内部差压测量放大,电路工作不稳定。损坏的变送器的故障原因是电路板上精密基准稳压管D11(型号1N4571)失效,由原定稳压值6.4 V降低到2.5 V左右且不稳定,由此造成变送器正负迁移工作部分放大,电路基准工作点电压发生变化,直接导致变送器电流输出范围变小(输出减小75%),导致正负迁移不能正常进行,输出异常。
2.2.2 共性分析
通过对以上故障事件的原因分析,发现导致故障出现的原因有几个相同的地方。
(1)设备老化。频繁出现问题的变送器出厂时间都较早,参考其他仪控电子仪器产品由于设备设计使用年限(例如:I/P转换器、SPEC200卡件等),进行更换的事例,说明变送器已到了设备运行寿期或者说是经过长时间运行,其本身故障率增加。意味着核电站内相同状况的变送器都存在着设备老化的故障隐患。
(2)元器件单体故障。变送器电路板稳压管损坏,有可能其他仪表的元器件也会出现问题,应对其他相类似的电子产品的元器件筛选进行调研,共同提高产品的质量。
2.3 结论
核电站的运行要求是安全、经济、稳定,根据现场就地变送器的实际运行状况,对现场变送器的管理,不能以缺陷消除为手段,应从设备种类、系列的角度上整体考虑性能管理。对现场设备进行普查,根据普查结果确定管理及解决方法。
3 变送器变更管理及实施
3.1 变送器的变更
根据上述的原因分析及管理思路,对现场变送器进行设备普查,结果是有270台,两个品牌,4个系列的变送器已运行10余年。根据设备管理经验,有必要对此类设备进行更换。同时考虑到设备管理的有效性,需要对部分变送器进行换型。秦山核电有限公司在2007年将变送器改造纳入重大改造项目,并成立改造项目组整合全厂资源负责该项目的计划与实施,该变更号为:J07-002《一、二回路系统部分测量变送器换型》[2]。
由于此次变更涉及系统多,且各测点系统的分布位置各异,设备安全分级也不同,其中部分变送器为核安全级设备。在变更实施前进行了可行性调研,根据目前核电站运行经验及业绩,对变送器行业内的生产厂家进行调研,并了解当今变送器的发展趋势及主流产品。目前变送器有两线制和四线制之分,两线制变送器尤多,有智能和非智能之分,智能变送器渐多。考虑到电站设备管理的需要,设备型号尽量统一,这样可以优化备件结构,减少库存闲置设备,提高资金利用率,选择知名企业作为供货商,同时在满足技术要求的前提下,选择厂家的数量尽可能少,因为这样可以使设备质量得到有效的控制和保证,同时提高生产厂家售后服务。经过专家讨论,确定项目可行,采用电容式差压/压力变送器继续作为更换产品,以设备可靠性为原则,用以替换老化及使用年限超期设备。考虑到设备老化的期限以及浴盆效应的时间跨度,在综合生产厂家、同行电站以及其他电子设备的管理情况后,确定变送器老化更换时间为15 a。随即进行细致的设备统计分类、并根据安全要求向相关主管部门提出申请。在各项申请得到批准后进入变更设计、设备采购、验收及实施过程。
3.2 变更的实施
变送器的更换涉及同型号更换和换型更换,采用预防性维修和设备变更两条路径实施。在变更实施过程中,发现很多现场变送器的五阀组有内漏现象。在对变送器进行校准过程中,由于五阀组的内漏,使得很多打压校准工作难以进行,原有的大部分国产五阀组其材料、密封性能也不是很好,所以变更内容中增加了将变送器五阀组一起更换。
在对变送器和五阀组进行调研的时候,主要考虑了变送器性能稳定性及五阀组的密封性能和应用业绩,同时为了解决现场变送器在使用时有一个长期无法克服的问题,就是因变送器校准引入的气泡无法排除。对于流量变送器而言,引压管内有气泡会严重影响变送器测量的准确性和稳定性,因此参考其他电站的经验,决定采用五阀组与变送器一体化安装方式,尽可能减少引入气泡的可能。由于设备涉及系统多,施工过程中管线接口变动大,决定部分更换,分步实施。考虑到实施工作量较大,将施工工作外委给安装公司进行,实施范围包括变更范围变送器和预防性维修内同型号更换变送器。
实施过程中,密切跟踪实施进度,并加强质量管理,制订了详细的施工计划,并要求施工单位制订施工方案。在设备运抵现场后发现,生产厂家已经配装好的一体化变送器与现场安装的正、负压腔位置正好相反,现场无法安装。在经过项目小组讨论后,决定将已经配装好的一体化变送器拆开,反向后重新安装,但此时原配装中采用的聚四氟乙烯垫圈由于已经压变形,不能重复使用,而随一体化变送器一起配套交货中有一套氟橡胶垫圈(注:目前现场所使用的变送器大都是采用氟橡胶垫圈,而没有采用过聚四氟乙烯垫圈),故施工负责人决定直接采用变送器原装的氟橡胶垫圈作为密封材料。在变送器反向安装完成后,对重新安装的一体化变送器进行打压(150 kgf/cm2)试验均合格后,随后安装到现场。变送器安装图如图5所示。

图5 变送器安装图Fig.5 Installation of transmitter
4 变更经验反馈
4.1 变更中存在的缺陷
在变更实施结束后,进入C11循环,2008年2月5日00:20,主控CB-511火灾报警系统发报警,地点为01号18 m主泵上方,01号电视监测系统显示有蒸汽冒出,容控箱水位快速下降,初步计算主系统泄漏率达860 L/h,PIG/R27辐射监测数据快速上升,01号厂房湿度明显上升,判断为01号厂房一回路冷却剂泄漏,执行《反应堆冷却剂泄漏》规程,降负荷停堆。
2008年2月5日00:26左右检修人员接到主控通知后,于2月5日01:00左右检修人员赶到主控室了解情况后,初步分析泄漏可能是由位于01号厂房18 m平台的稳压器喷雾头差压变送器Pd0109泄漏造成的,因为该变送器测量的压力是主系统压力,且大修中做过变送器更换,安装部位也在冒蒸汽的位置附近。抢修小组于是准备紧急方案,决定进入01号厂房尽快隔离变送器Pd0109,防止进一步的泄漏。
由于当时01号厂房空气中的放射性持续上升(PIG-P显示值在1000 Bq/m3以上),抢修人员没有立即进入01号厂房,于2008年2月5日11:35,反应堆进入冷停,01号空气经过净化处理后,01号厂房人员闸门打开,运行人员和检修人员进入01号厂房确认了变送器Pd0109泄漏,在隔离了该变送器后,泄漏停止。2月6日在对01号厂房其他变送器全面检查后未发现有泄漏痕迹。
4.2 缺陷事件产生的原因
造成上述事件及现象的直接原因是因为变送器与五阀组之间的密封垫圈破损产生泄漏,最终导致电站被迫降负荷停机停堆。
但是从其根本上分析原因主要是变送器与阀组一体化安装时,两者之间的密封处产生了泄漏,导致主系统内介质从引压管内流出,引压管线温度升高达到主系统温度,在高温高压的情况下,密封垫片彻底损坏,泄漏量增大。详细分析如下。
4.2.1 密封圈选择不合适
在2月4日和2月5日连续两次出现变送器垫圈破损导致的泄漏事件发生后,检修人员对五阀组与变送器之间的密封结构进行了分析,认为新采用的五阀组垫圈安装槽与变送器原来配装腰型法兰垫圈安装槽存在深度不同的情况,五阀组安装槽偏浅(五阀组安装槽深度约2.1 mm,腰型法兰槽的深度约2.8 mm)。此时如果安装变送器厂家配备的氟橡胶垫圈,则垫圈高出安装槽较多,密封垫圈的尺寸与五阀组的安装槽不是很匹配,成为导致密封垫圈破损的隐患。后经生产厂家技术人员确认随变送器厂家配备的氟橡胶垫圈尺寸不适合五阀组与变送器之间的密封。虽然压力边界上的密封垫圈经生产厂家技术人员确认,已换成原出厂时的配制聚四氟乙烯垫圈,且目前运行状况稳定。但由于更换的聚四氟乙烯垫圈的耐高温性能一般(小于180 ℃),在变送器存有其他渗漏情况下,引压管内的水流动起来后,温度会迅速上升,将会导致垫圈受热而变形,从而产生泄漏隐患。
4.2.2 密封垫圈安装不规范
在下面的几种不当安装情况下,都会造成密封垫圈处泄漏的产生。
(1)垫圈压得过紧。在紧固五阀组与变送器之间的连接螺栓时,紧固力过大,造成垫圈过压变形,使得垫圈产生裂纹。
(2)垫圈没有完全安装到位。由于氟橡胶垫圈与新五阀组之间配合不紧密,给垫圈安装造成一定的难度,可能在放置垫圈时没有完全到位,有部分垫圈从安装槽内突出,在系统高压力的情况下,也易造成泄漏。
(3)引压管安装不到位。在系统连接完成后,给五阀组造成一定的应力,使得五阀组与变送器之间的垫圈受力不均衡,造成垫圈泄漏。
现场拆下来的密封圈:从上下两排密封圈对比可以看出,安装不当与安装较好的垫圈形变差异明显,安装较好的垫圈拆下后截面略呈椭圆形,无明显压损痕迹(见图6)。

图6 安装对比图Fig.6 Comparison of installations
4.2.3 施工方案不合适
施工方案是由承包商编写,由我公司技术人员进行校验和审批,而承包商自己没有相应的审批流程和技术监督。所以在施工人员发现五阀组被安装反之后,需要对变送器与五阀组进行重新安装,此时施工增加了一体化变送器拆装的内容,就需要在施工方案中明确变送器安装过程中所需要的密封圈材料及各密封螺栓的紧固力矩等关键技术要求,但现场发现不能按照原施工方案执行的问题后,并没有对原施工方案进行补充,也没有通过施工方案审批流程重新报批。
4.3 缺陷原因因子
变更后除了常规的缺陷消除外,还对缺陷产生的源头进行分析,即原因因子分析,通过对原因因子的查找,可以从更深层次发现缺陷的起因,并在以后的工作及其他相关工作中作为借鉴。原因因子分析如下。
(1)该变更由于替换后的变送器是将五阀组与变送器组合在一起的一体化安装方式,该替换项目涉及阀组的变更及变送器安装方式的变化,没有将其纳入变更管理的范畴,说明安排预维工单的设备管理人员对变更管理制度理解不够。
(2)检修人员对于《系统、设备变更管理制度》理解不够。
检修人员在工单准备时,没有认识到更换一体化变送器工作内容中五阀组更换和安装方式的变化属于变更范畴,超出预维工单的工作范围。在实际的操作过程中,设备管理人员和检修人员在碰到五阀组有变动时,均未意识到这超出了预维项目的工作范围,需要走变更程序,对“变送器和五阀组合在一起的一体化变送器”与“单体变送器”的区别及安装方式的差异未引起足够的重视。
(3)变更中,质量控制人员对于《系统、设备变更管理制度》理解不够。
质量控制人员在对检修工作实施过程中超出预防性维修范畴的工作,没有及时提出疑义并予以制止,对于一体化变送器的更换与检修人员理解相同,同样出于对变更管理制度中变更的定义和范围理解不够。
(4)实施人员没有严格执行《系统、设备维修或改造质量控制制度》的规定。
实施人员在重新拆装一体化变送器时,发现垫圈需要更换,没有根据《系统、设备维修或改造质量控制制度》[3]中“对需要更换的重要零部件必须进行检查和确认,如检验合格证,标志与物项的一致性以及该物项与原物项的互换性等。对自行加工或装配的重要零部件或组件也必须进行检查和确认,如加工工艺,检验标准,物件与图纸的一致性等”的要求,来对需要更换的垫圈的互换性进行充分的检查和确认。检修人员在发现五阀组装反时,没有就维修中发现的影响到维修质量的异常和缺陷及时提交不符合项或QDR,也没有提交状态报告和更改施工方案。
(5)设备管理人员在变更设备采购过程中,没有严格按照《生产用备件/重要材料管理制度》进行设备采购,没有将五阀组、安装方式变化的设备,纳入变更管理程序,为质量控制造成了隐患。
(6)合同执行不到位。
在变送器采购合同中,明确规定“由生产厂商技术人员在现场对变送器安装进行技术指导”,但在现场发现一体化变送器正负压腔安装方式与现场不符的情况下,由于没有及时通知供货商派遣技术人员进行技术指导,致使施工人员在使用密封垫片时选择了不合适的氟橡胶垫圈。
在变送器改造项目中,对外委承包商施工人员的监管不到位。因为在施工过程中发现部分施工人员技术素质偏低、现场经验缺乏、责任心较差,出现过质量问题,如现场文明施工问题、施工中放射性污染扩散问题、设备损坏、违反安装要求等。在状况发生后没有根据《承包商安全管理规定》[4]采取强硬的手段来管理,没有控制好施工单位。也没有依据《系统、设备维修或改造质量控制制度》及时提出停工令或整改通知,也是导致了此类事件发生的原因之一。
(7)产品验收控制不全面。
由于在对Rosemount公司供货的一体化变送器验收时,没有要求供货商提供对变送器与五阀组配装的技术条件,所以施工人员在施工过程中完全凭个人经验,导致部分密封垫圈压得过紧而损坏,虽然经过短暂的打压试验没有发现泄漏,但是在长期经受高压力情况下,密封垫圈出现渗漏进而导致破损加剧,最终发生泄漏。由于之前一直认为变送器更换是同类产品更换不涉及变更,因此没有验收大纲。验收的主要内容是变送器数量、型号、材料和密封性试验,没有考虑到密封圈和正负压腔反向的问题。
(8)项目小组缺乏仪表机械密封知识的专业指导。
施工负责人在工作准备过程中,发现供货商提供的一体化变送器使用的垫圈与更换前现场变送器安装大量采用的垫圈有差异,没有对此变化产生警觉,而是按照个人的经验做出选择;项目小组也没有对变送器安装技术条件进行详细讨论,在审核施工方案时没有提出安装力矩要求,单纯认为打压试验是检验机械密封的有效方法,说明项目小组缺乏相应的仪表机械密封知识的现场专业指导。
4.4 设备及变更管理改进
尽管变送器变更改造目前分步实施的第一阶段顺利完成,但是通过整个过程的总结,认为依据现场设备性能、设备管理的要求,在后续阶段还需要注意并改进。
4.4.1 针对目前的现场设备
尽管现场更换了与Pd0109泄漏存在共性问题的变送器密封圈,更换非压力边界的一体化变送器垫圈,使用的是符合厂家的设计要求的聚四氟乙烯垫片,但是其耐温指标低于某些事故情况的要求,从深层防御的要求来看,应尽量提高该处密封垫片的技术性能。与厂家联合,进行材料调研,寻找有耐高温特性的垫圈进行更换,进一步提高设备性能。
4.4.2 设备管理改进
尽管变送器变更改造目前分步实施的第一阶段顺利完成,但是通过整个过程的总结,认为还有以下工作在后续阶段以及其他设备管理中需要注意并改进。
(1)针对变更涉及的专业,在施工前,对相应的文件审查应安排相关专业技术人员进行会审,避免知识点盲区,保证施工的质量以及设计的正确性。
(2)严格审查施工人员的资质。压力/差压电容式变送器在电站应用广泛,加之安装、使用、维护人员专业技术性强,因此对现场仪表维护人员的技术水平要求高。只有资质合格、有经验的施工人员才能进行设备安装。例如:变送器与阀组之间的密封垫片的检查、安置;阀组与引压管之间的接头连接、密封,都需要有相关丰富的工作经验。
(3)对于设备安装要求高的设备,应在设备选型、出厂验收等阶段对相应的安装方法、安装标准、安装手册、工具要求等信息进行考虑并收集完善。使设备的安装、检查都有相应程序,以便质量控制及检查,保证在施工过程中有章可循。
(4)加强核电站管理制度的理解学习,并在使用执行中落实。例如此次故障的发生,很重要的原因就是阀组及安装方式的变化,没有纳入变更管理的范畴,以至在实施过程中缺少了程序管理,为缺陷产生埋下了隐患。
(5)设备管理人员加强对设备的学习,深入了解设备技术要求,尽可能全面了解相关专业知识。了解设备至关重要。只有对设备了解,在设备管理以至改造中才能针对设备要求有的放矢。例如:设备安装位置、设备安全、重要性、设备安装方式,了解了这些才能在改造方案决策、施工计划安排、出厂验收时抓住重点。针对现场要求将工作做在实施前,为下一步工作打好基础。设备管理还需全面的专业知识,因为现在的设备不仅仅是单一属性的机械、电气或仪控设备,设备性能的保证是在各领域技术紧密配合下才能达到的。例如:引压管接头的制作标准、配合公差等在设备验收及安装时都非常重要,虽然单项设备验收合格,但是配装是由于加工公差倾向不一致,使设备安装还是不能达到密封要求。
(6)应加强设备老化管理。核电站建造周期长,投入大,为了提高电站经济性,要求设备可用率较高,电站主设备设计寿命长,而与之配套的设备却不能达到电站全寿期使用要求,而为了到达其可用率,在电站服役期间,部分配套设备必然需要更换。所以应加强设备老化管理,引入以可行性维修为目标的管理手段,充分利用预防性维修了解维护设备,优化维修计划,合理变更方案。充分挖掘设备潜力,提高电站安全性和经济性。
(7)深入学习质保要求,将四个“凡是”落实到实际工作中,项目的执行首先要明确方案、目的,将整个实施工作纳入制度管理,认真学习并执行项目相关文件,核电站目前已有完善的制度管理体系,制度中明确了工作的方式、方法,只有理解制度、执行制度,才能使工作有目的、有依据、有监督,尽量避免不可控或没有控制的情况发生。
(8)对外包项目的选择应更加规范,同时加强其施工人员的从业资质及水平考核,只有素质良好,技术过关的人员才能将各个规章制度及技术要求落到实处,真正完成工作目的,符合技术标准。
经过总结,根据核电站生产与运作的特点及相关理论[6],认为如图7所示的这个程序可以在设备管理中参考。

图7 设备管理流程Fig.7 Equipment management process
5 结束语
设备是生产企业赖以生存和发展壮大的根本,随着科技的进步,新技术、新工艺、新材料的广泛应用,对原有设备经验及管理也提出新的要求。秦山核电有限公司就地变送器改造,在现场环境复杂、影响设备性能的不确定因素多,设备分级跨度大等问题,依靠专业管理及人员的反复探讨和摸索,得到相关领导、专家的关心和技术支持,通过不断的试验论证,完成了变更方案设计和实施,经过一个循环的运行检验,测量数据快速、准确、稳定,实现了变更目的,效果良好,提高了设备可用率和可靠性。回顾整个过程,对以后工作的意义表现在:
(1)深入了解了就地仪表在核电站中的重要地位,深入了解了设备技术要求及特性;
(2)加深理解了安全与危险的关系;
(3)提高了现场仪表的设备管理水平;
(4)提高了专业人员的知识水平,进一步理解了各工种协同工作的重要性;
(5)加深了现场管理的重要性,也提高了现场实施的管理水平;
(6)对设备维修外包的理解与选择等方面有了切实的实践经验;
(7)变更的实施,对设备老化管理及实施的时间选择进行了实践,为以后设备管理积累了经验。该设备变更与管理也是经验积累的过程,认真总结分析变更及实施过程中的成功与不足,可以将其工作方法、经验应用到其他设备的缺陷分析及设备管理当中去。同时根据经验的反馈在新建核电站的就地仪表的设备选型及设备管理上进行应用。例如:设备信息收集、仪表信息管理、设备选型、设备安装方式、设备安全分级、设备管理分级、状态分析等,为新电站管理系统、管理方式的建立以及电站的顺利运行打下良好的基础。
[1]1151变送器技术文件[R].上海自动化仪表一厂,MC00000002.(Technical Document for 1151 Transmitter[R].Shanghai First Automation Instrumentation Plant,MC00000002.)
[2]张鹏.一、二回路部分变送器换型[R].秦山核电公司,Q1.E.GZ113.2-0610-000133,2007.6.(ZHANG Peng.Qinshan Nuclear Power Corporation, Model Changing for Part of Transmitters in the Primary and Secondary Loop[R].Qinshan Nuclear Power Corporation,Q1.E.GZ113.2-0610-000133,June 2007.)
[3]赵志德.系统、设备维修或改造质量控制制度[R].秦山核电公司,QSZ/F/0042002.1.(ZHAO Zhide.QC System for System and Equipment Maintenance or Renovation[R].Qinshan Nuclear Power Corporation,QSZ/F/004,January 2002.)
[4]娄建新.承包商安全管理规定[R].秦山核电公司,QSZ/J/005,2003.10.(LOU Jian-xin.Regulations on Contractor Safety Management[R].Qinshan Nuclear Power Corporation,QSZ/J/005,October 2003.)
[5]丁基敏.国内电容薄膜式压力变送器发展现状[R].上海计量测试,SHANGHAI MEASUREMENT AND TESTING,2002.(DING Ji-min.Development Status of Capacitor Thin-film Pressure Transformer[R].Shanghai Measurement and Testing,2002.)
[6]应可福.生产与运作管理[M].北京:高等教育出版社,2003.7.(YING Ke-fu.Production and Operation Management[M].Beijing:Higher Education Press,July 2003.)
猜你喜欢
中学生数理化·八年级物理人教版(2019年9期)2019-11-25 07:33:02
中学生数理化·八年级物理人教版(2019年3期)2019-04-25 06:20:54
设备管理与维修(2019年12期)2019-02-18 00:51:40
电子制作(2018年12期)2018-08-01 00:47:40
中学生数理化·八年级物理人教版(2018年3期)2018-05-31 08:52:45
化肥设计(2018年2期)2018-05-18 12:23:17
防爆电机(2016年5期)2016-11-19 05:10:22
少儿科学周刊·儿童版(2016年1期)2016-03-14 03:52:21
自动化博览(2014年12期)2014-02-28 22:34:26
河南科技(2014年23期)2014-02-27 14:18:56
