
机械控深盲孔技术研究
2011-07-31 06:14:06陈显任李金鸿胡新星廖良辉
印制电路信息 2011年1期
陈显任 李金鸿 胡新星 廖良辉
珠海方正科技高密电子有限公司
1 前言
1.1 盲孔技术开发前景
随着电子产品向多功能化、小型化、轻量化的发展趋势,相应印制线路板的布线密度和孔密度越来越高,制作也越来越困难。提高印制板布线密度最有效的方法之一是减少通孔数增加盲孔数[1]。1990年日本IBM的Yasu工厂的PCB部门推出SLC技术(Surface Laminar Circuit,表面叠层电路技术,现该部门已被京瓷 SLC Tech wologies收购)以后,盲孔技术迅速成为业界的关注点。后来,日本松下开发了ALIVH工艺(Any Layer Inner Via Hole,任意层内互连孔技术),东芝开发了B2IT工艺(Buried Bump interconnection technology,埋入凸块互连技术)。缉斐电开发了FVSS工艺(Free Via Stacked Up Structure,任意叠孔互连技术),North Print 开发了NMBI工艺(Neo-Manhattan Bump Interconnection,新型立柱凸块互连技术)[2]-[4]。
1.2 盲孔类型介绍
盲孔加工一般有两种钻孔方式,一种是采用激光钻孔机制作,通常孔径在0.1 mm ~ 0.15 mm,另外一种是采用传统机械钻孔机制作,通常孔径≥0.15 mm,这里称为机械盲孔,此种盲孔目前大多数PCB厂家均是采用传统的逐次压合法制作实现,该方法需要多次的钻孔、图形转移、电镀和压合等流程。流程长,效率低,成本高,其间尺寸控制和误差的累计转移,成为该类型板件生产控制的难点。
1.3 控深盲孔技术介绍
随着电子科技的进步,业界知名钻孔机制造商已经研发深度控制钻孔技术,机械钻机可以有效控制钻孔深度,从而为具有机械盲孔设计的PCB产品制作另辟新径,避免进行多次压合来实现盲孔的连接,但深度控制钻孔制作工艺受盲孔在沉铜电镀方面的局限性,导致该技术在PCB行业应用相对较少,本文主要对机械控深钻盲孔技术工艺的层压厚度公差、机械钻机的深度控制能力、机械控深盲孔电镀控制能力、以及机械控深盲孔沉金表面处理能力进行了分析研究,并明确了各自制作能力,为此工艺技术产品导入批量生产完成了技术储备。
2 机械控深盲孔技术研究
2.1 技术要点
(1)评估压合介质厚度均匀性、机械控深盲孔钻孔控深精度;
(2)评估机械控深盲孔不同孔径比孔金属化能力;
(3)评估机械控深盲孔不同孔径比沉镍金表面处理能力。
2.2 研究方案
材料:高Tg材料;
试验设备:各条生产线、金相显微镜、三维测量仪、回流焊测试机、温湿测试仪等;
试验板结构设计如图1,盲孔设计基本信息如表1。
图1
2.3 试验板流程设计
采用酸性蚀刻工艺,试验流程如下:
开料→内层图形→内层冲孔→内层AOI →棕化→压合→铣边框→钻孔→机械控深盲孔→烘板→沉铜→电镀→外层干膜→DES→外层AOI→阻焊→沉金→字符→铣板→电子测试→可靠性测试
表1 盲孔结构设计
2.4 试验板重点工序控制方法
2.4.1 层压评估项目
(1)试验板压合绝缘层均匀性控制:
样品数量:取样30个切片;
读取数据要求:每个切片样品在显微镜下读取各连接层之间的介质厚度,每个切片读数为两个;控制标准:各绝缘层厚度均匀性Cpk≥1.33,说明各层介质厚度较为均匀。
(2)压合各介质厚度均匀性分析如表2。
表2 各层次绝缘层厚度分析
从上述测试结果得出:Cpk按1.33控制时,L1-2L10-9、L3-4L7-8、L5-6五种介质层厚度的控制精度分别为±9.144 µm/9.906 µm、±11.176 µm/10.16 µm、±19.558 µm。
2.4.2 钻孔评估项目
(1)设备选择:带控深功能的钻机;控深精度控制:±25 µm。
(2)试验板不同深度的盲孔控深深度数据如表3:
表3 不同深度盲孔钻孔实际深度数据分析
通过上述表格数据分析,控深盲孔精度均能保持在设定值的范围内,深度控制公差没有出现深度超差的现象,均能满足±25 µm以内。
2.4.3 盲孔孔金属化评估项目
(1)设备、电镀加工参数对比

?
(2)盲孔孔金属化接受标准:盲孔铜厚要求Min≥13 µm,AVE(平均)≥18 µm
(3)盲孔电镀后每种孔径比均需要取样分析孔铜,具体详见下表4(取样数量4pcs)
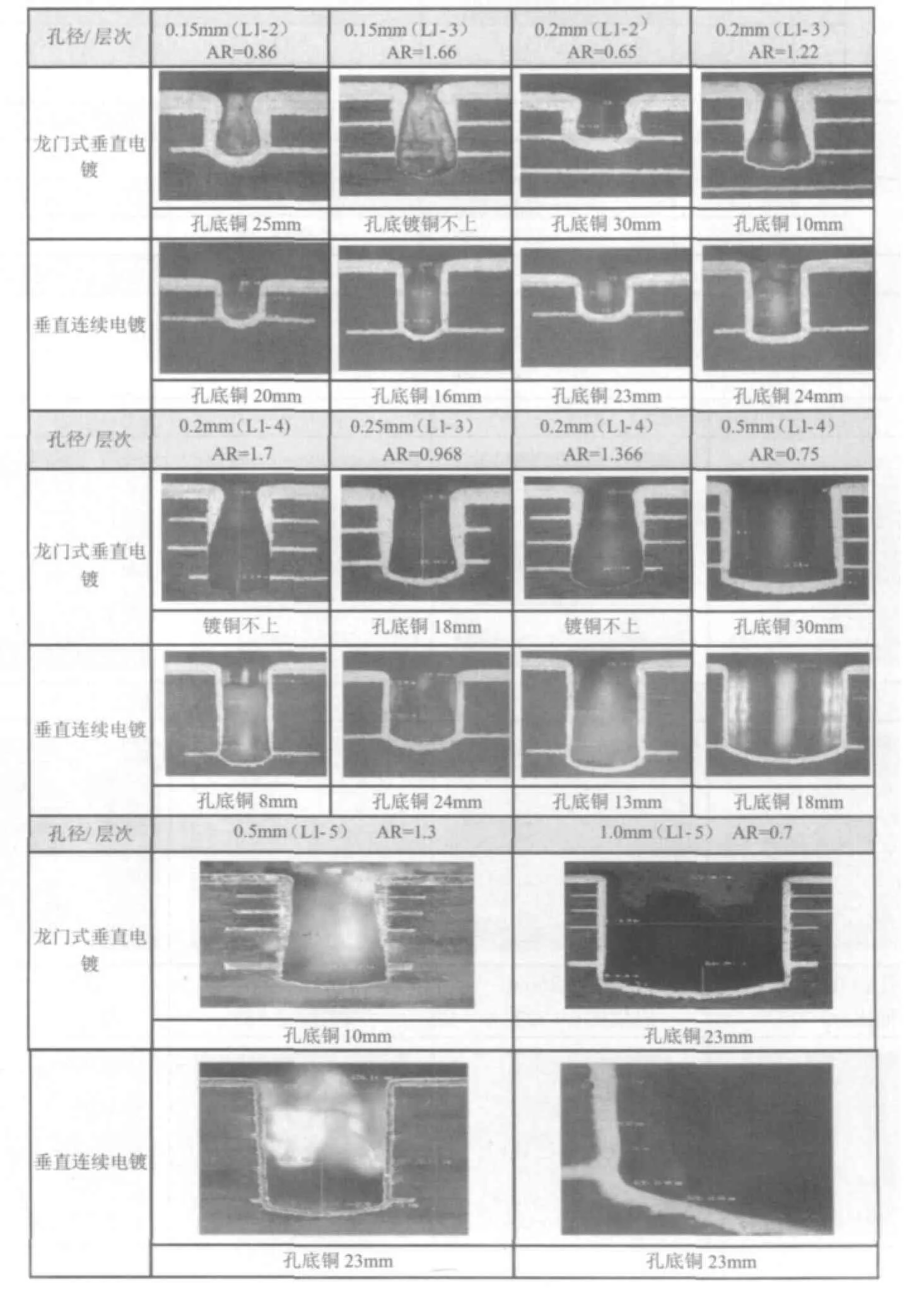
表4 不同AR值盲孔电镀切片图分析
通过上述对表结果表明,VCP垂直电镀线盲孔深度能力优于垂直龙门电镀线,AR≤1.5的深镀能力达90%以上,AR>1.5的深度能力达50%;垂直龙门线盲孔深镀能力AR≤1.0达80%,AR>1.0时无法满足要求。
2.4.4 盲孔沉镍金表面处理评估项目
A、不同沉镍金药水体系的盲孔沉金品质状况(如表5所示)
B、盲孔沉镍金图片(取样数量:每种孔径比4个切片;注:C体系药水,如表6所示)
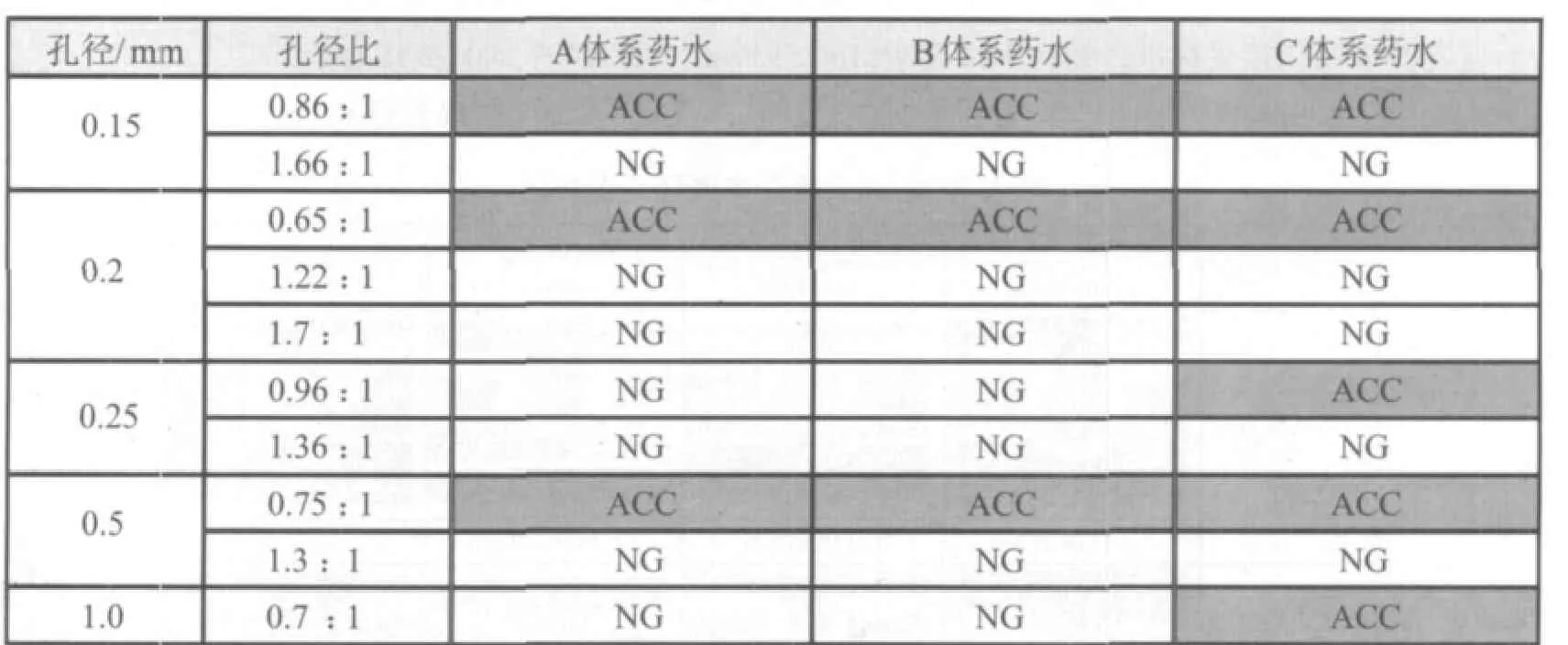
表5 不同孔径比盲孔沉镍金药水对比分析
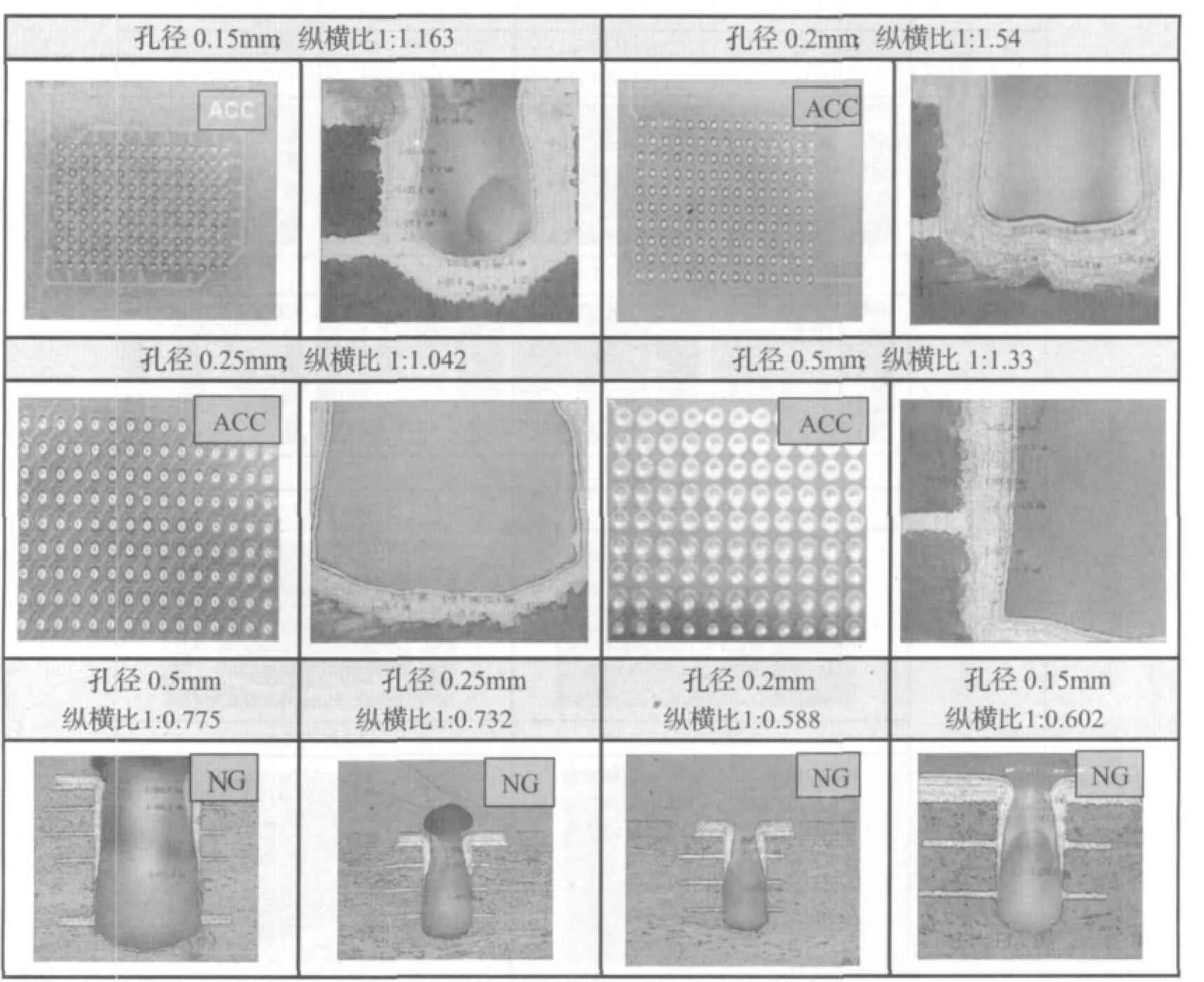
表6 盲孔沉镍金切片图分析
通过上述分析结果表明,使用C体系药水对盲孔进行沉镍金表面处理,盲孔孔径比≤1∶1以下的均能沉上金,能够满足品质要求。
3 结论
(1)机械控深盲孔技术工艺制作,各绝缘层压合均匀性公差能够控制在±0.02 mm以内,其Cpk值均能达到1.33以上;
(2)机械控深盲孔技术工艺制作,不同深度盲孔钻孔控深精度能够控制在±25 µm以内;
(3)机械控深盲孔AR≤1的盲孔电镀深度能力达到80%以上,能够满足客户需求;
(4)机械控深盲孔AR≤1的盲孔沉镍金上金率100%,完全能够满足客户需求;
(5)我公司现有的设备及生产技术能够满足机械控深盲孔工艺制作要求,并且确定了其工艺流程与制作能力。
[1]杨宏强, 王洪, 骆玉祥.多阶盲孔板制作中的关键技术研究[J].印制电路资讯,2007(6).
[2]林振华, 林振富.高密度多层电路板技术[D].台湾:全华科技图书股份有限公司,2001.
[3]龚永林.一次压合积层法印制板制造技术[J].印制电路信息,2003(4).
[4]源明.新结构的积层印制电路板[J].电子电路与贴装,2003(1).
猜你喜欢
表面工程与再制造(2022年1期)2022-05-25 13:21:56
装备制造技术(2020年4期)2020-12-25 05:26:32
测井技术(2019年4期)2019-12-25 03:28:20
西南石油大学学报(自然科学版)(2018年2期)2018-06-26 06:19:12
雷达学报(2017年1期)2017-05-17 04:48:53
电镀与环保(2016年3期)2017-01-20 08:15:32
光学精密工程(2016年1期)2016-11-07 09:01:53
印制电路信息(2015年6期)2015-12-30 12:57:52
电镀与环保(2015年6期)2015-03-11 15:29:49
印制电路信息(2015年3期)2015-02-05 07:53:32
