冲压滚针轴承外圈多参数测量仪
2011-07-23 05:55:12陈江杰刘金邦
轴承 2011年7期
陈江杰,刘金邦
(扬州市罗氏轴承制造有限公司,江苏 扬州 225800)
冲压滚针轴承外圈采用薄钢板经精密冲压、拉伸制成,其结构空间小,适用于安装空间受到限制和轴毂孔不宜作滚道的场合。
原冲压滚针轴承外圈滚道工艺规定的厚度变动量Ke为0.02~0.03 mm,采用普通壁厚差千分尺(分度值为0.01 mm,精度为0.005 mm)进行测量,外径形位公差在工艺上尚未明确规定,工序间未进行测量,靠模具保证。
随着科技进步,对冲压滚针轴承精度及使用性能的要求更加严格,冲压滚针轴承外圈主要参数的技术要求也随之提高,如Ke<0.015 mm。随着工艺规定的零件精度提高,现有的轴承测量仪器无法测量。针对冲压滚针轴承外圈需要测量滚道的厚度变动量及外径尺寸、外圈外表面对端面的垂直度等参数,研制了冲压滚针轴承外圈多参数测量仪——HD902Z。
1 测量仪结构及原理
1.1 主要技术参数
(1)测量参数:冲压轴承外圈滚道对外表面的厚度变动量Ke;外圈外表面对端面的垂直度SD;外径D;单一径向平面内外径变动量VDp。
(2)测量范围:外径6~60 mm,内径4~50 mm。
(3)示值误差:±0.001 5 mm。
(4)示值变动量:0.001 5 mm。
1.2 结构
冲压滚针轴承外圈多参数测量仪(图1)主要由底座、工作台、活动球支点(图2)、支点、定位测点(图3)、立柱、测量架、接杆和测量仪表等部件组成。工作台和立柱安装在仪器底座上,定位测点安装在工作台固定孔内。支点和活动球支点安装在工作台面导向槽内,可以调整位置,起支承工件作用。测量架安装在立柱上,并可在立柱上升降。接杆安装在测量架孔内,可在测量架上水平移动,实现测量仪表测点与定位测点相对位置的连接。

1—底座;2—工作台;3—活动球支点;4—工件;5—支点;6—专用定位测点;7—仪表测点;8—立柱;9—测量架;10—接杆;11—仪表图1 HD902Z测量仪示意图
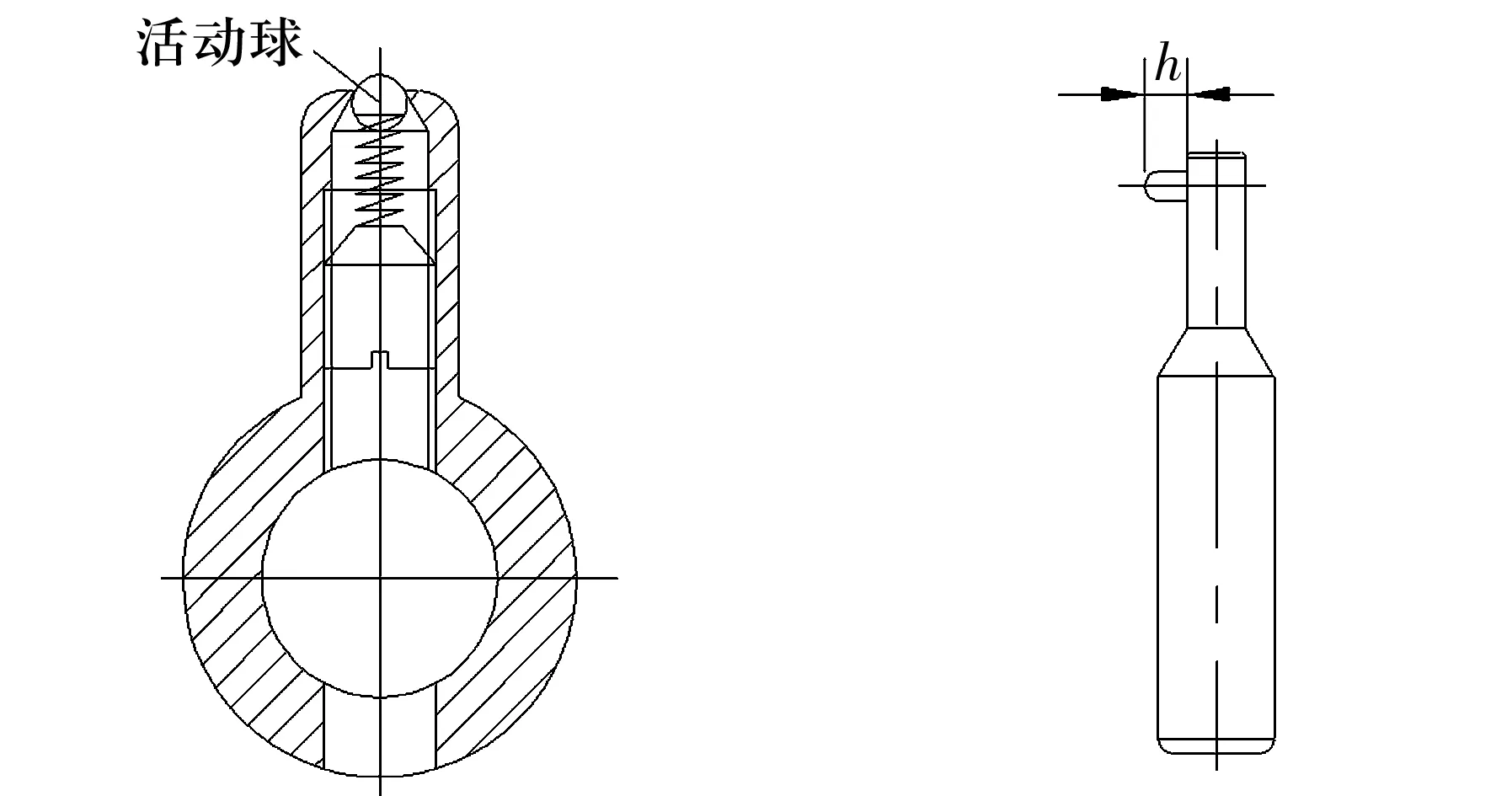
图2 活动球支点示意图 图3 定位测点示意图
1.3 工作原理
该仪器是机械式测量仪,采用比较法或直接测量法。
1.3.1Ke的测量原理
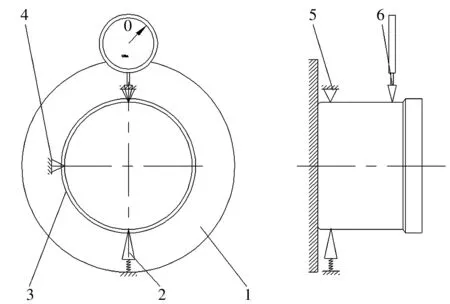
测量原理如图4所示,将被测冲压外圈端面平放在工作台面上,以端面定位,2点(定位测点、支点) 限制工件径向移动。仪表测点、定位测点及支点应在同一径向平面内,且仪表测点与定位测点在同一条中心线上,与支点互成90°,并处于最大直径处。工件靠端面和滚道定位后进行检测[1]。

1—工作台;2—工件;3—支点;4—专用定位测点;5—仪表测点图4 Ke检测原理示意图
1.3.2SD的测量原理
测量原理如图5所示,将被测冲压外圈端面平放在工作台面上,以端面定位,2点(定位测点、支点) 限制工件径向移动。定位测点、支点及活动球支点应在同一径向平面内,互成90°,并处于最大直径处,用支点限位。仪表测点和定位测点应在同一条素线上,两者的距离应尽可能在工件最佳宽度范围。工件靠端面和外径定位后进行测量[1]。
1—工作台;2—活动球支点;3—工件;4—支点;5—专用定位测点;6—仪表测点图5 SD检测原理示意图
由于工件质量小,为了测量稳定,还需在定位测点同一条中心线上安装活动球支点,活动球支点内的球是活动的,不存在过定位。
2 测量过程
2.1 Ke的测量[2]
(1)根据被测量工件滚道直径选择定位测点长度及直径合适的测杆,装进工作台孔内,定位测点方向朝外,应接近冲压外圈滚道中部,高度调整合适后,紧固定位测点。
(2)调整测量架与接杆上仪表测点与定位测点等高,并在同一条中心线上,紧固测量架。
(3)将工件滚道紧靠定位测点,围绕定位测点左右移动工件,让定位测点处于工件最大直径处。
(4)调整支点与定位测点等高并与工件外径接触,紧固支点。
(5)调整仪表测点与工件外径接触,表针指在仪表0位右侧,紧固仪表。
(6)检查仪器、仪表各个部位是否有松动,若有松动,要重新调整、紧固。
(7) 将工件旋转1周以上,仪表指针摆动最大值与最小值之差即为Ke。
2.2 SD的测量[2]
(1)将定位测点装进工作台孔内,方向朝内,高度位置可按外圈倒角的1.5倍确定,并紧固。
(2)将工件放入工作台面,紧靠定位测点,围绕定位测点左右移动工件,让定位测点处于工件最大直径处。
(3)调整支点与定位测点等高,与工件外径接触,紧固支点。
(4)调整接杆在测量架中的位置,使仪表测点与定位测点处于同一条素线上,紧固接杆。再对测量架进行升、降调整,使其两点间的距离尽可能接近测量区域的长度,紧固测量架。
(5)调整仪表测点与工件外圆接触,表针指在仪表0位右侧,紧固仪表。
(6)调整活动球支点与定位测点等高,接触力控制在1~2 N,紧固活动球支点。
(7)最后检查仪器、仪表各个部位是否有松动,若有松动,要紧固或重新调整。
(8) 将工件绕其轴线旋转1周以上,仪表指针摆动最大值与最小值之差即为SD。
2.3 D及VDp的测量
D及VDp的测量与普通轴承外径测量仪器调整方法相同。有必要将活动球支点装上,克服工件壁薄和质量小的弱点,确保测量过程中的稳定性。
2.4 注意事项
测量前要用砂布清除工件端面毛刺,以确保测量时定位稳定。
测量Ke和SD时,仪器调整后要重复测量工件,通过数据分析判定仪器调整状况,若测值稳定且重复性不超过0.001 mm,即可开始测量工件;否则要重新调整仪器。
3 测量效果
3位测量员在HD902Z上对冲压滚针轴承HK2025外圈滚道厚度变动量Ke进行测量所得测量值见表1。经现场测量验证,同一人重复测量和多人测量同一零件的壁厚差最大差值不超过0.001 mm,满足Ke<0.015 mm的要求,保证了冲压滚针轴承产品质量,实现了冲压滚针轴承多个参数的测量。

表1 HK2025的壁厚差测量值 mm
4 结束语
研制的冲压滚针轴承外圈多参数测量仪HD902Z结构紧凑,符合滚动轴承测量和检验的原则及方法,配备的高精度仪表(示值0.001 mm)使测量精度提高了近10倍。工件用端面定位稳定,测量精度高,测值准确,重复性好。换型号时调整简单,操作方便,提高了测量效率。
猜你喜欢
哈尔滨轴承(2022年1期)2022-05-23 13:13:16
小学阅读指南·低年级版(2020年11期)2020-11-16 07:00:53
哈尔滨轴承(2020年2期)2020-11-06 09:22:34
制造技术与机床(2019年7期)2019-07-22 03:43:08
制造技术与机床(2019年7期)2019-07-22 03:42:28
制造技术与机床(2017年8期)2017-11-27 02:10:01
快乐语文(2016年7期)2016-11-07 09:43:55
中学课程辅导·教学研究(2016年35期)2016-04-10 07:45:26
邢台学院学报(2016年4期)2016-02-28 19:54:41
轴承(2010年2期)2010-07-28 02:25:56