
基于SIMOTION D系统的全自动湿巾包装机的运动控制研究
2011-07-07 08:49葛晓忠
制造业自动化 2011年23期
葛晓忠
(苏州工业职业技术学院 机电工程系,苏州 215104)
0 引言
全自动高速湿巾包装机是一种典型的水平式连续运行的包装机,主要功能是对包装膜进行预处理后,对输送到包装机上的湿巾进行包装处理。本文以FP型全自动高速湿巾包装机为例,采用西门子运动控制系统—SIMOTION D作为本包装机的运动控制器,对其进行分析和控制。
在以往的运动控制领域,一般的电机驱动器提供了运动控制功能(定位、同步等),但逻辑控制和复杂运算功能相当弱,而一般的PLC提供了较全面的逻辑控制功能,但又很难具备运动控制的全部功能。传统的解决方式是将PLC和伺服控制器配合使用,完成逻辑控制功能与运动控制功能,但存在高速数据传输、数据同步和精确控制等方面的问题。SIMOTION D集成了逻辑控制与运动控制,可以独立完成PLC加电机驱动器的所有功能,主要应用于控制要求复杂,控制速度快,要求精确运动的领域中[1~3]。
1 工艺流程
FP型全自动高速湿巾包装机的工艺流程如下:
包装膜开卷→牵引输送→喷码→打孔→贴标签→送盖贴盖标→贴盖→集料装置→湿巾输送→等距输送→入袋→裹包纵封→横向封切断→成品输送。
工艺原理图如图1所示。

图1 工艺原理图
1)包装膜用一备一,采用中心开卷,具有自动接料功能。切孔刀自动跟踪包装膜速度进行切孔,切孔位置可以调整,并采用色标纠偏。贴标装置自动跟踪包装膜速度,贴标位置也可以调整,且具有2级标签自动切换功能。
2)贴盖装置的盖子从储料器中下落,经输送带先进行盖子的贴标和上胶处理,然后通过贴盖拨叉贴到包装膜上。贴盖自动跟踪包装膜速度,贴盖位置可以调整。
3)生产好的湿巾在集料装置上聚集,经过湿巾输送和等距输送进入包装膜进行包裹,湿巾进入膜的相对位置可以调整。
4)包装膜包裹湿巾后通过纵封装置进行加热封口,然后通过加热横封、插角和切断完成制袋和包装成型,横封装置封口时自动跟踪包膜的速度,封口位置可以调整,并采用色标自动纠偏功能。
2 系统构成
F P型包装机的系统控制部分由一台SIMOTION D445和二台Control Unit CU320构成;驱动部分一共有15个伺服轴。系统的主要控制和驱动部分配置如表1所示。
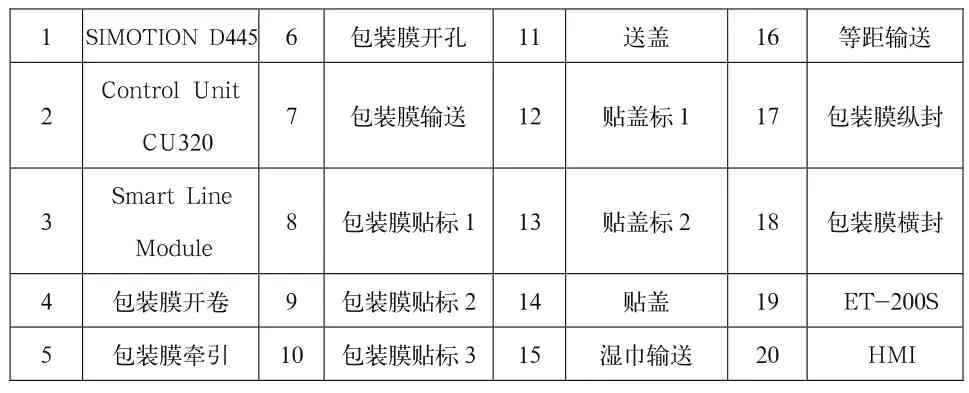
表1 系统配置图
3 工艺功能
结合包装机的实际工艺把工艺功能分为以下五个部分,并形成了相应的程序功能块,如表2所示。

表2 工艺功能表
3.1 开卷
开卷功能采用西门子标准的卷绕应用功能块,采用卷径计算主速度加张力检测的修正速度设定控制模式,开卷原理如图2所示。

图2 开卷原理图
卷径计算采用线速度对角速度进行积分的方式进行计算。设V为主机牵引线速度,ω为开卷轴的角速度,D为卷径,K为由实验确定的常数,则根据下式计算卷径:

根据设置的初始卷径和当前的主机牵引线速度可以计算出所需的开卷速度主设定值,然后通过开卷轴的速度变化趋势计算出实际的卷径,如图3所示。

图3 开卷参数界面
浮动辊传感器检测的实际值和设定值比较后进行PID运算,运算后的输出值按一定的比例关系叠加到开卷轴的主设定值进行微调。
3.2 色标纠偏
色标纠偏的功能原理是利用色标传感器的触发信号去测量相应电机编码器的实际位置值,然后与设定值进行比较,判断电机的相位是超前还是滞后,从而对电机进行相应的加速或减速处理。
使用TM15模块的Measuring_input功能可以测量电机编码器,但需要使用快速响应输入点[4]。对TM15模块的输入点设置成Measuring_input功能,需要注意的是输入点的地址值需要进行相应字节数的“offset”,如图4所示。
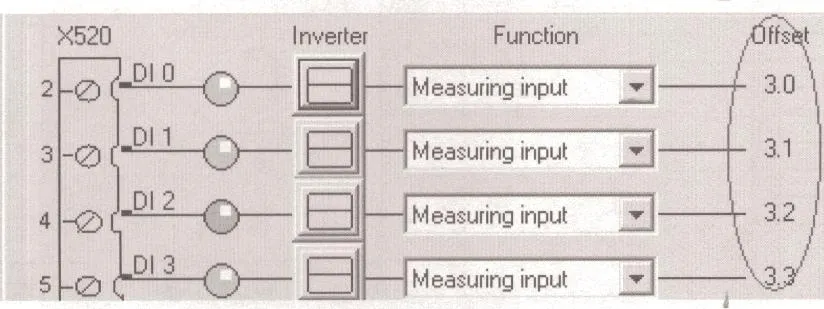
图4 TM15配置图
故对轴上的Measuring_input功能进行配置时,输入地址同样需要进行相应的偏置[5]。图5中所示TM15_09模块的第一个输入点DI0(端子X520.2)上接有色标传感器,需要使用Measuring_input的硬件输入地址为391.0。
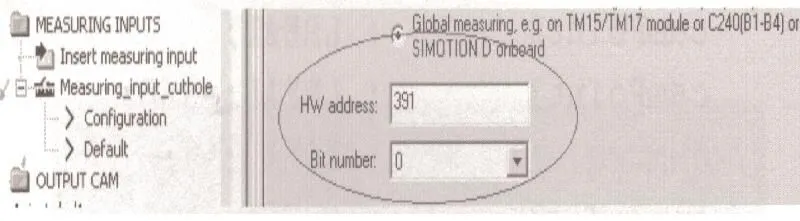
图5 Measuring_input配置图
在使用色标纠偏功能时,需要根据实际的工艺要求进行相应的限制,首先测量编码器的实际误差要达到一定的程度才能启用纠偏;其次纠偏的动作不能在相位轴的同步区域内进行;再次纠偏的速度要适当,最好能在一个周期内完成需要纠偏的角度,不能太慢,更不能导致相位轴反转,如图6所示。
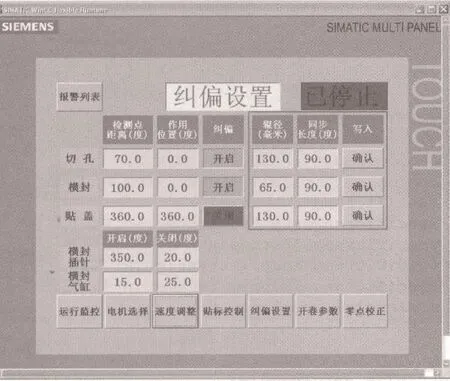
图6 纠偏设置界面
3.3 修改凸轮曲线
程序中使用了系统功能块“_setcamscale”对凸轮曲线进行修改,以达到快速变更产品规格时得到不同的凸轮曲线的要求。
如切孔刀辊的刀刃有一定的长度,当刀刃接触包装膜时需要保证刀刃的切线速度和膜的线速度一致,才不致于撕破包装膜。而实际的包装长度是随产品规格所变化的,所以需要根据实际的HMI上设置的包装长度和同步区域的宽度等参数来绘制凸轮曲线[6]。
首先建立一条0~360度斜率为1的原始凸轮曲线,然后在程序中使用“_setcamscale”对凸轮曲线进行相应规格的更改。
把凸轮曲线简单的分成二段,同步区和非同步。在程序中定义凸轮曲线的三个点和二个斜率值,如图8所示。

图7 原始凸轮曲线

图8 凸轮参数定义
图8中campoint1和campoint3是固定值,需要求证的其余三个变量值的公式如图9所示。“camscale.packLength”是HMI上设置的包装长度,“camscale.Diameter”是HMI上设置的相位辊的直径,“camscale.syncRange”是HMI上设置的同步区域的宽度。

图9 需要计算的三个变量值
根据公式得到“_setcamscale”功能块所需要的所有接口参数,凸轮曲线的二段,分二次调用此功能块,即可得到所要求的凸轮曲线。

图10 所求凸轮曲线
4 人机界面HMI
运行控制界面可以控制机器的运行、设置包装膜的长度和监视实际运行的速度,如图11所示。
电机选择界面用来对各台伺服电机进行选择性的启用或屏蔽,可以简单地实现对单台或部分电机的手动操作,如图12所示。
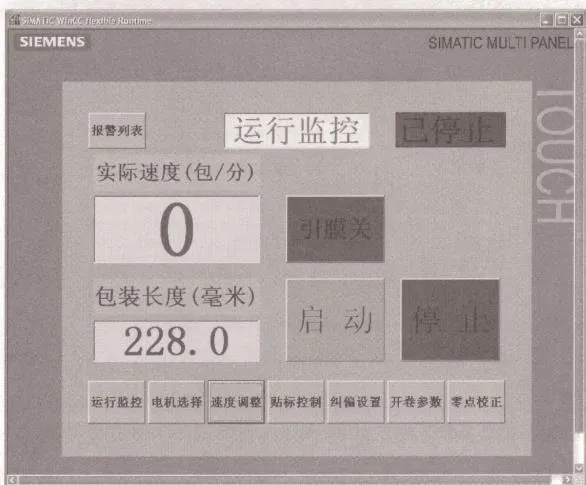
图11 运行监控界面
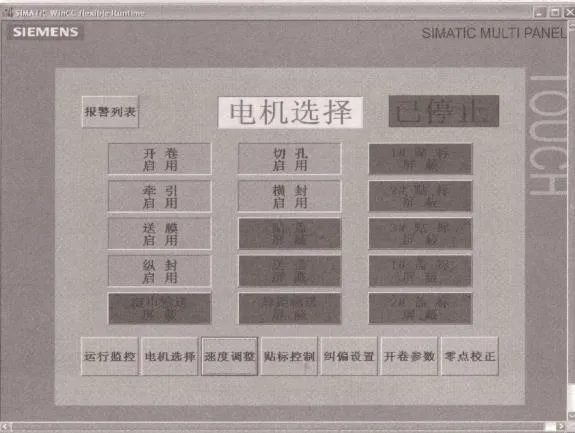
图12 电机选择界面
包装膜牵引和送膜等轴进行速度同步,结合设置包装膜的长度参数和输送辊的直径参数,可以计算出速度同步的比例系数,从而控制输送轴的速度。在速度比例界面可以对速度同步高低速的比例系数分别进行微调,对各个轴同步比例系数的单独调整可以改变各级材料牵引的张力,对总体的比例系数的调整可以修正实际的分切长度,如图13所示。

图13 速度调整界面
贴标控制界面用于调整各个标签贴在包装膜上的位置,自动换标功能主要利用设定的二卷标签的总数量进行操作,使用中的标签当前数量由设定值减少为一定值时将自动切换到备用卷上,切换的时机由二卷标签的先后顺序和之间的相隔数量来决定,如图11所示。
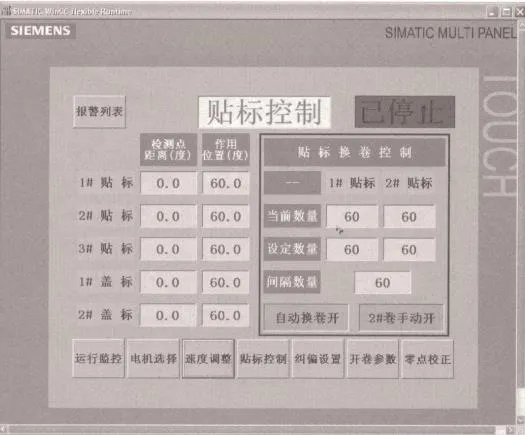
图14 贴标控制界面
5 与其他同类方案相比SIMOTION的优越性
PLC+MASTERDRIVES MC解决方案代表了运动控制中一类比较经典的解决方案,即PLC完成运算以及数据处理功能,MASTERDRIVES MC完成了运动控制的全部功能,西门子SIMOTION与该解决方案相比具有非常明显的优势。
5.1 高速通讯接口,可实现等时数据同步
SIMOTION D提供了内部通讯的DRIVE-CLIQ通讯接口,该接口适用于SIMOTION D和S120伺服驱动器之间的通讯,伺服电机编码器反馈信号等,通讯速率可达到100Mbps,可轻松实现高速数据同步。
5.2 高速的输入、输出通道
SIMOTION D提供了若干高速数字量输入、输出通道,可以连接对速度响应要求高的信号,实现最快响应。
5.3 集成一体化的编程降低了编程难度
PLC+MASTERDRIVESMC方案里编程人员必须精通PLC的编程、MASTERDRIVESMC的编程以及人机界面的编程。在大多数情况下,完全了解上述三个不同编程方法是有一定困难的。
SIMOTION提供了一体化的解决方案,控制器,驱动器,人机界面的程序全部集成在一起,由一种工具进行开发。编程人员只要了解这一种工具即可完成三个不同部分的程序的编制,大大的简化了工作量。
6 结束语
SIMOTION作为西门子新一代运动控制器增加了很多实用功能,形成了标准的配置和相应的工艺功能块,降低了使用者的编程难度,在各个行业都有较多的典型应用,在控制要求高的机械上充分体现了它的优势。与传统的PLC+伺服驱动控制器的方案相比,SIMOTION系统软硬件集成度高、实现多任务运动控制、现场布线简单、维护方便。
FP型全自动高速湿巾包装机以西门子的高性能SIMOTION系统作为运动控制系统,简化了设备的编程和调试过程,提高了机器的整体性能,使得系统的开发周期大大缩短。开放式的HMI界面设计、预置的设备参数和运行参数的自动调整等功能,大大减少了操作人员的工作强度并提高了设备的运行效率。配套好的湿巾包装机经过现场实际投入生产,系统运行稳定,运行效果良好,加工质量达到要求并提高了生产效率。
[1] 崔润记,张君峰,李忠.西门子新型运动控制器SIMO-TION D435在全钢工程胚成型机上的应用[J].橡胶技术与装备,2007,33(4):49-54.
[2] 张翼成,林嘉瑜,胡明樟.SIEMENS SIMOTION D425在矫直机中的应用[J].冶金丛刊,2007,171(5):22-24.
[3] 黄凯强,项古琴.SIMOTION D425在接箍上下料机械手上的应用[J].机电工程,2008,25(9):65-68.
[4] SIMOTION D4XX commissioning and installation Manual[G].Siemens AG,2006.
[5] SIMOTION LAD/FBD programming and operating Manual[G].Siemens AG,2007.
[6] 葛晓忠.SIMOTION控制系统在全自动高速湿巾折叠机上的应用[J].工业控制计算机,2011,24(5):41-42.
猜你喜欢
祝您健康(2022年12期)2022-12-11
制造业自动化(2022年3期)2022-06-27
包装工程(2022年11期)2022-06-20
作文·初中版(2021年4期)2021-05-07
河北农机(2020年10期)2020-12-14
物流技术与应用(2020年8期)2020-08-28
制造技术与机床(2019年8期)2019-09-03
生活用纸(2019年6期)2019-06-25
精密制造与自动化(2018年1期)2018-04-12
制造技术与机床(2017年5期)2018-01-19
