
基于最小势能原理的不规则零件排样算法*
2011-06-25 06:32:36刘虓叶家玮胡金鹏
华南理工大学学报(自然科学版) 2011年8期
刘虓 叶家玮 胡金鹏
(华南理工大学土木与交通学院,广东广州510640)
排样在造船、布匹和皮革加工业中有着广泛应用.排样效率的微小提升可带来巨大的经济效益,而排样算法属于组合优化问题,具有极高的计算复杂度,国内外对此进行了几十年持续不断的研究.大多数零件具有不规则的几何外形,因此其排样问题具有重大的现实意义.
目前不规则零件排样的求解策略主要基于两点:“靠左向下”原则(BL)和临界多边形(NFP).BL最初由Baker等[1]提出,由于其简便性和良好表现被广泛采用,同时一些改进算法也相继出现[2].由于BL会在母板上形成孔洞,造成浪费,于是有学者提出“靠左向下并填充孔洞”求解策略(BLF),其计算复杂度为 O(N3)(N 为零件数).Chazelle[3]则提出了一种改进的 BLF算法,其算法复杂度为O(N2).
由Art[4]首次提出的NFP是一种功能强大的几何工具,它与BL结合产生了各种排样算法[5].不少学者对NFP进行了专门研究[6-7].NFP的求解非常耗时,求解时间与零件数量N及零件的旋转角个数(RN)成平方关系.以欧洲排样研究组织(ESICUP)提供的标准问题SWIM(N=10,RN=2)为例,Burke等[7]声称每个NFP耗时1/66s,所有NFP计算时间为1/66×(10×2)2=6.08 s.但如果 RN=32,则计算时间将高达1/66×(10×32)2=1551.52s.
Burke等[8]在母材上布置一排垂线,零件沿线移动寻找最优旋转角使零件“包围盒”宽度最小.Dowsland等[9]指出:如将零件看作砂砾,母材看作玻璃瓶,不断摇晃“玻璃瓶”可使“砂砾”排列更紧密.这说明重力在排样中起到了重要作用.Lee等[10]在母材上布置多个排样点,在各点对零件进行旋转以找到最优排样姿态使零件形心坐标x,y最小.该算法本质上还是BL.
受Burke、Dowsland和Lee的启发,运用最小势能原理对排样问题的物理意义进行了解释,提出了不规则零件排样新算法HAPE,该算法不需要计算NFP.
1 排样问题的最小势能原理
结构力学最小势能原理:结构体系在受力和变形过程中总是尽量使总势能取得更小的值.
结构体系总势能Π表达形式如下

式中:Π为结构体系总势能;U为结构体系变形势能;V为结构体系位置势能.
排样问题中零件没有弹性变形(U=0).另外V=Gyc(G、yc分别为零件重力和形心高度).故

下面给出排样问题最小势能原理:零件在排样过程中总是尽可能地通过平移或旋转使其形心高度降低.
如图1所示,假设零件由多边形表达,含n个顶点和 n 条边(lq,q=1,2,…,n),其面积和形心坐标可由格林公式导得:

令式(3)中的P=-y,Q=0,则零件面积为
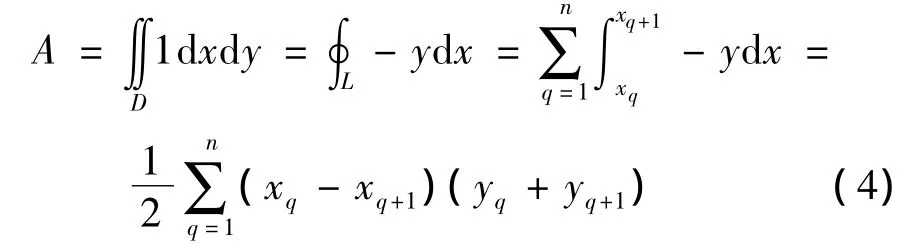
式中:xq、yq为顶点q的坐标;当q=n时,q+1=1.
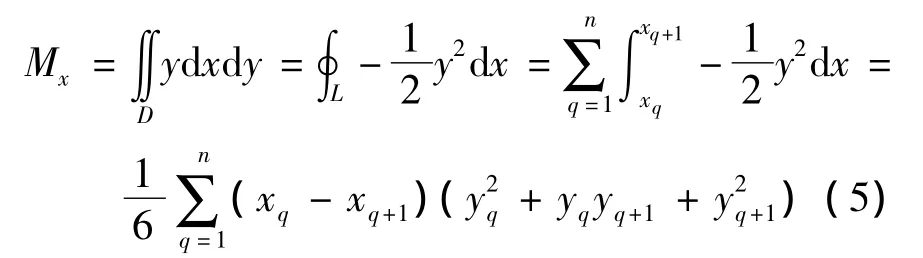
由式(4)、(5)可得到零件形心高度坐标 yc,yc=Mx/A.
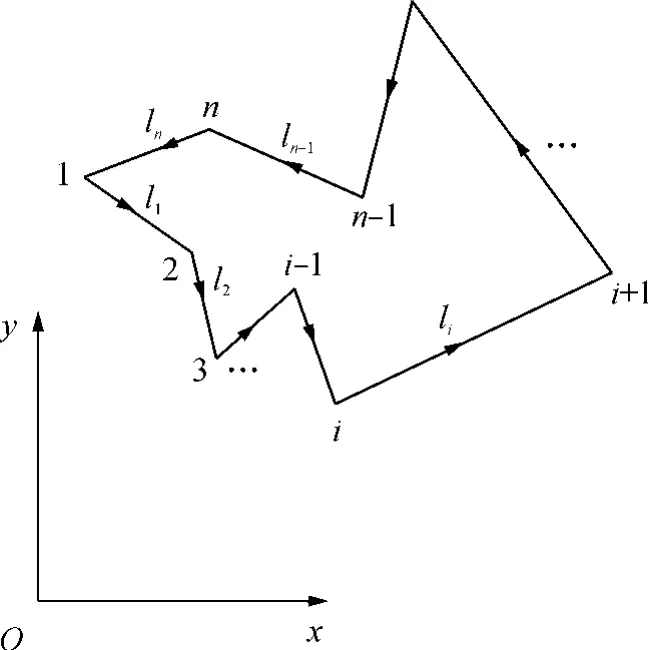
图1 多边形Fig.1 A polygon
如图2所示,某零件在不同的姿态下的形心高度是不同的.姿态2对应的形心最高,也最不稳定,零件在这种姿态下极易翻转;姿态4对应的形心高度最低,零件在这种姿态下是最稳定的.
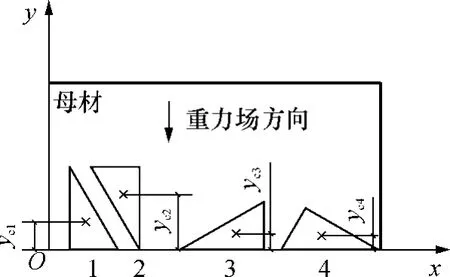
图2 不同姿态下的形心高度Fig.2 Different height of center with different attitude yc1-yc4为零件在不同姿态1-4下的形心高度
如图3(a)所示,4个矩形零件以“倒金字塔”方式置于母材底部.该排样姿态很不稳定,如受外界干扰,“倒金字塔”极易“倾覆”,如图3(b)所示.各零件将散落在母材底部,如受到图3(c)所示更“强烈”的外界干扰,零件将排列得更加紧密.
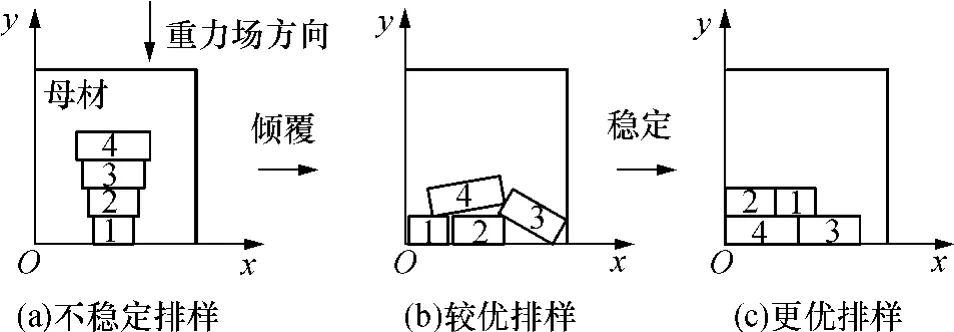
图3 倒金字塔零件的排样Fig.3 Layout of upside-down pyramid composed of shapes
2 定义
定义1 零件参考点(RP).
RP可以在任意位置选取.如图4所示,零件的平移和旋转均基于RP.
定义2 零件排样姿态(Att).
如图4所示,Att包含两个要素:RP和旋转角α.
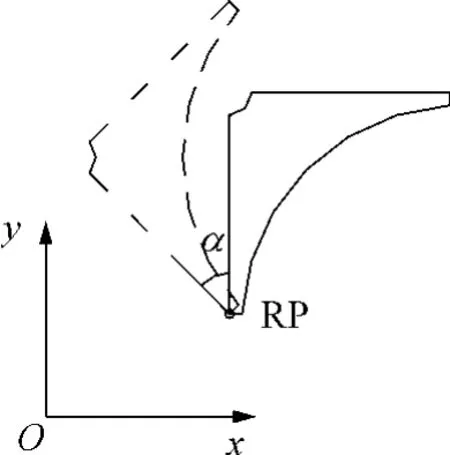
图4 参考点和排样姿态Fig.4 Reference point and nesting attitude
使用C语言定义Att:
定义3 排样点和排样点间距(PPD).
如图5所示,在母材上以一定的水平和垂直间距(PPD)布置的离散点被称为排样点.
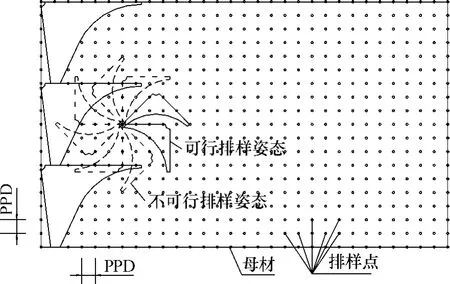
图5 排样点和排样姿态Fig.5 Nesting point and nesting attitude
定义4 可行排样姿态.
假设零件平移至某个排样点(参考点和排样点重合),然后旋转某一个角度.如在此排样姿态下,该零件在母材内部且与其它零件不重叠,则称其为“可行”排样姿态.
如图4所示,零件旋转角定义如下:

式中:j=0,1,…,RN -1.
在每个排样点,零件有RN个排样姿态.如图5所示,虚线排样姿态为“不可行”排样姿态;实线的则为“可行”排样姿态.
3 基于最小势能原理的排样算法HAPE
HAPE的算法流程如图6所示.
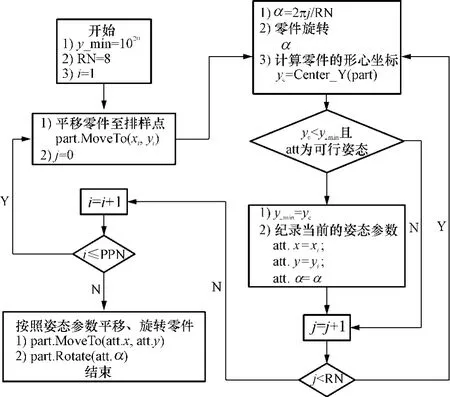
图6 HAPE流程图Fig.6 Flow chart of HAPE
流程图中有几个地方需要注意:
(a)PPN为排样点个数,xi,yi为第i个排样点的坐标(i=1,2,…,PPN);
(b)算法流程图中的零件旋转,实际上是将图1中的多边形顶点基于参考点进行旋转:

式中:xk,yk为零件顶点 k的坐标(k=1,2,…,n,n为零件顶点个数);xr,yr为零件参考点坐标;
(c)Center_Y(part)表示计算零件part形心坐标yc的函数,计算参考式(4)、(5).
4 算例
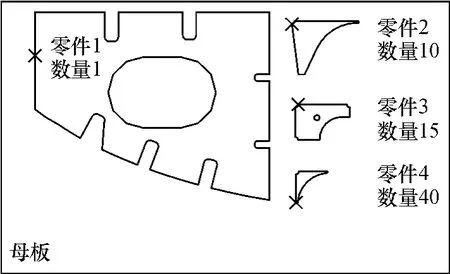
图7 母板和零件Fig.7 Stock sheet and part
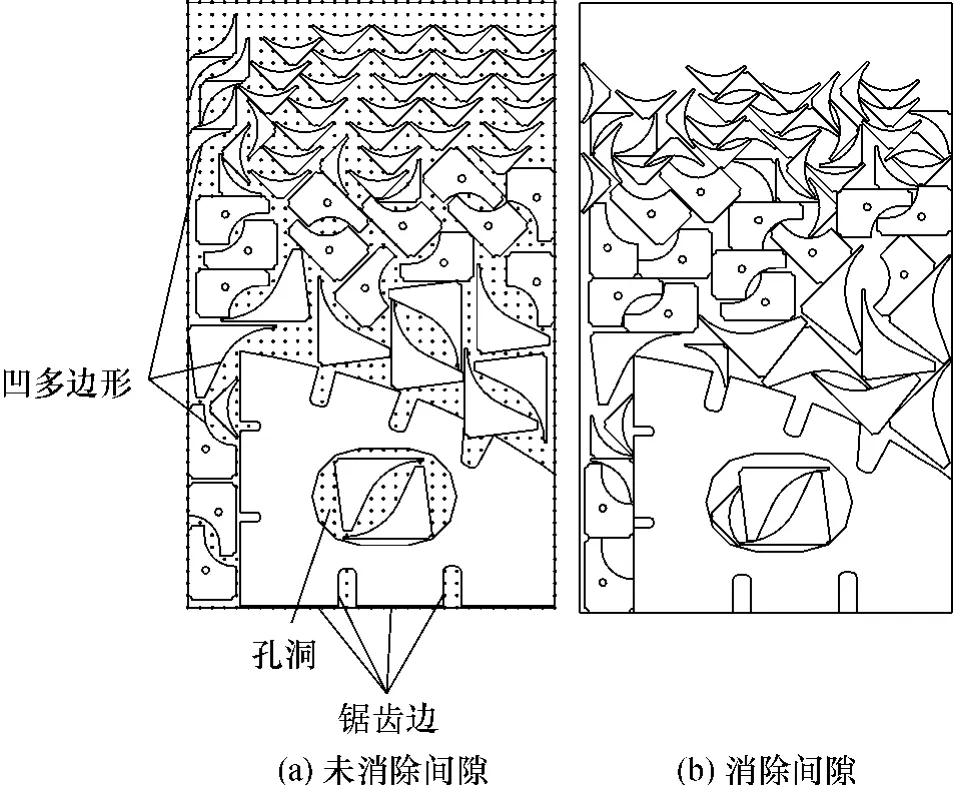
图8 HAPE排样图Fig.8 Layout by HAPE
对4种不同形状的船体零件(N=66)进行排样(图7中交叉点为参考点),母材尺寸:5 000 mm×3050mm,PPD=100 mm,RN=8.零件1-4按照面积大小依次进行排样.在Visual C++6.0环境下编程,电脑处理器为2.66 GHz Celeron® CPU.如图8(a)所示,HAPE可以处理凹多边形零件以及具有锯齿边缘的零件,并可以利用孔洞进行排样.由于排样点是离散的,母材上仍然留下了很多的缝隙,缝隙大小与PPD成正比.如图8(b)所示,这种“天然”的缝隙可通过靠接算法消除之[11-12],具体算法见参考文献[12].如图9(a)所示,零件1、2之间以及零件1与母材底部之间存在空隙.如图9(b)所示,零件1通过垂向靠接消除了与母材底部之间的空隙;如图9(c)所示,零件2通过水平靠接消除了与零件1之间的空隙.
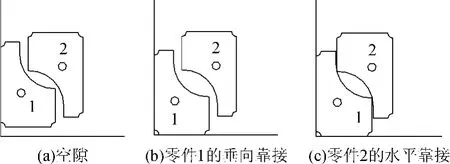
图9 通过垂向和水平移动消除空隙Fig.9 Elimination of gaps by vertical/horizontal moving
如果将PPD减至25 mm,排样效果如图10所示.使用软件Nestlib排样效果如图11所示.可以发现HAPE已经接近商业排样软件水平.
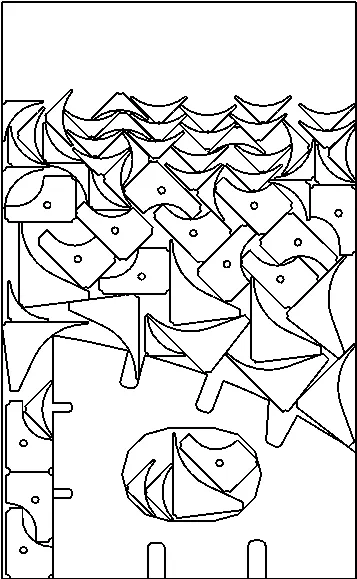
图10 HAPE排样图Fig.10 Layout by HAPE

图11 Nestlib排样图Fig.11 Layout by Nestlib
5 结论
综上所述,HAPE具有如下特点:(1)物理意义明确,算法简便,排样效果接近商业软件水平;(2)不需要计算NFP;(3)可以处理不规则零件,并利用孔洞进行排样;(4)HAPE的计算时间与排样点密度(1/PPD2)成正比,在计算速度上虽然与商业软件存在较大差距,但绝对的计算时间尚在可接受范围内.
需要特别指出的是:除了不需要计算 NFP,HAPE也不需要考虑“尽量向左”的准则.这两点正是HAPE与普通BL算法的最大区别.
[1]Baker B S,Coffman J E G,Rivest R L.Orthogonal packings in two dimensions[J].SIAM Journal on Computing,1980,9(4):846-855.
[2]Liu De-quan,Teng Hong-fei.An improved BL-algorithm for genetic algorithm of the orthogonal packing of rectangles[J].European Journal of Operational Research,1999,112(2):413-420.
[3]Chazelle B.The bottom-left bin-packing heuristic:an efficient implementation [J].IEEE Transactions on Computers,1983,C32(8):697-707.
[4]Art R C.An approach to the two-dimensional irregular cutting stock problem [R].Cambridge:IBM Cambridge Centre,1966.
[5]Dowsland K A,Vaid S,Dowsland W B.An algorithm for polygon placement using a bottom-left strategy[J].European Journal of Operational Research,2002,141(2):371-381.
[6]Bennell J A,Dowsland K A,Dowsland W B.The irregular cutting-stock problem—a new procedure for deriving the no-fit polygon[J].Computers & Operations Research,2001,28(3):271-287.
[7]Burke E K,Hellier R S R,Kendall G,et al.Complete and robust no-fit polygon generation for the irregular stock cutting problem [J].European Journal of Operational Research,2007,179(1):27-49.
[8]Burke Edmund,Robert Hellier,Graham Kendall,et al.A new bottom-left-fill heuristic algorithm for the two-dimensional irregular packing problem [J].Operations Research,2006,54(3):587-601.
[9]Dowsland K A,Dowsland W B,Bennell J A.Jostling for position:local improvement for irregular cutting patterns[J].The Journal of the Operational Research Society,1998,49(6):647-658.
[10]Lee Wenchen,Ma Heng,Cheng Borwen.A heuristic for nesting problems of irregular shapes[J].Computer-Aided Design,2008,40(5):625-633.
[11]宋亚男,叶家玮,邓飞其,等.不规则图形排样系统中靠接算法比较研究[J].计算机工程,2004,30(19):8-10.Song Ya-nan,Ye Jia-wei,Deng Fei-qi,et al.Analysis and comparison of collision algorithm in packing(nesting)[J].Computer Engineering,2004,30(19):8-10.
[12]刘虓,叶家玮.基于多边形重叠检测的冲裁件优化排样[J].锻压技术,2010,35(5):155-158.Liu Xiao,Ye Jia-wei.Optimal stamping blank layout based on algorithm of polygon intersection detecting[J].Forging & Stamping Technology,2010,35(5):155-158.
猜你喜欢
四川大学学报(自然科学版)(2023年5期)2023-04-29 13:14:05
金属加工(冷加工)(2020年11期)2020-11-24 08:58:20
科技创新导报(2019年12期)2019-10-19 15:26:30
科技创新导报(2019年11期)2019-07-13 09:40:56
测控技术(2018年5期)2018-12-09 09:04:24
精密制造与自动化(2018年1期)2018-04-12 07:42:50
浙江工业大学学报(2017年5期)2018-01-22 02:03:48
设备管理与维修(2016年5期)2016-03-16 02:20:46
重型机械(2016年1期)2016-03-01 03:42:09
锻压装备与制造技术(2015年2期)2015-06-26 09:00:22
