
船体分段焊接作业工时研究及智能计算方法
2011-06-23 10:11:34邵清卿蒋祖华张志英刘祥博朱鑫
哈尔滨工程大学学报 2011年9期
邵清卿,蒋祖华,张志英,刘祥博,朱鑫
(1.上海交通大学机械与动力工程学院,上海200240;2.同济大学机械工程学院,上海201804;3.江南造船(集团)有限责任公司工法部,上海201913)
造船工种工时定额是计划工时测算、标准工期制定、人力资源配置和加工费测算的重要依据.主要船厂在造船焊接中所花费的工时占船体建造工时的1/3左右,在船舶建造总工时中所占的比例为1/6~1/5[1],准确制定焊接的工时定额是控制整个造船周期和成本的重要基础工作.近年来,我国已经跨入世界造船大国行列,船舶焊接技术也发生了较大的变化,对船体平面分段构架的装焊采用了半自动或自动气体保护角焊工艺,使焊接效率大大提高[2].由于工时定额制定不准确导致的作业粗放、工期不定、管理难以跟进、成本难以控制等问题阻碍了我国造船行业的快速发展.从焊接入手,提出一套科学、实用的工时制定方法,对于当前船舶行业意义重大.
实际生产中,我国大部分船厂焊接工时制定采用的方法一般有2类:1)根据工人人均每天焊材耗量来统计焊接所需工时,该方法完全凭经验,不同的人得到的结果有差别,误差较大;2)根据以往类似船舶建造所需焊接工时总额来推定目标船只所需的焊接总工时,然后根据分段重量来分配分段的焊接工时,该方法在总体工时制定上灵活性不够,而且由于分配到各分段的工时仅根据重量来分配比例,加大了工时制定的不准确性.日韩先进船厂焊接工时制定采用的方法是派专员或兼职人员深入作业区跟踪船体焊接,每日上报工时,取得第一手数据.该方法依赖于上报数据的准确性,完全依靠人工,耗时耗力,在我国船厂推广的难度还较大,一方面成本较高,而且国内现有设备自动化程度不够、工人操作水平也有差距,导致现场跟踪的方法不是很有效.
关于焊接工时的研究已经引起重视.周国胜提到以焊接工人人均焊接材料日消耗量计算焊接生产效率[3];王瑞璧讨论了从焊材耗量估算产品建造工时[1],该方法只能从宏观上把握总体工时,太过宽泛,精确度、准确度不够;姜锡光等提出建立焊接工时定额数学模型[4],但该模型仅仅是根据部分数据拟合的线性关系,没有从理论上确证;修明友则从典型工艺的角度来考虑计算焊接工时定额[5];严致和[6]很早提出了手工电弧焊焊接工时定额计算方法,该方法理论分析较深,但文中建立的模型未能全面考虑各影响因素.易小林等[7]对单种焊接方式——CO2气体保护焊的焊丝熔化速度已经建立了初步的模型,但是该模型没能应用到当前船厂所有焊接方法中,可操作性也还不够.而在智能计算焊接工时方面,近期吴叶军[8]有了新的研究,通过坡口参数化、迭代方法实现计算多层焊各层焊材消耗量及总用量,该方法已取得很好的计算效果,但是从理论推理上仍有不够明确之处,计算也还可以简化,智能化方面也没有建立完整的推理规则库.综上可知,船厂焊接工时定额的计算方法无论从理论还是从实践上,改进的余地都还很大,特别是计算工时定额的智能化方法研究还是很不够.从工时定额计算智能化和实用性出发,本文根据焊丝(或焊条)熔敷金属的体积与熔入焊缝的金属体积相等的原理,提出计算焊接工时的一种新方法,并建立相应的知识库和推理机,实现焊接工时的智能计算.
1 船体分段焊接作业工时的智能计算总体方案
船体分段焊接作业工时的计算一直是船舶建造中工时定额的难点之一.当前船体分段焊接作业中焊接的方法主要有手工电弧焊、埋弧自动焊、CO2气体保护半自动焊和CO2气体保护自动焊.影响焊接工时的因素具有递推作用,比如焊接电流、电压是影响焊接速度的主要因素,而焊接速度又是影响工时的主要因素.总的来说,影响焊接工时的因素有以下种类:
1)焊缝属性.连接方式、焊缝长度以及影响焊缝横截面积的因素:板厚 δ、间隙b、余高h、熔宽c,坡口角度β、坡口留根p以及焊脚高度K等.
2)焊丝属性.比热容、密度、横截面、熔点、熔覆率、焊丝中金属体积比等.
3)熔丝速度.焊接电流、电压、热能分配比率、焊丝伸出长度等.
4)焊前、焊后辅助时间、操作人数、宽放率等.
当前很多焊机设备的设计中,送丝速度(即熔丝速度)是根据能量守恒的原理来确定的.同理,根据能量输入输出相等的原理——提供给焊机的能量等于焊机作用于焊缝的能量,就可以通过输入作业参数,得到熔丝速度,并计算焊缝横截面积,从而间接计算焊接工时定额.
船体分段焊接作业的工时计算,以基于任务包进行工程分解、基于派工单进行作业投放及实绩反馈的信息化管理模式为基础,通过任务包(WP)分解至派工单(WO),然后计算每个WO的工时定额.
在设计信息系统中得到批量的焊缝信息,逐条判断这些焊接作业的焊接方式、焊丝规格、焊接参数、焊缝截面参数,借助于焊接工艺知识库中的规则、推理机的决策原则对每条焊缝定义其中部分参数,另外部分参数直接读取数据库数据.在得到焊缝的各项参数后,根据熔丝速度计算模块求得焊接该条焊缝时焊丝(或焊条)熔化的速度;根据焊缝横截面积计算模块求得焊缝截面积.由熔丝速度和焊缝横截面积,结合焊丝(或焊条)的属性,运用焊接速度计算模块,则可以方便快捷地得到该道焊缝的焊接速度,焊接作业工时制度方案如图1所示.
从图1方案中可以看出,根据已知的焊缝信息,要得到焊接工时,关键是基于知识库、推理机来决策焊缝的各项参数,求得焊接的熔丝速度以及焊缝横截面积,从而进一步求得焊接速度,并最终得到焊接工时定额与焊接WO计划工时.
2 工时智能化计算关键技术
2.1 焊缝横截面积
焊缝横截面积是计算该条焊缝所需焊接工时的必要条件.对各类焊接类型、各种焊缝形式分类讨论截面积的计算公式,以及公式中参数的取值方式,建立截面积计算规则库,最终只要匹配每条焊缝的坡口参数,即可自动调用焊缝截面积计算公式,得到坡口截面积.
焊缝截面的类型主要有I型、V型、Y型、X型、K型以及这些类型与单、双面的搭配.针对每一种焊缝截面类型都有对应不同的截面积计算公式,公式中涉及的参数值可以查询坡口参数数据库以及熔宽、焊脚高度数据库得到,图2是焊缝坡口截面积的计算流程.
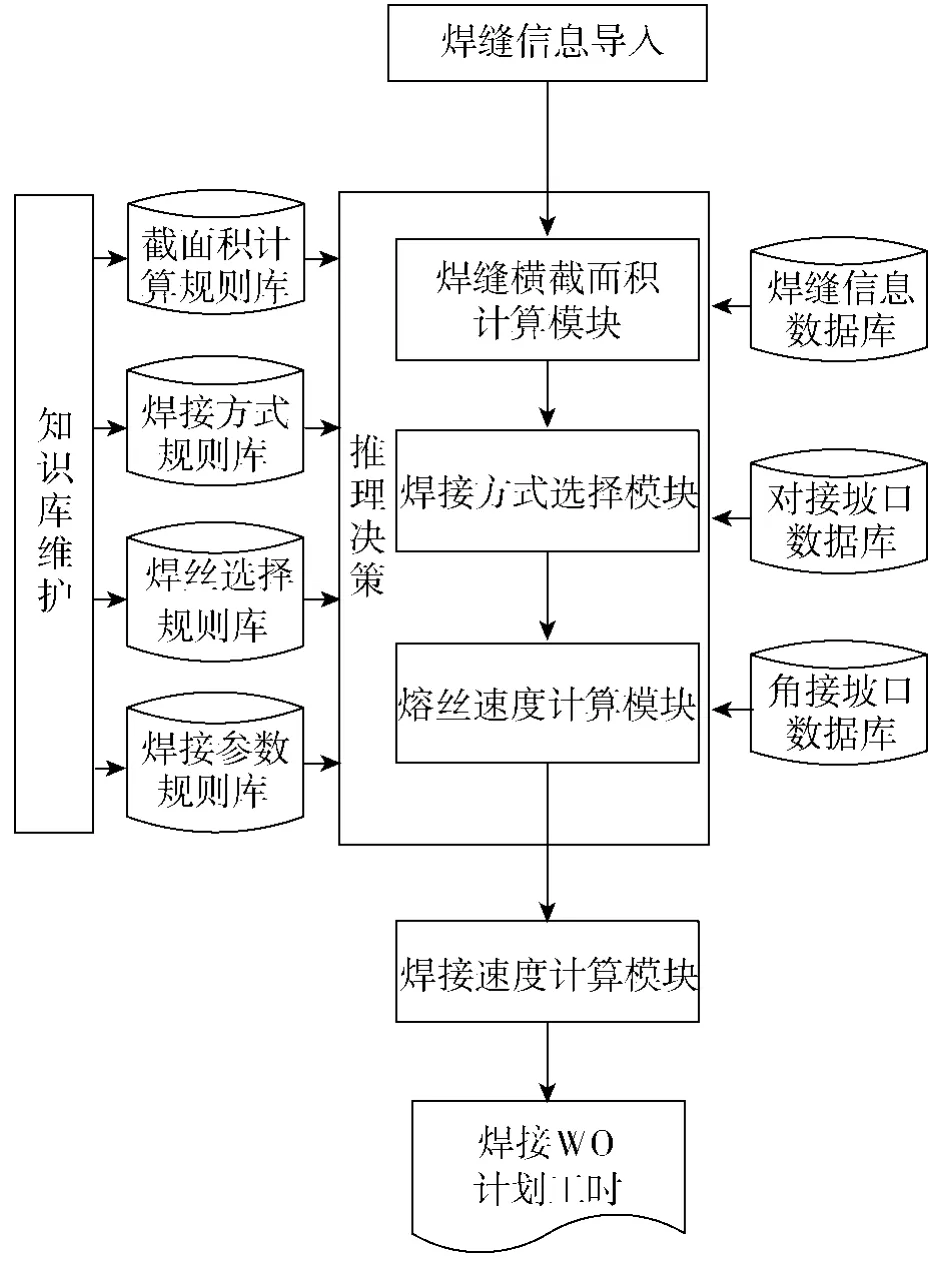
图1 焊接作业工时制定方案Fig.1 The program of calculating man-hour about welding
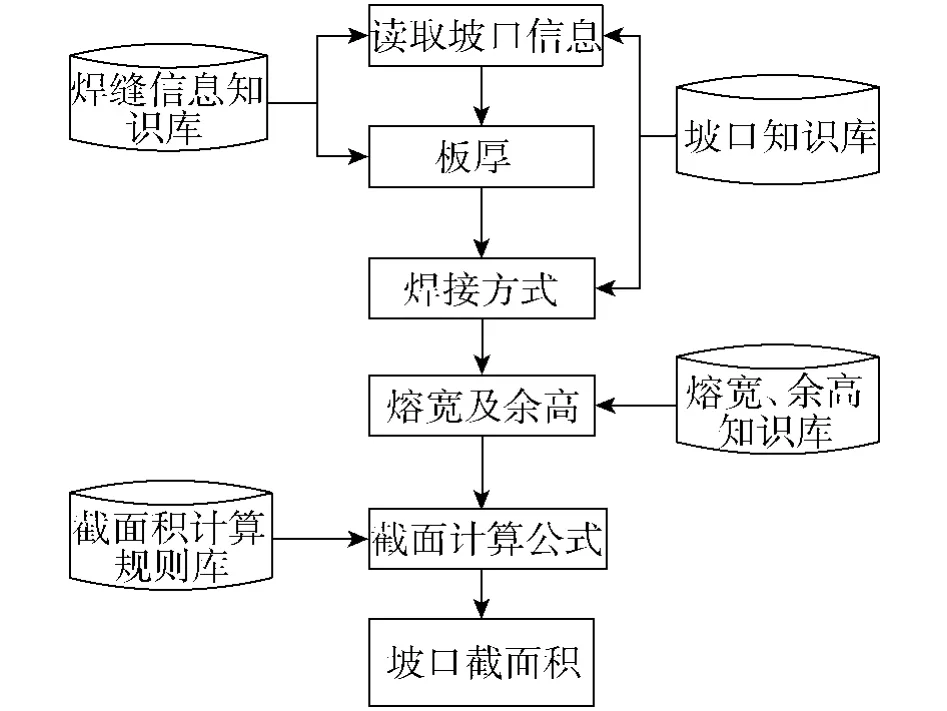
图2 焊缝横截面积的计算流程Fig.2 The process of calculating cross-sectional area about welding seam
对于比较特殊的情况——两零件的板厚不一样,如图3中δ2>δ1,而横截面积为板厚以及焊脚高度(仅角接焊)的函数,无法直接应用手册中的公式来计算坡口横截面积.所以考虑将焊缝从正中间破开,左右两边对应于零件1和零件2的焊缝横截面积分别为令坡口间隙为b,板厚为δ,焊缝余高为h,单面坡口角度为β,双面坡口角度之和为α,角接焊角高度为K,坡口留根为p.根据上述方法,即可确定对接焊单个零件对应的焊缝的截面积计算公式(通过文献[9]中的公式变换而来),如表1所示.表2为角接焊坡口横截面积的计算公式.

图3 焊缝填充示意Fig.3 Schematic diagram of weld filling

表1 对接焊单个零件双面对应的坡口横截面积Table 1 Cross-sectional area of single part's groove of butt welding

表2 角接焊双面坡口横截面积Table 2 Cross-sectional area of double-sided groove of fillet welding

图4 陶瓷衬垫凹槽面积计算示意Fig.4 Schematic diagram of calculating groove area
表1中关于单面V型焊接,需要贴陶瓷衬垫,衬垫凹槽的体积为焊剂需融入的部分,所以首先计算该横截面积.陶瓷衬垫凹槽的截面积为S(如图4所示凹槽部分),计算得S=13.14 mm2.
根据坡口代码表的信息,建立坡口数据库.坡口数据库内容包含坡口代码以及该坡口一系列参数(数据库示例见表3),根据代码以及参数,即可调用规则计算坡口的横截面积.
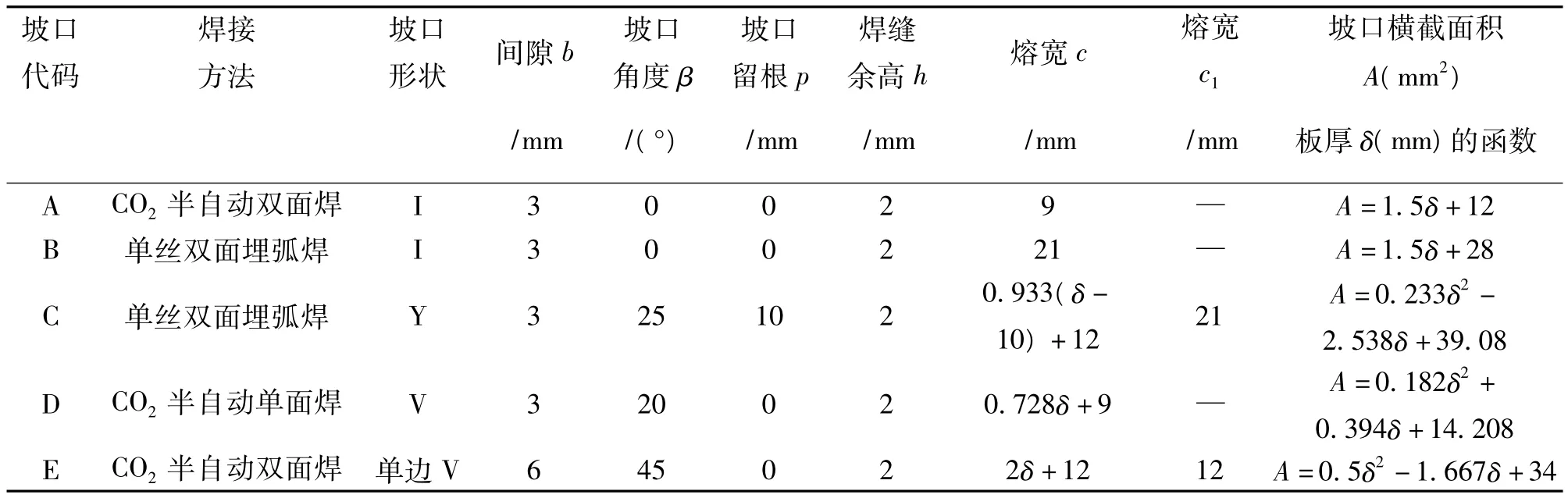
表3 对接焊坡口(单边)数据示例Table 3 Data sample of butt welding groove(unilateral)
2.2 焊丝熔化速度数学模型
实现钢板的焊接需要熔化焊丝(或焊条)以及母材、焊剂等,在手工电弧焊、埋弧自动焊、CO2气体保护焊等利用电能的焊接方法中,能量全部由电能转换.根据能量守恒定律,由焊接焊缝时的电流(I)以及电压(U)作为输入参数,得到单位时间输入的能量,从而得到单位时间能够熔化焊条(或焊丝)、母材等的量,进而求出不同焊接条件下焊丝(或焊条)熔化的速度.
焊丝的熔化速度(ν1)是指焊丝在电弧热和电阻热的共同作用下,在单位时间内熔化焊丝的长度.根据能量守恒定律、电热转换理论、欧姆定律等,可解得焊丝的融化速度.由于每种焊接方法热量分配区别很大,首先分析焊接时热量的分配,结合其他公式推导,求解焊丝的熔化速度,最后将求解熔丝速度的方法应用到所有的电焊接方法中.焊接热量分配示意图见图5.
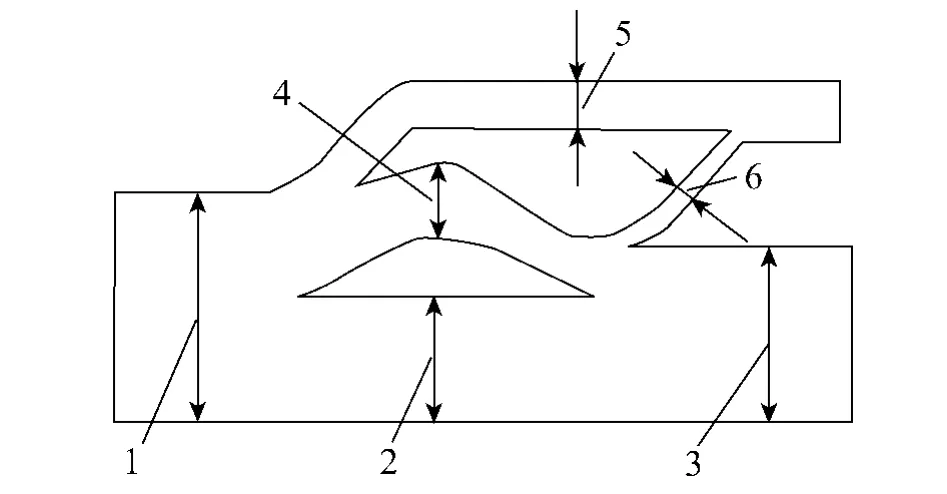
图5 焊接热量分配示意Fig.5 Schematic diagram of welding heat distribution
由图5可以看出,电焊接时,在电弧热的作用下焊丝(或焊条)熔化,母材也发生局部熔化,母材局部熔化所需热量主要依靠电弧中析出的那一部分,大约占了电弧总热量的50%以上[10];同时飞溅以及焊剂介质等都需要吸收热量.
电焊接过程中电弧放热记为QDH,电阻放热记为QDZ,母材吸收的热量为QMC,电弧热中熔滴过渡吸收的热量为QRDCD、飞溅吸收的热量为qFJ,电阻热中熔滴过渡吸收的热量为q'RDGD、飞溅吸收的热量为焊剂及介质吸收的热量为QHJJZ,有以下结果:

而根据常识,电阻热量主要用于熔滴过渡和飞溅,则有公式:

焊接过程中焊丝熔化需要的热量记为Q,则有
则焊丝的熔化速度[7]为
式中:LR为焊丝熔化长度;t为焊接的时间;rG为干伸长电阻;I为焊接电流;U为焊接电压;Cm为焊丝的比热容;ρ为焊丝的密度;S为焊丝的横截面积;ΔT为焊丝从室温到熔点的温度差;LG为焊丝伸出长度;ρ1为焊丝的电阻率.关于I、U的值的确定,可以根据《船舶焊接工艺规范》中的数据建立相应的数据库,从而调取相应的值.
2.3 船体分段焊接作业工时计算模型
在得到了焊缝横截面积和焊丝(或焊条)熔化速度以后,如何利用这些信息来求解焊接作业的工时定额成为关键.建立计算工时的模型,其详细流程见图6.该流程方法为方便地实现计算机智能化计算奠定了基础.

图6 船体分段焊接作业工时的智能计算流程Fig.6 Intelligent calculation process of welding man-hour for hull blocks
首先,假设对于第i道焊缝,得到焊缝的横截面积Ai,相应焊接方法下焊丝的熔化速度vRi,焊丝的横截面积Si,则在t时间内熔化的金属体积为

每一种焊接方法对应的焊丝种类都有其特定的焊接熔敷率.焊接熔敷率是指有效附着在焊接部的金属重量占熔融焊条、焊丝重量(这里指焊条、焊丝除去焊剂后)的比例,以ω表示.各焊接方法熔敷率不同主要是由于产生飞溅的程度不同,对于几种不同焊接方法的ω如表4所示,其中焊条电弧焊的值查表得来,其他为现场实际数据.
表4 不同焊接方法对应的熔敷率Table 4 Deposition rates corresponding to different welding methods
特殊地,焊条电弧焊的焊条有焊剂皮层,CO2气体保护焊焊丝有药芯(如图7所示),焊剂皮层(或药芯)在焊接后可以看成是都变成了焊渣,而不是像金属一样融入焊缝.所以模型中还需要得到焊条(或焊丝)中金属所占的体积比率,记为φ.

图7 药芯焊丝横截面示意Fig.7 Schematic cross section of flux-cored wire
因为该道焊缝截面积为Ai,则t时间内熔化的焊丝金属能够填入的焊缝长度为Lt,可以得到
所以该焊接方法对应该坡口焊缝的焊接速度为

根据求得的焊接速度vHi以及每一道焊缝的焊缝长度Li,可以求得该道焊缝焊接的作业时间.对于每一道焊缝,所需的焊接作业时间为

对于每焊接一道焊缝,都需要辅助操作——焊前准备和焊后处理.对焊接的作业时间加上辅助作业时间tHQ和tHH,并结合现场情况加上宽放μ,最终得到单人焊接工时定额.
若要得到通常意义上焊接的工时定额,还需要考虑焊机操作的人数,若有n人同时操作,则工时定额为单人焊接工时的n倍.为了和船厂实际保持一致,这里的n人有些作为辅助人员(比如埋弧焊有上手和下手之分),也同等计算工时.表5为各焊接方法中焊机的操作人数.
加入辅助作业时间以及宽放后,并且考虑焊机操作人数,得到焊接工时定额为

表5 各种焊接方法中焊机的操作人数Table 5 The number of welding operators corresponding to different welding methods
2.4 工时计算中的知识库和数据库设计
焊接工时的计算中,知识以产生式规则表示和存储,同时通过推理机对知识库中的规则进行匹配推理,如将对象的特征信息与专家系统中的前提匹配,以决定采用何种横截面积计算模型、选择何种焊接方法、怎样调用熔丝速度模型以及怎样选择工时计算模型中的其他参数.知识库与推理机相互独立,当应用环境发生变化时,可以通过修改(如更新、扩充或者删除)知识库中的规则来实现工时计算系统的更新.
产生式规则通过以下结构形式表现:
Rule#(Object,[condition(1),condition(2),…,condition(n)],conclusion).
Rule#指规则编号;Object指计算的对象;condition(条件)为规则的前提,是各参数“NOT”、“AND”、“OR”关系的逻辑组合;conclusion(结论)是规则的结论部分,是与前提相对应的计算模型.
例如,焊缝横截面积计算规则的字段包含连接方式、坡口形状、焊接面数、加衬垫与否、焊接方法.例如,对于焊缝截面积计算,如果连接方式为对接(butt),坡口形状为V形,焊接面数为“单面”,需要衬垫(1),焊接方法为CO2气体保护焊(CO2),则焊接面积的计算公式为

该规则用如下形式表示:6#(SeamArea,[“butt”,“V”,“单面”,“1”,“CO2”],
焊缝横截面积计算规则在数据库中的存储形式如图8所示.
基于产生式规则的系统中难免会产生规则冲突,即在某一情形下大于等于两条的规则被同时触发.所以采用了按专一性来排顺序的策略.比如:
规则1:IF焊接方法为CO2气体保护焊,,THEN焊丝为直径1.2 mm的药芯焊丝.
规则2:IF焊接方法为CO2气体保护焊,焊接位置为竖直合拢,THEN焊丝为直径1.6 mm的药芯焊丝.
规则2的条件部分比规则1更有针对性,则规则2有较高的优先级.
同时,为减少规则的数量,系统采用产生中间事实的方法.比如:
规则3:IF坡口代码为0,连接方式为对接,
THEN焊接方法为CO2气体保护焊.
规则3的CO2气体保护焊即为中间事实,结合规则1,即可得到焊丝属性.

图8 规则在数据库中的存储形式Fig.8 The storage form of rules in the database
3 应用实例分析
船厂的工时最终会形成WP、WO的工时定额,以便于管理与生产.按照船厂任务包、派工单的划分,需要求出每一个派工单以及任务包的工时的定额.下面举例某船的工作包A5分段小组立,02派工单来计算焊接工时定额,工作包派工单实例如表6所示.
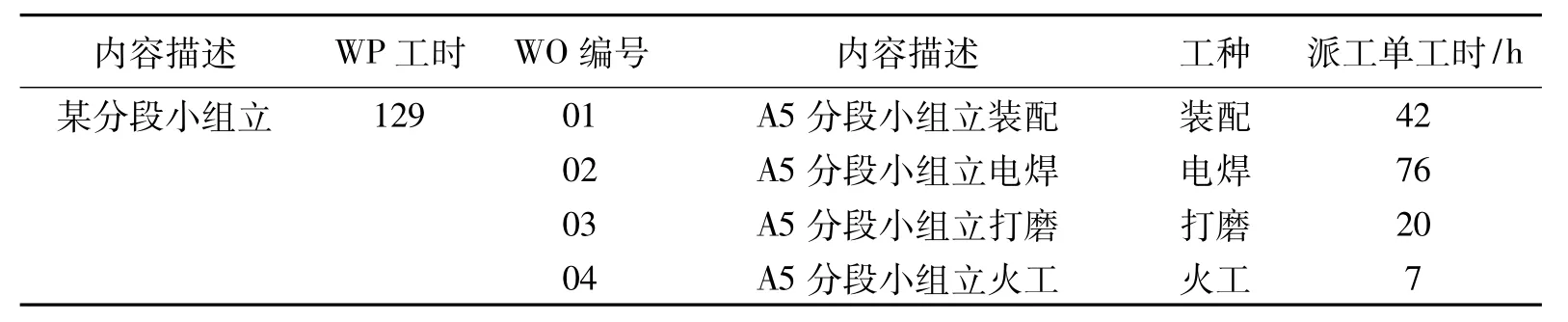
表6 工作包派工单实例Table 6 The instance of work package and dispatch list
导入初始数据以及焊缝信息后,对于选定的每一条焊缝都进行图9所示的计算流程.该流程中涉及复杂的基于规则的推理决策,下面就以其中一条焊缝来描述该推理计算过程.
Rule1:IF坡口代码为0 and连接方式为对接THEN间隙为3,角度为0,留根为0,余高为2,熔宽为 9,横截面积为 1.5 δ+12.
Rule2:IF坡口代码为0 and连接方式为对接THEN焊接方法为CO2气体保护焊.
Rule3:IF焊接方法为CO2气体保护焊THEN焊丝为直径1.2 mm的药芯焊丝.
Rule4:IF焊丝为直径1.2 mm的药芯焊丝THEN比热容为490,密度为7 850,熔点为1 455,电阻率为1.3 ×10-7
Rule5:IF焊接方法为CO2气体保护焊 and板厚大于6THEN电流为225,电压为26.
Rule6:IF焊接方法为CO2气体保护焊THEN熔敷率ω为0.85,焊丝金属体积率φ为0.78,操作人数 n为1.
Rule7:IF焊接方法为CO2气体保护焊 and建造阶段为小组立THEN焊前和焊后时间为150,宽放率为40%.
通过该方法计算得到该WO的工时定额为87.1 h.表7列出了该WO各类工时的值.

表7 某分段小组立焊接各种工时数据Table 7 Man-hour data of welding
在表7中,计划工时是指船厂根据已造好的同一船型的建造工时数额,以分段重量比例为参照,将工时数额划分后得到的该WO的工时;实动工时是指一线作业区上报的实际做完该WO所包含的作业所需的工时数额.可以看到这3个工时数据有较大的差异,这在当前我国船厂是非常正常的,之所以会有这些差异,有如下原因:
1)计划工时是根据分段重量比例来平均划分工时定额的,这种分法在宏观上有一定的可取性,相对非常简便,但要保证具体某一WO的工时的准确性却不现实.比如有的分段(船艏部等)单位重量对应的焊接工作量明显比另外普通分段要高,单一的取平均数会导致不准确.
2)实动工时照理来说应当是最能代表工时需求量,但因为船厂实际体制情况:各类加工工作外包,费用根据计划工时来定,而计划工时一般也会参照实动工时.所以更多时候,在利益的驱动下,工人会多报实动工时,导致实动工时对比于真正的工时数额有较大的出入.
3)工时定额计算的数据完全剔除了不必要的时间,融入了精益求精的思想,船厂现有情况可能距离该目标有点差距,但只要按标准操作,是可以做到的.
相比较而言,工时定额得到的数据要准确得多,因为这是基于严格的理论推导并且结合实际生产情况得到的数据.
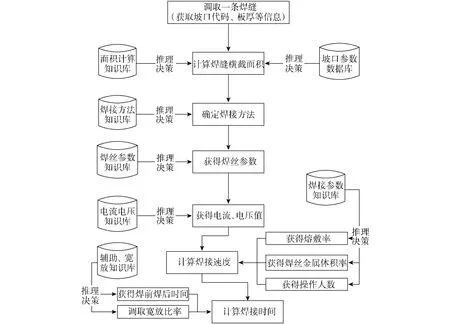
图9 基于规则的焊接工时智能计算流程Fig.9 The intelligent calculation process of welding man-hour based on rules
4 结论
本文阐述了船体分段焊接作业工时计算制定的一种新的智能化的计算方法.通过解决焊缝横截面积、焊丝熔化速度的计算等关键问题,得到焊接速度,从而制定出作业工时.通过基于知识库的规则推理方法,实现焊接作业工时计算的智能化.该方法与以往工时计算相比较,特别是焊接工时定额的计算有以下优点:
1)动态适应新型焊接方法.若船厂对现有设备升级,使用新型焊接方法,以提高劳动生产率.相应工时定额也会出现变化,怎样有效地对设备升级造成的工时定额变化动态地作出反应,是衡量工时定额制定方法的重要方面.该方法只要对新型焊接方法对应的几个参数代入模型,便能快速求得变化后的工时定额.
2)准确度高.对于传统工时定额计算方法,该方法准确度更高.这不仅体现在更强的理论性推导上,同时由于较为周全地考虑了实地工作环境对工时影响因素,最终计算得到的工时定额实用性强,对现场管理以及生产计划能起到很好辅助作用.
3)方便、快捷.另一个判断工时计算方法好坏的标准是计算工时定额的方便程度,得到基础数据的难易程度,以及计算的快捷度.该方法计算规则具体化、智能化,能够通过计算机编程方便、快速地计算工时定额.
[1]王瑞璧.从焊材耗量估算产品建造工时[J].造船工业建设,2000,2:13-15.WANG Ruibi.Estimating the man-hour in product building by welding consumption[J].Shipbuilding Industrial Construction,2000,2:13-15.
[2]许小平,周飞霓,卢本.船舶钢结构焊接技术[M].北京:机械工业出版社,2009:1-2.
[3]周国胜.关于我国造船焊接技术发展的思考[J].机械工人:热加工,2003(5):23-25.ZHOU Guosheng.The consider of the development of shipbuilding welding technology in China,2003(5):23-25.
[4]姜锡光,季文波,张宏波,等.计算机在焊接工时定额制定中的应用[J].焊接,1999(10):29-30.JIANG Xiguang,JI Wenbo,ZHANG Hongbo,et al.The computer application in calculation of man-hour in welding[J].Welding,1999(10):29-30.
[5]修明友.CAPP中焊接工时及焊料定额计算[J].一重技术,2008(5):76-77.XIU Mingyou.The calculation of man-hour& material quota in CAPP[J].CFHI Technology,2008(5):76-77.
[6]严致和.手工电弧焊接工时定额计算[J].机械制造,1956(2):11-16.YAN Zhihe.The calculation of man-hour quota in electrode welding[J].Machinery,1956(2):11-16.
[7]易小林,单平,罗震.CO2气体保护焊中焊丝熔化速度的数学模型[C]//第十次全国焊接会议论文集,2002,2:688-691.YI Xiaolin,SHAN Ping,LUO Zhen.The mathematical model of melting speed of wire in protection of CO2gas welding[C]//The Memoir of the 10th National Welding Meeting,2002,2:688-691.
[8]吴叶军.智能化焊接 CAPP系统的研究与开发[D].南京:南京航空航天大学,2010.WU Yejun.Research and development of intelligent welding CAPP system[D].Nanjing:Nanjing University of Aeronautics and Astronautics,2010.
[9]刘云龙.焊工技师手册[M].北京:机械工业出版社,1998:985-990.
[10]史耀武.焊接技术手册[M].北京:化学工业出版社,2009:60-62.
猜你喜欢
昆钢科技(2021年4期)2021-11-06 05:31:06
军民两用技术与产品(2021年6期)2021-10-14 07:40:58
工业加热(2021年8期)2021-09-11 09:29:42
装备制造技术(2021年2期)2021-07-21 05:38:30
职工法律天地·上半月(2020年1期)2020-03-02 07:45:06
焊接(2016年10期)2016-02-27 13:05:34
焊接(2016年8期)2016-02-27 13:05:11
焊接(2015年11期)2015-07-18 11:12:46
焊接(2015年2期)2015-07-18 11:02:38
西安建筑科技大学学报(自然科学版)(2014年5期)2014-11-10 02:34:24
