
PLC在脱硫剂白灰浆液配制的应用
2011-06-22 07:17高广维李彦棋
电气技术 2011年10期
高广维 李彦棋
(河北邯郸新兴铸管股份有限公司第一炼铁部,河北 邯郸 056300)
1 系统概述
在脱硫现场碱液的配制现场,需要人工开关阀门加水、人工加白灰、依据给定的密度值的范围内配制,控制不稳定且职工作业劳动强度大。因此设计了本系统(如图1所示)。
图1所示为混合装置,SQ1、SQ2、SQ3为液面传感器,液面淹没时接通,SQ4为密度测定仪,液体A、固体B与混合液阀由电磁阀YV1、YV2、YV3、控制,M为搅匀电动机(YV3)。
1)初始状态容器为空,各个电磁阀、传感器电动机为OFF状态。
2)启动操作。
在主控计算机画面上按下启动按钮开始以下操作:
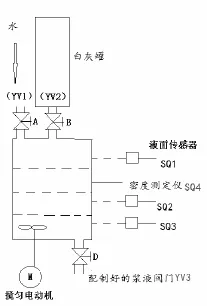
图1
(1)按要求输入密度控制的参数。
(2)YV1=ON,水A注入容器内。
(3)当水淹没液面传感器SQ2时,YV2=ON,向容器内送白灰的同时搅拌电动机M动作。
(4)由于白灰卸灰阀给量大,所以此时可根据密度测定仪测定的参数是否符合要求进行程序判断是否停 YV1与 YV2;如果低于下限且液面传感器SQ2=ON且搅拌时间够2min,就停供水YV1;如果高于上限且液面传感器 SQ2=ON且搅拌时间够2min,就停白灰YV2。
(5)如果密度测定达到规定范围,就停供水与白灰阀门,即YV1=OFF,YV2=OFF。
(6)YV3开启动作向脱硫系统置换池供应浆液,此阀门在整个脱硫系统中进行控制,此系统不做控制。
(7)当液面传感器SQ3=OFF时,进行从(2)开始运行。
(8)液面传感器 SQ1只是作为容器的上限进行控制,以避免故障造成浪费。
3)停止操作。
按下停止键(无论什么状态都停止)。
2 系统设计
2.1 硬件
1)S7-200PLC属于小型PLC,其主机的基本结构是整体式,主机上有一定数量的输入/输出点,一个主机单元就是一个系统。它还可以进行灵活的扩展,如果I/O点不够,则可增加I/O扩展模块;若需要其他特殊功能,如特殊通信或定位控制等,则可以增加相应的功能模块。
本系统除完成以上功能外,考虑可能需要增加其他一些控制(如有的地方白灰给料需要安装振动器或空气炮或增加其他物料进行配制等),所以采用西门子S7-200 PLC CPU224为该装置的控制器。
CPU224本机集成14输入/10输出,它最多可以有7个扩展模块,有内置时钟,有更强的模拟量和高速计数器的处理能力,是使用得最多的S7-200产品。
EM235
S7-200系列的PLC的主机提供一定数量的数字量I/O和模拟量I/O,在采购PLC时,用户可根据需要选择最合适的主机产品,以满足具体工程项目的需要。对于I/O点数不够的情况,就必须增加I/O扩展模块,对I/O点数进行扩充了。
模拟量输入/输出扩展模块EM235只有一种4路AI/1路AO(占用2路输出地址)的产品,如图2所示。
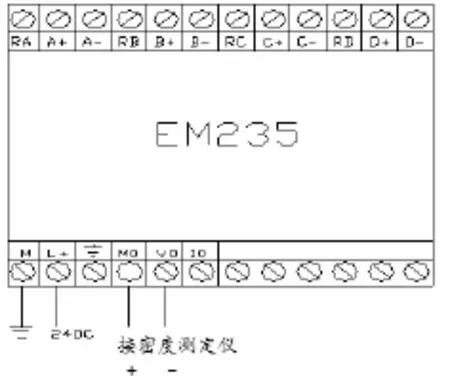
图2 扩展模块
2)液位传感器
本系统选择LY-K21型。LY-K系列开关量液位传感器是采用电子线路的新型产品。传感器利用自身的外引电缆,将其悬挂在指定高度,当液面浸没或离开传感器壳体时,传感器即输出一开关量信号,接通或断开控制线路,从而使液泵(电动阀、电磁阀或报警器)得以控制。每套由三个液位传感器组成,正好适合本系统的控制要求。
3)密度计
本系统借用原脱硫系统中的 RCCT 38-AH1MO4D4SL/BG/HP/IE1密度计,RCCT 38- AH1MO4D4SL/BG/HP/IE1密度计是根据科里奥利原理测量质量流量,几乎所有的流体都可测量,包括多相流体,高粘度液体(浆糊和泥浆)和气液混合体。
2.2 系统接线图(见图3)
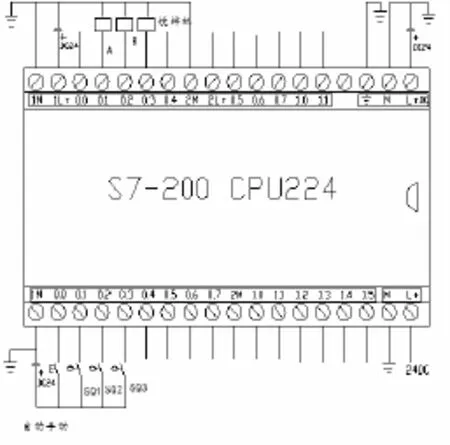
图3
2.3 地址分配(见表1)

表1
2.4 控制流程图(见图4)
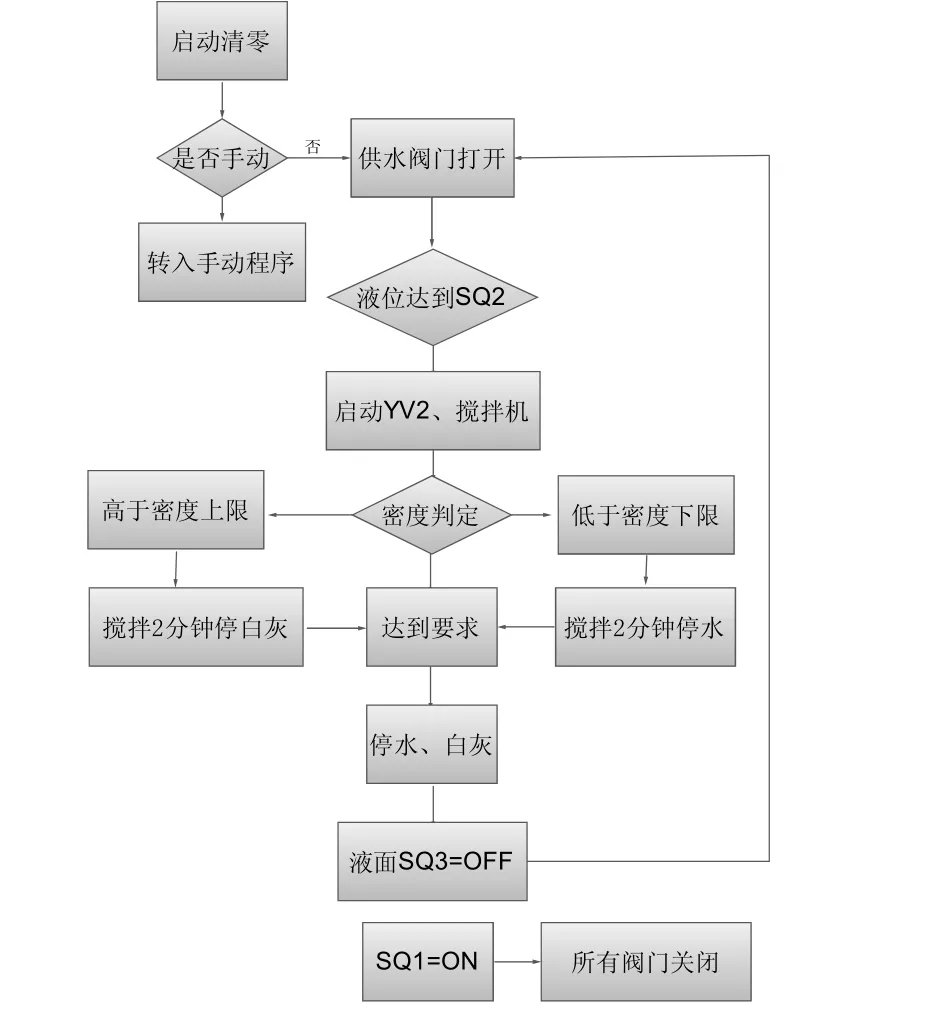
图4 整体流程示意图
3 结论
采用此种控制方法稳定了工艺参数,稳定了工艺参数,便于集中监控,降低职工劳动强度,且容易扩展增加物料种类、增加其他控制设备的控制等,效果理想。
猜你喜欢
中学生数理化·八年级物理人教版(2021年5期)2021-11-22
中学生数理化·八年级物理人教版(2019年5期)2019-06-25
测控技术(2018年12期)2018-11-25
工友(2018年10期)2018-10-19
大众考古(2017年7期)2017-12-04
学苑创造·C版(2016年11期)2016-12-07
作文与考试·初中版(2016年24期)2016-08-18
电子制作(2016年21期)2016-05-17
船海工程(2015年4期)2016-01-05
电测与仪表(2015年11期)2015-04-09
