
5000t镍及镍合金轧制生产线控制系统的设计
2011-06-20 03:18张天红胡广平
电气传动自动化 2011年5期
张天红,刘 军,胡广平
(金川集团公司镍钴研究设计院,甘肃金昌737100)
1 引言
5000t镍及镍合金线材、棒材轧制生产线产品以Φ7-Φ12mm线材盘园和Φ14-Φ30mm棒材为主,品种为纯镍、电阻电热合金、镍铁合金、膨胀合金、软磁合金、高温合金、耐蚀合金、不锈钢,设计年生产能力5000t,产品精度不低于±0.3mm。
2 主要工艺设备及系统配置
2.1 工艺设备
轧线的主题设备包括:粗轧机Φ450×1;一中轧机组Φ350×6;二中轧机组Φ300×6;线材预精轧机组Φ285×2;精轧机组Φ230×4;加热炉周围辅助设备;热剪;两台飞剪机;活套器;步进式冷床;冷剪;线材卷取机;升降台和辊道等。
2.2 自动控制系统配置
PLC控制系统采用当今国际主流产品S7-400和S7-300,轧机主传动采用以直流传动6RA70为核心的直流传动单元,辅助传动调速部分采用ACS800变频器,MCC柜、控制柜以及操作台的电气元件均采用国际国内知名品牌。
2.3 设备网络组态
控制系统是由基础自动化级和过程自动化级组成。基础自动化级由S7系列PLC系统组成,PLC之间通过以太网实现数据交换,Ethernet网上挂有工业PC作为人机接口,完成对轧线的监控,PLC与传动系统之间采用Profibus-DP网络通讯,提高了整个系统的响应速度;过程自动化级由高档微机组成,完成对轧制过程的生产管理、过程数据监控、轧制程序存储及调用、各类状态报警、轧件跟踪、生产报表编制打印等功能。控制系统网络图如图1所示。
3 控制系统设计
控制系统软件主要由两部分组成:上位组态软件采用 WinCC V6.2;下位 PLC编程软件则是Step-7。
3.1 Step7 简介
Step7是用于Simatic S7-300/400站创建可编程逻辑控制程序的标准软件,可使用梯形逻辑、功能块或语句表等三种方法编程。包括了以下工程工具:LAD梯形逻辑图、FBD功能块图、STL语句表、S7-SCL类Pasical高级语言;S7-Graph顺序功能图、S7-Plcsim仿真软件。

图1 控制系统网络图
Step7编程软件用于对PLC硬件组态和网络组态以及程序编制,可在Win2000/WinXP平台下使用,并且采用了集成的全局数据管理和统一的Simatic程序管理器组态工具,在Simatic程序管理器下,可以将Step7和组态软件WinCCFlexible集成在一起,这样在Step7中符号变量表一旦建立,就可以在触摸屏组态中引用,可大大提高工作效率。
S7-Plcsim仿真软件可以对用户程序进行离线功能测试,通过接口S7-Plcsim还可以和其Windows应用程序之间进行过程值交换,为此,可以在早期开发阶段进行参数错误识别和排除,有利于后期调试更加顺利地进行。软硬件组态原理图如图2所示。
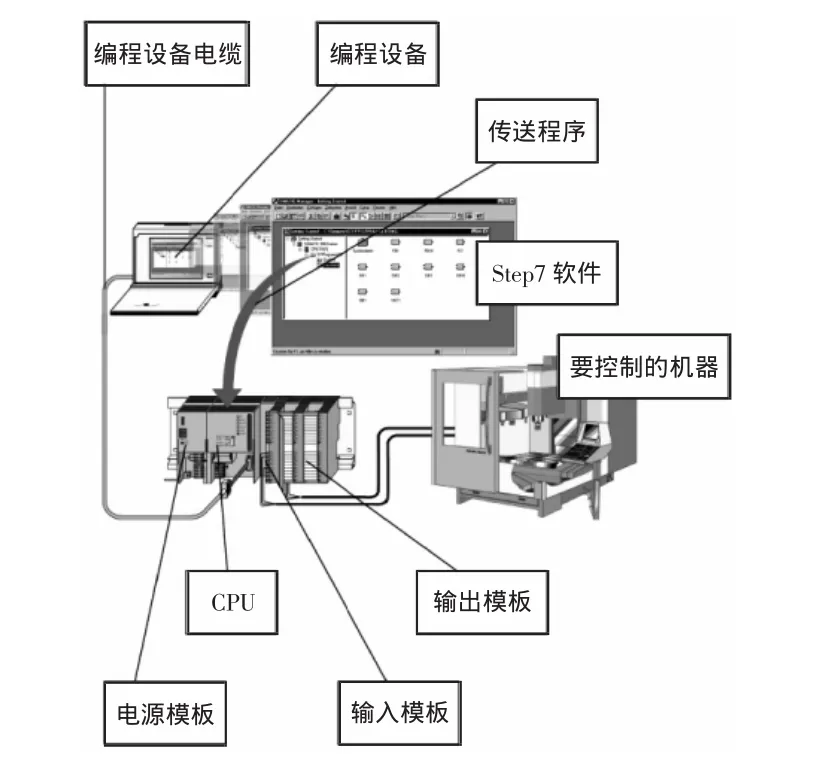
图2 软硬件组态原理图
3.2 下位控制程序
下位控制程序是该系统的重要组成部分,整条生产线各个设备的起停、参数设定、数据采集和处理以及设备之间的连锁保护等都由其完成。
1号PLC为S7-400,负责控制连轧区18台轧机、2台飞剪、热剪以及联轧前辊道电机;
2号PLC为S7-300,负责控制粗轧区各设备,包括出钢机、推钢机、粗轧机以及各辊道电机;
3号PLC为S7-300,负责控制棒材精整区和线材精整区,包括冷床、冷剪、卷曲机、翻卷机以及各辊道电机等。
连轧区硬件网络结构如图3所示。
因为LAD梯形逻辑图、FBD功能块图、STL语句表各有优缺点,所以编程的过程中三种编程方式混合使用。例如在控制设备时采用梯形图编程,如图4所示,其中用到SR触发器来进行对冷剪剪切过程的控制,而在一些表达算法或者公式的计算中则采用语句表编程,1H轧机轧辊转速计算的STL语句如图5所示。
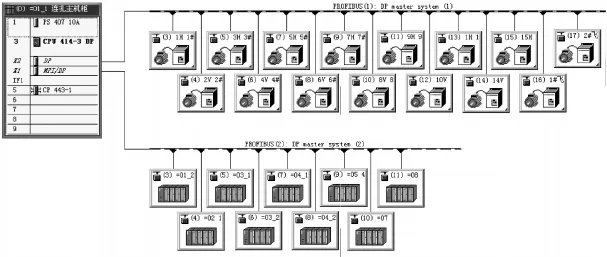
图3 连轧区硬件网络结构
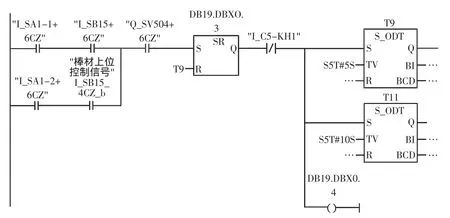
图4 冷剪联动剪切控制中的部分程序(梯形图编程)
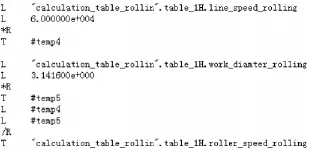
图5 1H轧机轧辊转速计算(STL语句)
3.3 WinCC 人机界面
WinCC是在生产和过程自动化中解决可视化和控制任务的工业技术核心系统。它提供了适用于工业现场的图形显示、消息报告、归档以及报表的功能模版。高性能的过程耦合、快速的画面更新以及可靠的数据传输使其具有很强的实用性。
WinCC拥有先进人机界面产品的所有功能,其集成的功能包括:①WinCC浏览器:快速访问所有工程数据和全局设定的中心项目管理器;②图形系统编辑器:用于自由地组态画面,并完全通过图形对象进行操作,图形对象具有动态属性并可对属性进行在线组态;③报警信息系统:记录和存储事件并予以显示,可自由选择信息分类、信息显示和报表,操作非常简便;④变量存档:接收、记录和压缩测量值,用于曲线和图表显示及进一步的编辑功能;⑤报表系统:通过控制属性,可以准确选择需要在报表中显示的图片、变量、组态信息、组态的测量值的归档;⑥数据处理:对图形对象的动作VB脚本;⑦标准接口:通过ODBC、OPC访问用于组态和过程数据的数据库。
除了这些系统功能外,WinCC还提供了开放的界面便于用户解决方案。这使得将WinCC集成为复杂、广泛的自动控制解决方案成为可能。可以集成通过ODBC和SQL方式的归档数据访问,以及通过OLE2.0和ActiveX控件的对象和文档的链接。这些机制使WinCC成为Windows世界中性能卓越、善于沟通的伙伴。
3.4 上位画面组态
在WinCC画面设计上,需要考虑显示各个设备的运行参数和设备运行状态,操作员可以进行数据设定和策略选择。另外,在WinCC中还需要做出事件及报警记录、趋势图等。
5000t镍及镍合金轧制线工艺流程大致可以分为四部分,依次为:粗轧区、连轧区、棒材精整区、线材精整区。所以,根据工艺流程,画面也分为以上四个部分,其中连轧区为实际生产中主要显示画面。
控制画面用弹出窗口的形式表达,例如点开一个电机启动画面后,点另外一个电机启动画面,前一个画面需要自动关闭来方便操作工操作,所以用动态范围的变化来完成此项功能。如图6所示,点击红色箭头出现图7画面,然后根据建立的一个变量“棒材操作”,随着该变量的变化,调用不同的控制画面,显示不同的标题,其控制窗口画面位置也可以随其变化。
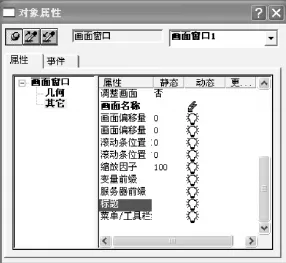
图6 棒材区画面窗口1属性设定
WinCC作为一款强大的图形控制软件,它提供了多种动作生成的方法,我们可以根据各自习惯和熟悉程度来方便地实现自己的控制要求。大致分为三类:①用WinCC提供的固定连接格式来建立变量和设备之间的动作连接,由于已经成形,所以WinCC提供的固定连接的方式也很强大,很多动作的要求可以直接通过简单的连接变量来实现;②用C语言写脚本来控制变量,实现动作要求这种方法需要一定的C语言基础,但是它的实现比第一种更为强大,我们可以根据自己的要求随意改变程序来实现各种复杂的控制动作和要求;③用VB语言编程生成脚本来生成相应的动作,这种方法和C语言类似。
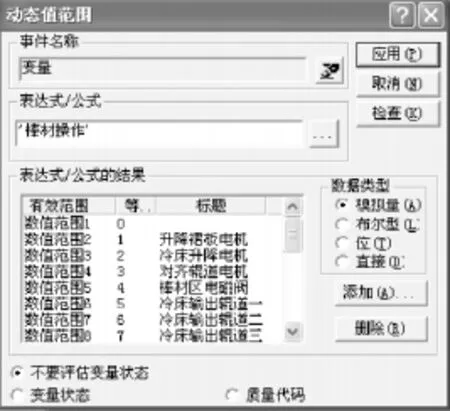
图7 动态范围相关设定
棒材区一个画面里面的参数如图8所示,显示多台电机实际数值,通过C语言实现操作某台电机便调用该电机相应参数的功能。
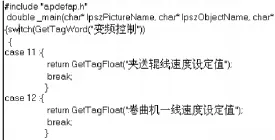
图8 用C语言调用变频参数
WinCC还提供了开放的界面用于用户解决方案,所以由于其在动画方面的效果不太理想,所以在这个项目画面的设计中我们引入了一个第三方控件anigif.ocx,将该控件注册到WinCC画面编辑器的控件中,可以实现对gif动态图片的支持,所以在轧机转动以及辊道滚动上能达到较满意的效果。因为做gif的动态图可以通过其他很多图形处理的软件实现,所以只要用外部一些图形软件组合做成效果逼真的动态gif图片,然后通过anigif.ocx控件将其添加到所需要的画面中,则可以取得良好的动态效果。控件的属性编辑窗口如图9所示,在Properties菜单下可以设置例如速度、正反转以及填充大小等。

图9 anigif控件属性编辑窗口
4 结束语
5000t镍及镍合金线棒材轧制生产线是我国第一条关于镍及镍合金的轧制生产线,它的运营实现对于我国有色金属深加工领域有着极其重要的意义,而这套自动化控制系统的设计是控制其正常生产的关键,起着非常重要的作用。此生产线的成功投用将为国内有色金属深加工行业开辟了一条崭新的道路,为全国有色金属加工领域树立了一个很好的榜样。
[1]丁修堃.轧制过程自动化[M].冶金工业出版社,2006.
[2]蔡祺风.有色冶金工厂设计基础[M].冶金工业出版社,2006.
[3]黎景全.轧制工艺参数测试技术[M].冶金工业出版社,2006.
[4]郑申白,曾庆亮,李子林.轧制过程自动化基础[M].冶金工业出版社,2006.
[5]郑申白,初元璋.现代轧制参数检测技术[M].中国计量出版社,2005.
猜你喜欢
山东冶金(2022年4期)2022-09-14
一重技术(2021年5期)2022-01-18
昆钢科技(2021年1期)2021-04-13
计算机教育(2020年5期)2020-07-24
四川冶金(2019年5期)2019-12-23
山东冶金(2019年2期)2019-05-11
电子制作(2018年16期)2018-09-26
山东工业技术(2016年15期)2016-12-01
淮南师范学院学报(2015年3期)2015-03-22
冶金设备(2015年2期)2015-02-11
