
典型装配工艺模块化的应用研究
2011-06-08 05:05刘伟强
航天器环境工程 2011年6期
邢 帅 ,刘伟强,熊 涛
(1.国防科技大学 航天与材料工程学院,长沙 410073;2.北京卫星环境工程研究所,北京100094)
0 引言
装配是产品生产阶段的最终环节,直接影响产品质量、性能、成本及生产周期。在现代的工业制造业中,装配工作约占整个产品生产工作量的45%,约1/3的人力从事各种与装配有关的活动[1]。在产品装配生产过程中,装配工艺设计是至关重要的环节,作为指导操作人员进行操作的依据,是高效、高质量完成装配工作的基础。
航天器类产品结构复杂,通常以成熟型号为平台发展出多种系列型号以适应日益更新的使用需求,大部分衍生型号与母型号间差别很小。同时由于航天器类产品使用环境、功能需求等约束条件的相似性,且不同型号间也存在着共同点,此类产品在工艺设计过程中占有很大比例重叠内容,此外在某些产品的装配过程中,诸如转运、产品停放姿态改变等工序需反复进行,这就造成了工艺设计重复、工作量大、工作效率较低等问题。每个型号航天器的总装工艺文件都有10多万字[2],工艺编制中涉及到大量的标准、航天器结构数据、专业技术要求等内容。由于没有专门的工程数据库对这些内容加以规范和管理,大量的工艺基础数据没有得到合理、有效的利用。
本文针对以上问题提出了典型工艺模块化的工艺设计方法,并对模块化工艺应用过程的关键环节进行分析,重点介绍典型装配单元的检索及基于典型工艺模块化的工艺流程规划等内容。在“天宫一号”目标飞行器总装中的应用实践证明,典型装配工艺模块化方案可行,使用该方法可局部或全部实现工艺规程参数化设计,能够大幅提高装配工艺设计效率。
1 划分装配单元
为实现典型工艺模块化,首先需将产品整个装配过程划分为若干相对独立的装配单元[3]。成为一个装配单元需满足以下两个条件:
1)装配单元中各零件的装配特性相同或相似,装配过程中相互有关联性,能够作为独立子结构;
2)装配单元可作为整体参与工艺流程规划而不受其他装配单元影响。
装配单元划分方式有两种:一种是基于装配过程中各阶段独有的工艺特性划分;另一种是基于产品各部分组合关系划分。上述两种方式所依据的特征属性包括固定属性及可变属性:其中固定属性作为典型装配单元的识别特征,具有方便识别、不可替代的特点;可变属性是需要工艺技术人员修改赋值的部分,此部分不作为典型装配单元的识别依据。例如将粘贴产品上的热敏电阻作为一个独立的装配单元,可将粘贴操作规范作为固定属性,作为本单元的主要内容,将热敏电阻编号、粘贴位置等作为可变属性,供工艺技术人员赋值。为实现典型装配单元模块工艺的快速应用,划分装配单元时可变属性数量应尽量少,同时尽量将可变属性定义为数值格式或数据量较小的文本格式。
1.1 基于装配过程中各阶段独有的工艺特征划分
组成产品的每个零件都可以提炼出一组描述与其装配有关的工艺特征[4]。装配工艺特征主要描述实现产品某部分装配所需采取的操作方式及所需要选用的工艺装备等信息,其中操作方式可以是不同工种,如电装、钳装等,也可以细化为焊接、胶接、吊装等。由于相似的工艺特征所采用的操作方式或选用的工艺装备相同或相近,因此具体零件的装配工艺特征可表示为操作方式或工艺装备的集合。可以认为一组零件其共用的操作方式或工艺装备越多(通用工具除外),则零件的相似程度越高,划分为同一装配单元的可行性越高。相似程度系数可按公式
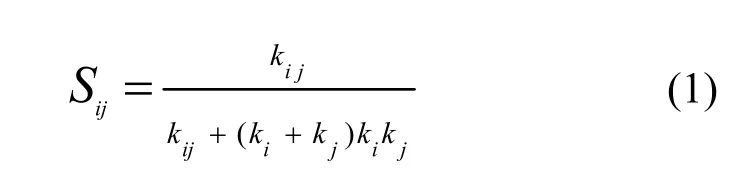
计算,式中:xi与xj为待分析的零件;Sij为xi与xj的相似系数;kij为零件xi与xj使用同一工装的数量或相同操作方法的数量;ki、kj分别为零件xi与xj各自单独使用的工装数量或操作方法的数量。
此部分特征主要由装配关系确定,限制了工艺方法、操作规范、工艺装备、使用情况等内容。按此关系划分的装配单元适用范围广、通用性强,可实现不同型号间的借用。
1.2 基于产品各部分组合关系划分
Lambert[5]等研究将实现相同功能且稳定连结的零件作为独立的子装配体的方法可借鉴用于划分典型装配单元。对于包含多个零件的装配体,按照装配过程中零件间装配关系的相对变化将一个或多个零件组合成装配单元,可具体理解为将产品分解为相对独立的部分,每个部分内部的装配关系固定,在整个或大部分装配过程中作为整体参加流转。此部分装配单元划分主要依据零件与周边零件之间装配关系的变化情况来确定:变化次数越少,则相对关系越稳定。
进行一组零件(两个以上)相对关系判别时,除了与本组内两两相邻的零件之间的稳定关系有关外,还与该组零件中各相对关系产生变化的时刻有关:变化的时刻越接近,划分为同一装配单元的可行性越高。
本类装配单元划分主要依靠各单位工程经验确定,按各单位成熟工艺技术流程及生产线流转路线可确定。
1.3 划分典型流程
将不同装配单元作为基本元素,可将装配流程按照上述方法划分成特殊的装配单元,此部分典型流程可作为顶层装配单元供工艺设计时查询及调用。
2 模块化工艺应用
将整个装配过程划分为一组装配单元以后,将能够指导完成某个典型装配单元操作的工艺文件进行固化即可得到模块化工艺。此类工艺的特点是不经修改或经少量修改后可在不同产品间相互借用或是在同一产品全装配周期过程中反复应用。应用模块化工艺需要解决典型装配单元识别、建立模块化工艺数据库、模块化工艺检索等方面的问题。
2.1 识别典型装配单元
典型装配单元是编制模块化工艺的依据,准确地识别出典型装配单元是建立模块化工艺数据库的首要任务,结合产品结构及本单位生产规划对历史数据进行总结分析是识别典型装配单元的有效途径。由于装配单元特征属性值种类较少,可以通过对每一个装配单元的特征属性进行统计,提炼出使用频率高或能够预见的有借鉴意义的装配单元定义为典型装配单元。
2.2 建立模块化工艺数据库
模块化工艺数据库是模块化工艺应用的基础。工艺技术人员按照识别出的典型装配单元编制模块化工艺文件,该文件经工艺专家组审核通过后便可固化提交数据库。工艺文件全文作为检索结果,工艺技术人员按照装配单元特性为对应的模块工艺赋予查询值,并在后续的应用过程中不断修正及补充。模块化工艺数据库建立流程如图1所示。
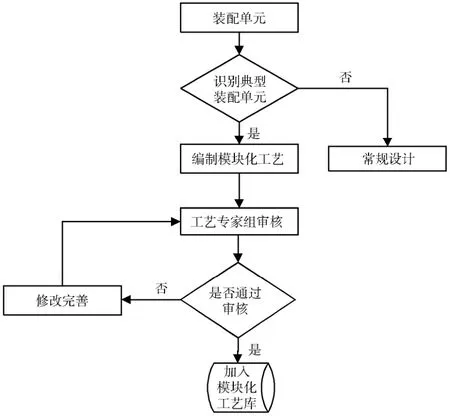
图1 模块化工艺数据库建立流程Fig.1 Building database of modularization process
2.3 模块化工艺检索
为保证检索结果的准确性,首先须对检索特征值进行规范,检索特征值应该是典型装配单元的固定属性,即典型装配单元特征库提供的可供检索的属性,如:“器衣”、“粘贴热敏电阻”、“吊装”等。
检索典型模块化工艺时按照先总体后具体的顺序,即按照流程、工序、工步的顺序进行检索。首先以产品组成及特殊工艺要求为特征值选择典型流程作为骨架,然后以流程各节点为检索值检索典型工序,最后根据工序内各工步内容检索,最终完善工艺文件细节。
模块化工艺检索的本质是查询典型装配单元与待查目标之间的相似匹配。相似匹配性通过相似度来衡量[6]。定义对象x、y的相似度为sim(x,y),sim(x,y) ∈[0,1],且满足条件:
① 互换性,即sim(x,y)= sim(y,x);
② 自反性,即sim(x,x)=1;
③ 非负性,即sim(x,y)≥0。
根据特征值数量及种类,可分如下3种情况计算相似度。
1)当特征值唯一且为确定数值时,相似度sim(x,y)可用公式
计算,式中α,β分别为变量x、y取值范围的上限及下限x,y∈[α, β],为方便计算,限定α、β满足如下条件:
①α≤min(x,y);
②β≥max(x,y);
③β-α=10i(i=1, 2, …,n),在满足上述条件的前提下,i尽量小。
2)当特征值唯一且赋值为文本或其他非数值属性时,相似度sim(x,y)按公式

计算,式中f(x)、f(y)为模糊值变量的定量转换函数,f(x) 、f(y) ∈[0, 1],不同变量赋值按工程经验确定。例如将装配周期作为变量,可将其分为长、较长、中等、较短、短5个档次,对应的转换函数f(x)可赋值为f(x)={0,0.25,0.5,0.75,1}。
3)当特征值不唯一,假设待查装配单元Q包含t个特征值,即Q={a01,a02,…,a0t},则Q与M个典型装配单元中某个具体单元Mk的相似度可按如下公式


为对象a0i、aki的相似度,根据对象a0i、aki属性不同,分别应用式(2)、式(3)计算。
根据如上所列公式,具体检索某个装配单元Q与典型装配单元库P={P1,P2,…,Pn}中各典型装配单元匹配关系时,可按如下方法进行计算确定:
① 输入查询目标Q,并设定Q中各属性的权值为(wl,w2,…,wi),各项权值按工程经验由工艺专家确定;
② 从查询目标中选取必须满足的几个约束条件,即装配单元的固定属性(此部分属性权值应设置得较大),在待查询目标P中找出与Q的固定属性相同的所有目标。如检索到的目标唯一,则可直接引用该模块单元对应的模块化工艺;如检索结果不唯一,则进行以下步骤;
③ 假设检索到M个满足约束条件的目标,按照上述相似度计算公式将Q分别与M个模块单元进行进一步相似匹配计算,得到相似度S1,S2, …,SM;
④ 提取最佳匹配实例。比较相似度S1,S2, …,SM的大小,求出相似度最大的实例。若Sj=max(S1,S2,…,SM),则典型装配单元Mj是待查目标Q的最佳匹配单元,Mj对应的典型工艺即为希望得到的检索结果。
3 应用模块化工艺的工艺设计流程
装配工艺设计的一般工作流程为:首先综合分析装配目标的相关信息确定工艺路线,然后按照工艺路线编写各工序内容以完成工艺设计。应用模块化典型工艺进行工艺设计增加了典型工艺识别、典型工艺模块库维护及以模块化内容为单独装配单元的流程规划等工作,整个工艺设计流程如图2所示。
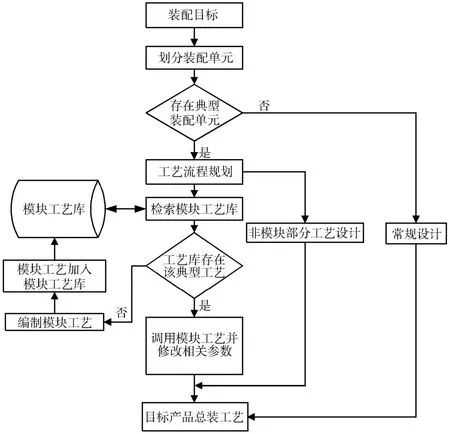
图2 工艺设计流程图Fig.2 The flow chart of process design
4 应用实例分析
“天宫一号”目标飞行器实验舱舱门外、舱体前锥段外侧、舱体柱段外侧、舱体后锥段外侧、舱体后球底外侧及前锥防护板外侧、柱段防护板外侧均需包覆热控多层,各部分多层制作略有差异。但在“天宫一号”总装流程中,热控多层制作无论从工艺方法还是与周边其他零件的相对关系上都有明显的区别,可作为一个独立的装配单元;并且由于舱体需包覆多层部位较多,多层制作工艺应用频繁,可将该装配单元作为典型装配单元编制模块工艺。下面以实验舱柱段外侧多层组件制作为例,重点介绍模块工艺应用过程。该装配单元特征属性见表1,其中取样方法等为可变属性,不作为检索值。
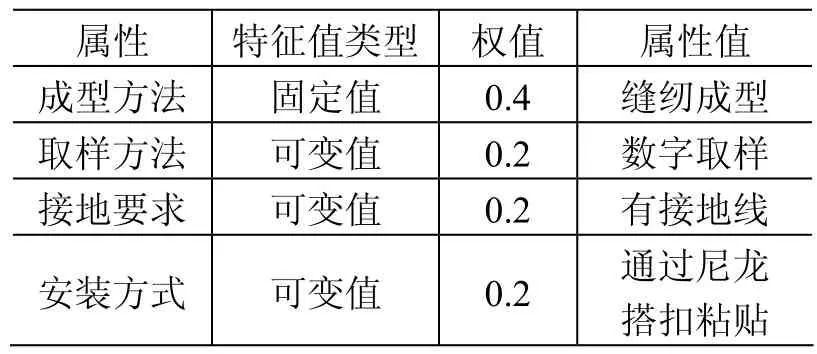
表1 热控多层组件装配单元属性表Table 1 Properties of assembly unit for multi-layer thermo-control component
由于成型方法为固定属性且所占权重较高,按照此属性在典型装配单元库中选择具有相同成型方法的典型装配单元,检索结果见表2。

表2 典型装配单元属性表Table 2 Properties of typical assembly units
将所有文字属性模糊函数均按照相同赋值为1,不同赋值为 0,依公式(4)分别计算可得:S1(Q,M1)=0.529;S2(Q,M2)=0.447;S3(Q,M3)=0.4;S4(Q,M4)=0.49。比较上述结果,可知S1=max(S1,S2,S3,S4),按照典型装配单元1编制的模块化工艺满足使用要求,可调用该模块化工艺,并修改完善即得到实验舱柱段外侧多层组件制作的工艺文件。
按照上述方法,“天宫一号”总装过程中的吊装、转运、多层制作、辐射器安装、两舱对接等均实现了模块化工艺应用,共识别、生成模块化工艺6项,每项模块化工艺平均被引用8次以上,极大节省了工艺文件编制时间,提高了工艺设计工作效率。
5 结束语
本文探讨了基于典型工艺模块化的快速工艺设计技术,提出了以工艺特征、产品各零件间关联关系等作为判别依据划分装配单元的方法,并阐述了应用模块工艺的工艺流程设计方法,分析了应用模块化工艺提高工艺设计效率的可行性。与传统工艺设计方法相比,应用模块化工艺更有利于成熟工艺的沿袭与共享,能够实现局部参数化设计。通过在“天宫一号”总装工艺设计过程中的实际应用,证明该方法应用简单,能够有效提高工艺设计效率。
(References)
[1]常向青, 宁汝新.面向装配工艺规划与评价的装配特征建模[J].计算机集成制造系统, 2001, 7(12): 35-38
Chang Xiangqing, Ning Ruxin.Assembly planning and evaluation rriented assembly feature modeling[J].Computer Integrated Manufacturing Systems, 2001,7(12): 35-38
[2]孙刚.航天器总装工艺流程优化的分析与思考[J].航天器环境工程, 2008, 25(4): 381-383
Sun Gang.Research on spacecraft assembly planning[J].Spacecraft Environment Engineering, 2008, 25(4): 381-383
[3]王永, 刘继红.面向协同装配规划的装配单元规划方法[J].机械工程学报, 2009, 45(10): 172-179
Wang Yong, Liu Jihong.Assembly unit partitioning for collaborative assembly planning[J].Journal of Mechanical Engineering, 2009, 45(10): 172-179
[4]苏明, 左敦稳.基于Pro/E的三维辅助装配工艺规划系统研究[J].中国制造业信息化, 2006, 35(23): 62-65
Su Ming, Zuo Dunwen.Research on Pro/E-based 3D computer-aided assembly process planning system[J].Manufacturing Information Engineering of China, 2006,35(23): 62-65
[5]Lambert A J D, Surendr A M G.Disassembly modeling for assembly maintenance rcose and recycling[M].Florida: CRC Press, 2005
[6]薛鹏.面向飞机结构划分的 CBR技术[J].机械设计,2007, 24(3): 26-28
Xue Peng.Research on CBR technology orientating structural participation of airplanes[J].Journal of Machine Design, 2007, 24(3): 26-28
猜你喜欢
小学生作文(低年级适用)(2022年10期)2022-10-31
现代临床医学(2021年1期)2021-01-26
现代装饰(2020年5期)2020-05-30
汽车与新动力(2019年5期)2019-11-07
科学与财富(2019年27期)2019-10-25
数码世界(2019年9期)2019-09-07
电子制作(2019年14期)2019-08-20
中国核电(2017年2期)2017-08-11
中国火炬(2015年1期)2015-07-25
汽车与新动力(2013年3期)2013-03-11
