
制丝质量检测仪器数采集成系统设计
2011-05-25 09:40林苗俏
海峡科学 2011年8期
林苗俏
制丝质量检测仪器数采集成系统设计
林苗俏
龙岩烟草工业有限责任公司
随着制丝信息化、自动化水平的不断提高,制丝各种质检仪器逐步替代了繁琐的手工操作,但仪器均具有较强的针对性和独立性,通过先进的计算机和网络技术,设计出一套制丝质检仪器数采集成系统,实现各种检测数据的集中管理,并进一步提高检验工作效率。
质量检测 仪器 数采 集成系统 设计
随着制丝信息化、自动化水平的不断提高,制丝工段中各种质检仪器逐步替代了繁琐的手工操作,但检测仪器针对不同的检测项目具有较强的独立性,目前烟草行业中普遍采用人工报表或采用人工录入报表系统的方式来记录仪器的检测数据,这将影响检测的效率且易造成人为失误。若能将各种检测仪器的检测数据通过计算机和网络技术进行集成,通过数据采集后经系统自动归属并计算判断,可大大减少人为失误,并提高检验工作的效率。
1 数据采集技术框架
质检仪器的数据采集系统采用通信设备NPort Server Lite,即工业级的串口设备联网服务器。该设备可同时支持多个RS-232或RS-422/485串口数据通信,可将PLC、CNC、质检仪器等串口设备连接到10/100 Mbps以太网上。NPort Server Lite设备联网服务器内带有液晶显示器,用来显示数据通讯状态,并可直接通过面板操作按钮选择操作模式或配置参数,如IP地址、子网掩码和网关等,也可监视服务器及数据传送状态,为此自身就能完成其网络的配置。
随着企业信息化程度深入,串口通讯和信号线路长度也会不断增加,而通过NPort Server连接的串口设备可分散到企业的任何位置,结合TCP/IP网络的优点便可实现其与Windows NT/2000、Windows 95/98/ME及Unix系统之间的通讯。为此,NPort Server通过Ethernet/Internet可实现不同楼层、厂房、区域、城市甚至不同国家之间各种串口设备的控制。利用该设备还可快速地对各串行口进行操作访问,与计算机访问自身的串口设备一样,对连接到该设备的串口仪器进行读写。相对于PCI总线中插入串口卡的方案来说,它极少地占用总线和CPU时间,是一台主机对多串口操作,多主机共享串口设备的最好方法。
1.1 数据采集驱动设计及处理流程
数据采集软件驱动为组件式开发,对于不同类型的质检仪器采用独立的采集驱动,再根据不同设备的输出来解码数据,最终通过标准的OPC协议进行发布,如DD60A填充仪原始数据为ASCII码格式,通过采集驱动的设计实现对该格式的解码并最终完成其数据的OPC发布。
由图1可看到,设计上增加了一个数据缓存池堆栈来暂存数据,确认质检仪器服务端与集成系统客户端的通信信号正常后再把数据发布到OPC Item(为防止内存溢出,缓冲池设置了最大值边界,当缓冲池数据缓存数大于边界值时,采用先进先出原则发布数据到OPC Item),从而避免OPC协议的数据实时性而丢失采集数据。
1.2 数采集成系统组件结构设计
烟厂的制丝过程中,产品检验项目包括物料含水率、烟丝整丝率、烟丝碎丝率、烟丝填充率、香精香料折光密度和检验室环境温湿度等,所用的检测仪器包括烘箱、电子天平、振动筛、MW3300微波水份仪、DD60A填充仪和温湿度仪等,烘箱和振动筛分别用于检测物料含水率和烟丝结构(整丝率、碎丝率),两者均根据检测前后样品重量的变化计算出实际检测值,故其与电子天平测量结果有关,通过电子天平称重数据的采集便可实现检测结果的自动计算。整个数采集成系统网络结构如图2所示。
1.3 集成系统数采数据结构设计

图1 仪器数采驱动总体设计流程图

图2 数采集成系统组件结构图

表1 质检数据项记录

表2 OPC ITEM数据记录
系统设计通过单件模式来封装上述两个数据结构,采用动态数组或TStringList技术来实现单件模式的数据容器类,实现数据缓冲池及OPC数据Item容器的全局访问,单件模式的设计上能够很好的满足全局访问和实例唯一性的要求。
1.4 外部接口
Serial Communication OPC Server服务程序通过硬件串口通信协议与质检仪器获得连接读取仪器串口输出数据。
服务程序通过OPC DA2.0标准通信协议通过OPC Item向外发布数据。
2 集成系统操作终端技术架构设计
根据上述设计要求,通过数据采集驱动与质检仪器的通信,直接从串口上获取每次质检数据,并通过标准的OPC通信协议接口发布。同时,数据处理终端系统可实现检验单据的登记和维护。图3所示为烘箱含水率检测数采终端界面。
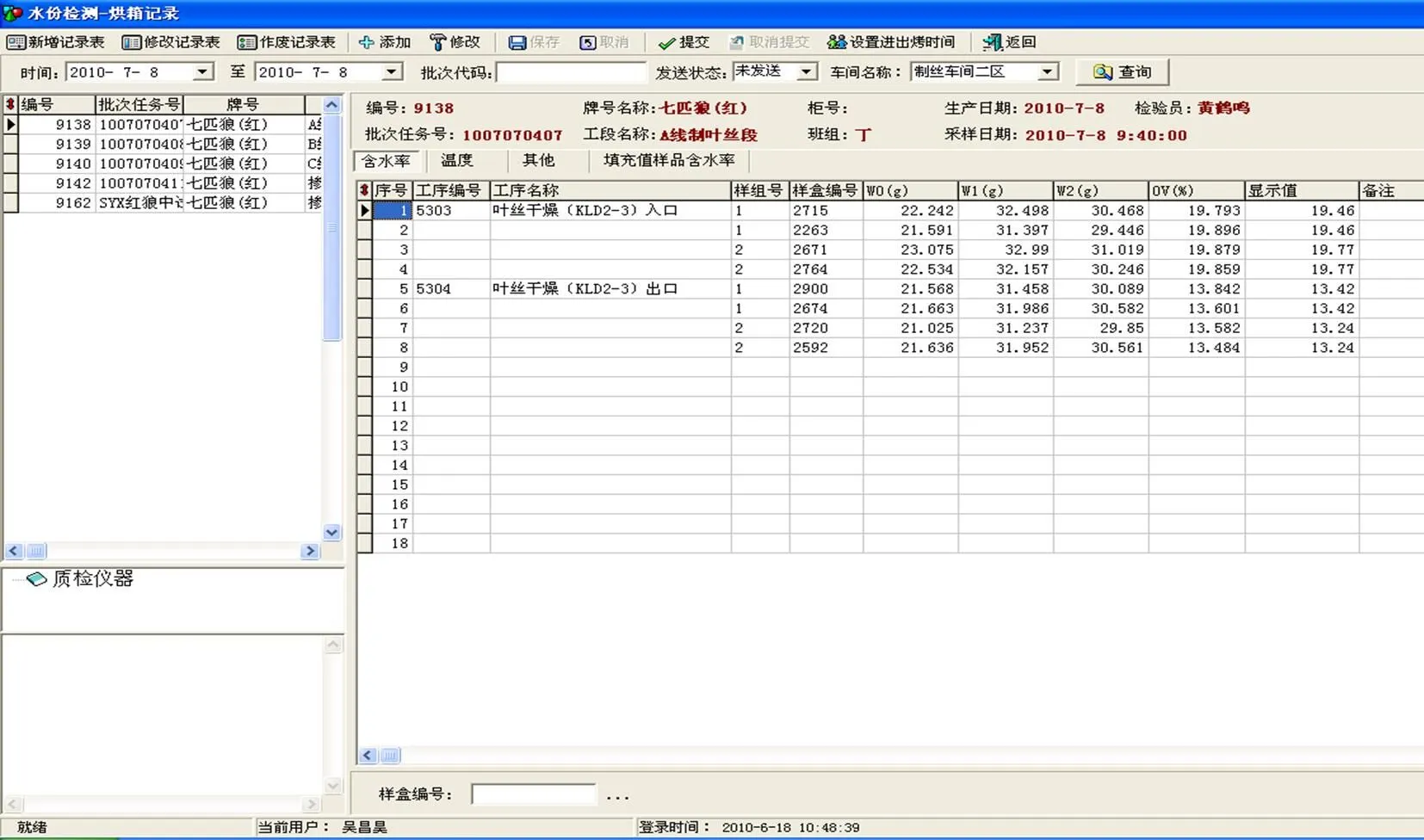
图3 烘箱含水率检测数采终端界面
图3中相关变量的计算关系为:
OV(%)=(W1-W2)/(W1-W0)×100%
式中,OV(%)—样品含水率实测值;W0(g)—空样盒重;W1(g)—样品烘前湿重(含空样盒重);W2(g)—样品烘后干重(含空样盒重)。
为了方便检验员进行含水率计算,系统应用前,样品重保持为10g,不宜有偏差以便于人工计算。系统应用后,样品重量范围为10±1g,通过系统并实现含水率自动计算,大大提高了称重效率,并使得样品外部滞留时间大为减少,从而降低了含水率检测前的散失,确保产品检测数据的有效性和准确性。
根据不同的质检项目和不同的设备仪器,可设计操作模式类似、操作界面略为不同的质检员终端界面,不同类别的检测数据可根据批次任务号进行关联,为管理层对批次质量的分析评价提供了清晰的数据来源。
3 结束语
制丝质量检测仪器数采集成系统的设计并成功应用,理顺了检验室的各项作业流程,通过检验室环境温湿度的实时监控,确保所有制丝过程产品质量检测数据的有效性。所有检测结果的计算、修约、判定、统计等均实现自动计算,最大限度减少了人工干预,加快数据传递的速率,减少了人为差错的概率,为质量分析评价人员做出快速正确的判断、及时指导制丝生产环节提供了有利的保障。
[1] 杨蕾.实验室信息管理系统在烟草质检实验室的应用[J].分析仪器, 2009, (1): 60-64.
[2] 李欣, 李皓.信息技术在质检系统业务流程管理中的应用[J].中国电子商务, 2009,(9):63.
[3] 王双庆,邢建春,等.基于Nport串口服务器的人防工程智能设备集成[J].工业控制计算机.2008,21(8):8-10.
[4] 赵朝阳,胡泳军,等.基于PLC和OPC技术的信息集成的研究和应用[J].电气自动化, 2007,29(2):22-23.
[5] 代峰燕,王书茂, 等. 用LabWindows/CVI实现Moxa NPor Serve串口通信的方法[J].微计算机信息, 2005,(3):169-170.
猜你喜欢
设备管理与维修(2022年21期)2022-12-28
现代制造技术与装备(2022年6期)2022-12-18
林业机械与木工设备(2022年5期)2022-05-27
装备制造技术(2020年11期)2021-01-26
中国粉体技术(2021年1期)2021-01-04
长江科学院院报(2018年12期)2018-12-19
电子制作(2016年1期)2016-11-07
工业设计(2016年1期)2016-05-04
通信电源技术(2016年4期)2016-04-04
通信电源技术(2016年5期)2016-03-22
