基于CAN总线与以太网的拧紧机控制系统模块化设计
2011-05-11 13:24:54边群星
铁路计算机应用 2011年6期
边群星,陈 凯
(中国北车集团 济南轨道交通装备有限公司,济南 250022)
螺纹副联接是机械行业装配作业所广泛采用的一种方法,为确保装配的质量,必须对螺纹副的拧紧状态予以控制。螺纹的拧紧普遍采用风动和定值扭矩扳手完成,劳动强度大,生产效率低,拧紧质量不稳定。因此,研究设计自动控制的电动拧紧机控制系统,对提高我国生产装备的自主创新水平有很大意义。
1 系统原理分析
1.1 螺纹拧紧原理
要保证螺纹件联接能克服被联接零件所受的各种静态或动态外力,对螺纹件联接的拧紧要求是螺纹件对零件产生一定的“预紧力”。在弹性变形范围内,预紧力与螺栓的受力面积、伸长量及力学强度有关。典型的拧紧控制方法主要有扭矩控制法、扭矩/转角控制法、屈服点控制法、落座点/转角控制法和超声波控制法。
1.2 CAN总线与以太网混合网络
随着以太网技术的进一步发展和完善,特别是通信速率的提高和交互技术的应用,使得以太网技术应用于现场控制领域成为可能,但是已有的现场总线仍将继续存在,工业以太网只能占领一定的市场。从现实来看,以太网扩展了现有的系统,但是现场总线不可能完全被工业以太网替代,后者的潜力巨大,其应用领域一定会不断扩大。所以,将现场总线与以太网结合,从而实现底层生产与上层管理的紧密集成,已经成为一种趋势。CAN总线作为国际上应用最广泛的现场总线之一,在我国也得到了广泛的应用,本文设计以CAN总线作为工业现场总线,实现其与以太网的互联。
2 拧紧机控制系统原理
基于CAN总线与以太网的螺栓拧紧机控制系统方案采用模块化的体系结构设计,充分体现了集中管理和分散控制的设计思想。该系统由2层结构组成:CAN总线现场控制层,以太网总线生产管理层如图1。
现场控制层:以工控机或嵌入式主机作为工作站主控单元,负责对每个轴控模块进行配置,协调模块间的运动,并实时显示各模块的状态。主控单元与轴控模块之间通过CAN总线相连,轴控模块与伺服执行机构和检测单元组成相对独立的控制单元,直接对螺栓进行拧紧等各种操作,每个控制单元把拧紧的过程变化量和状态变化量反馈给工作站,以便主控单元对拧紧过程进行监视、操作和管理。

图1 系统结构图
生产管理层:采用以太网总线控制架构,各工作站通过交换机与服务器及其他控制系统相连,接收各主监控操作站的数据,进行数据备份和综合分析等,并且可以和其他系统或网络进行连接来实现企业的网络化制造。
3 硬件和软件实现
3.1 硬件实现
(1)CAN总线轴控模块设计:CAN总线轴控模块是整个控制系统硬件设计的核心。它是在完成设备功能的基础上加入一个CAN通信控制器接口芯片,实现与CAN总线网络的连接。考虑到开发成本和灵活性,设计中选用独立CAN通信控制器SJA1000芯片和CAN总线收发器82C250芯片。轴控模块结构如图2。

图2 轴控模块结构图
伺服电机采用位置控制模式,由C P L D(EPM570)实现脉冲的分频输出和伺服电机编码器反馈计数从而实现伺服系统的闭环控制。为增强扭矩检测信号的抗干扰能力,一般在扭矩检测环节都采用4 mA~20 mA电流信号作为输入,因此需要250 Ω作为I/V转换,采用ADS7841作为12位AD转换。
(2)以太网设备接口设计:本文所设计的以太网控制框架采用典型的星形以太网架构,每个工作站通过以太网交换机与服务器相连。同时,其他外围监控系统也可以接入,以实现企业的网络化管理。
3.2 软件实现
整个拧紧机控制系统的软件设计分为4部分:CAN总线设备接口通信程序、轴控模块拧紧过程控制程序、各工作站主控程序和以太网层监控程序设计。其中,CAN总线设备接口通信程序、CAN控制器协议转换模块程序主要由SJA1000的寄存器决定,以太网监控程序采用标准的TCP C/S架构,与其他采用此类总线产品相似。本文主要讨论拧紧过程控制程序、各工作站主控程序设计。
(1)工作站主控程序:该程序负责对轴控模块进行配置,协调各模块之间的运动过程,实时监控各模块的工作状态,显示拧紧曲线及参数。螺栓拧紧过程可分为认帽→高速拧紧→落座→预拧→终拧→合格后卸荷几个部分,为了提高螺栓拧紧的精度和效率,对每个螺栓拧紧过程进行分段处理,每一段可以根据产品的工艺需求采用扭矩控制或转角控制,主控程序根据各模块的工作状态发送相应的控制模式指令。主控程序流程如图3。
(2)拧紧过程控制:每个轴控模块的拧紧过程独立性进行。工作站首先要对轴控模块进行配置,根据配置和运行指令,选择扭矩控制或转角控制运行该段的拧紧过程,在此过程中被动向主控工作站发送当前状态,轴控模块的程序流程和每一段的工作过程如图4。
4 结束语
本文介绍了一种可快速重组、高柔性的螺栓(母)自动拧紧机控制系统。在对系统控制原理分析和设备实际工作过程的基础上,探讨了基于CAN总线与以太网构建模块化的螺栓拧紧机控制系统设计。该系统已成功地运行于多条曲轴连杆和铁路货车装配线上,提高了装配精度和生产率,稳定了产品质量,降低了工人劳动强度。

图3 主控程序流程
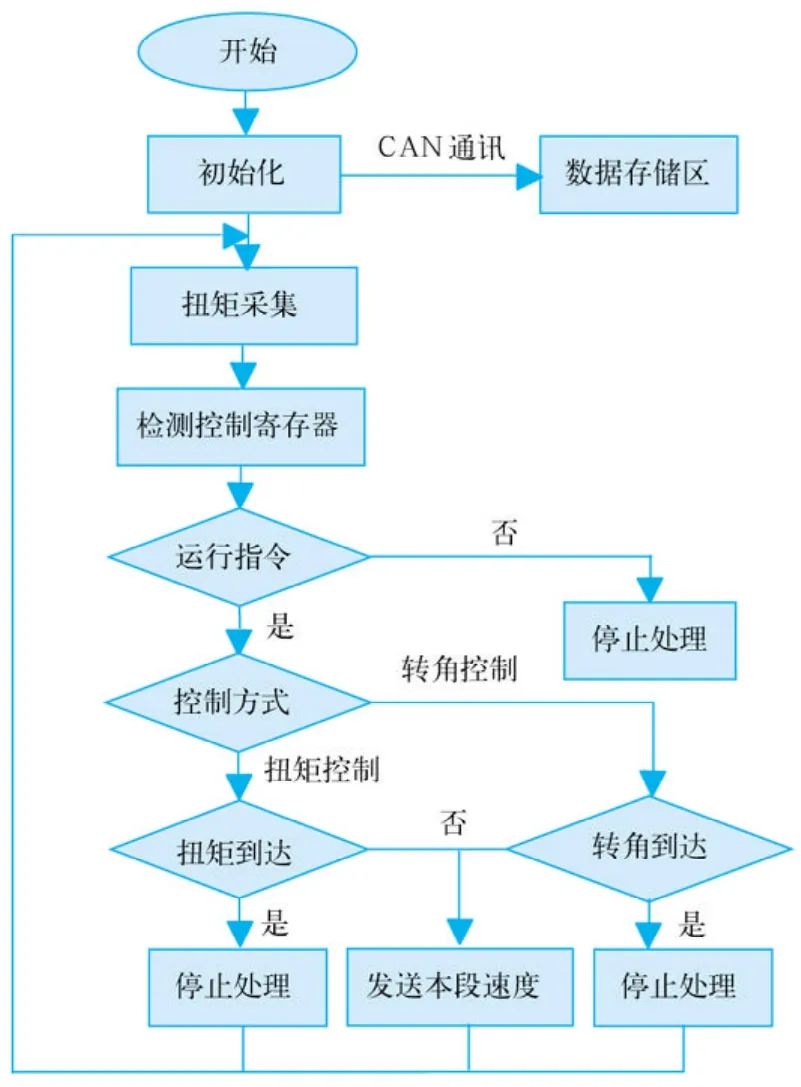
图4 轴控模块程序结构
[1]姜立华. 发动机螺栓连接及拧紧工具应用技术[D]. 吉林:吉林大学,2004.
[2]董玉红. 数控技术[M]. 北京:高等教育出版社,2004.
[3]任永强,杨建国,林巨广,等. 基于力封闭的多功能螺母拧紧机系统设计[J].制造技术与机床. 2004,(1).
[4]任丽华,李凤玲.螺纹拧紧扭矩的理论分析[J]. 煤矿机械,2006,27(7).
[5]刘建文. 螺纹联接及拧紧技术[J]. 汽车工艺与材料,1999,(7).
猜你喜欢
今日农业(2022年16期)2022-11-09 23:18:44
基层中医药(2022年5期)2022-10-24 01:27:32
装备制造技术(2020年1期)2020-12-25 05:18:20
电脑报(2020年32期)2020-09-06 13:55:22
电子制作(2018年2期)2018-04-18 07:13:31
上海公路(2017年1期)2017-07-21 13:38:33
电子制作(2017年24期)2017-02-02 07:14:44
现代工业经济和信息化(2016年12期)2016-05-17 05:37:56
电源技术(2015年7期)2015-08-22 08:48:48
中国交通信息化(2015年11期)2015-06-06 06:51:33