
基于PLC落地镗床电气控制系统的改造研究
2011-05-11 02:49:32刘睿强
制造业自动化 2011年7期
刘睿强
(重庆电子工程职业学院,重庆 401331)
基于PLC落地镗床电气控制系统的改造研究
刘睿强
(重庆电子工程职业学院,重庆 401331)
0 引言
落地镗床属于一种具有较高精密度的加工机床,其加工范围非常广泛,运动部件非常多,机械运动控制系统非常复杂。滑座能够沿左右方向运动、箱体可以沿上下方向移动、主轴前后运动或刀架径向运动均利用落地镗床内部七个电磁离合器和二个液压电磁阀组合调整齿轮箱和进给电动机正反向来进行操作。两个电磁离合器可以完成进给系统加快和减慢的速度调节。主轴电动机仅仅进行旋转运动,利用两个液压电磁阀组合完成实现较慢、慢、较快、快四个速度档位的选择。两个液压泵,一个为润滑服务,另一个为液压服务。此外,进给运动可以完成手动/自动切换。原电气系统为三相半控全波整流装置、散件插板式结构,直流电动机换向采用直流接触器。控制回路是按一定的逻辑关系连接的继电器接触器控制系统,存在着设备体积大,动作速度慢,设备连线复杂的缺点。由于长期使用器件老化,故障率高,维修困难,严重制约了我厂生产经营状况。
可编程控制器(PLC)是以微处理器为核心的通用工业控制装置,它将传统的继电器-接触器控制系统与计算机控制技术紧密结合,集计算机、控制、通讯于一体,具有可靠性高、通用性强、应用灵活、易于使用、维修方便、价格便宜等优点,为工业自动化提供了近乎完美的自动控制装置。因此,采用PLC对落地镗床电气控制系统进行技术改造,很有益处。
1 落地镗床系统的构成及功能
系统设计以保证操作者人身安全、被控设备安全运行、满足客户要求为原则。设计中尽量减低系统造价,增加经济效益,达到落地镗床加工系统的安全可靠、操作便捷的目的。为了达到上面所叙述的原则,系统选型如下:
1)落地镗床电气控制系统采用德国SIEMENS公司西门子的STEP7-200CPU226PLC作为电气控制系统的核心,实现全部控制系统的信号采集、数据运算和逻辑控制功能;
2)为适应工业现场环境。采用SIEMENS公司专为工业现场环境设计的触摸屏OP27触摸屏用来作为显示和监控界面。全中文图形操作,易学易操作,方便维护;
3)采用英国欧陆公司的直流调速器为进给和主轴的驱动控制器;
4)电柜内主要低压电器(如电机空开、接触器)选用施奈德公司产品,接线端子选用魏德米勒产品。该系统主要包括以下几个部分:辅助部分:包括润滑、液压、冷却等;主轴(镗轴)传动;轴进给控制;电控系统。
2 落地镗床的电气部分改造方案
2.1 辅助部分
1)润滑:该机床的润滑主要分为导轨润滑和传动装置润滑两部分。由液压泵(7M1)、传动装置润滑电机(21M3)、滑枕导轨润滑电机(21M4)、主轴箱导轨润滑电机(21M5)、x轴传动装置润滑泵(34M3)、Y轴传动装置润滑泵(33M3)组成。润滑系统的启停由系统自动控制。
2)冷却:冷却部分由冷却泵(7M4)、主轴通风电机(21M2)、x轴通风电机(34M2)、Y轴通风电机(33M2)和z轴通风电机(22M2)组成。其中冷却泵由操作站上的选择开关51SA14控制。通风电机在相关电机运行时自动启动,电机停止后延时停止。
3)压缩空气:压力开关31SP2位于立柱之上,如果电柜面板上的绿色指示灯HL1始终亮着,说明压缩空气充足(在0.2-0.45兆帕之间),如果灯熄灭,系统报警。空压机在总断路器QF0合闸后通电启动。
4)铁屑输送:铁屑输送机沿床身安装,受51SB90和51SB91控制。由两台电机7M10和7M11实现输送控制。
5)松/夹刀具:本机床配有松/夹刀具机构,刀具被弹簧夹紧,液压松开。由夹紧油泵(28M1)和液压泵控制阀(28Y6A和28Y6B)组成。
6)按钮站调整:按钮站的垂直调整由电机31M5进行,水平调整由31M7进行。由按钮51SB5-51SB8(按钮站)和52SB5-52SB8(床身上)控制。限位开关封锁纵向和横向极限,不能限制上极限。按钮站移动时,必须相隔滑枕0.8M。
7)机床照明:由操作站上的选择开关51SA19控制。此灯是附设的,不得作为主照明使用。
2.2 主轴(镗轴)传动
由直流电机21M1驱动镗轴旋转,通风电机为21 M2。电机转速可调。有两种工作方式:点动方式:在点动方式下,按下主轴正转或主轴反转按钮,镗轴旋转,松开按钮后停止;连续方式:在此方式下,按下正转或反转按钮,镗轴旋转直到按下主轴停止按钮。
2.3 轴进给控制
该机床共有三个进给轴: 轴(立柱进给)、y轴(主轴箱进给)和z轴(镗轴和滑枕进给)。每个进给部分都是由一台直流电机、一台通风电机和一些润滑电机、电磁阀和离合器组成。
3 落地镗床主传动控制的PLC改造
1)主传动主控制电路
主轴由30kW,400V直流电动机来驱动,采用英国欧陆全数字化的可控硅直流调速装置。系统采用速度环、电流环双环调节系统和无环流电枢可逆方式,所有参数通过键盘和显示单元进行调整或输入。主轴电动机的调速范围为1:18,最高转速n=1500r/min,最低转速n=83.3 r/min。由悬挂按钮站上的调速器进行无级调速。
2)主传动控制的PLC外围电路设计为扩大机床变速范围,主轴有4挡液压机械变速,用旋钮SA6切换电磁液压阀YV1、YV2来实现变换机械挡位。主轴能正反向点转,点转时电动机的转速83r/min。
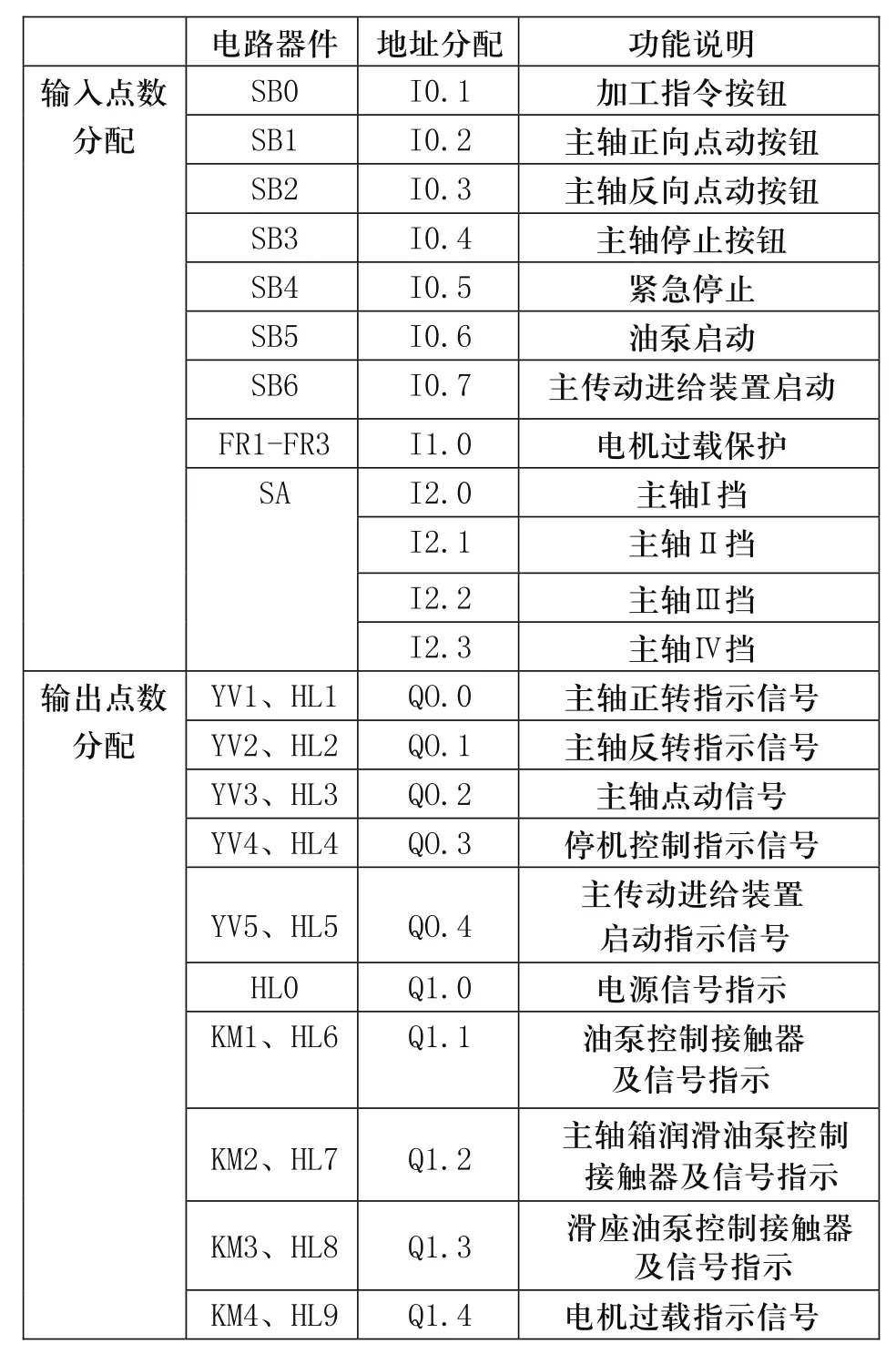
表1 落地镗床主传动I/O地址分配表
3)主传动的PLC控制程序设计,落地镗床主传动控制设计主要实现主电机的正转、反转、正向点动和反向点动以及转动速度可控调节等动作,PLC共计输入需12点,输出需10点,落地镗床主传动I/O地址分配见表1,落地镗床主传动PLC外部接线如图1所示,落地镗床主传动PLC程序梯形图如图2所示。
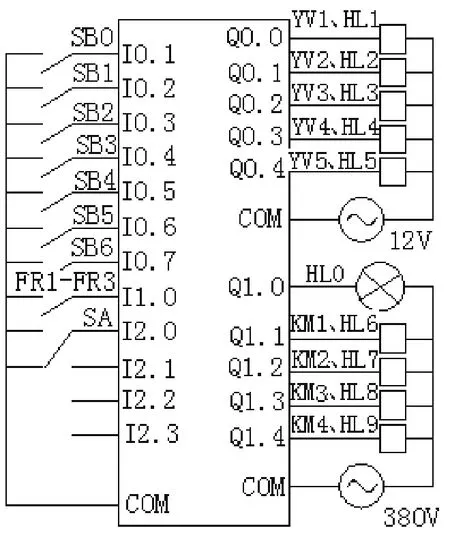
图1 落地镗床主传动PLC外部接线
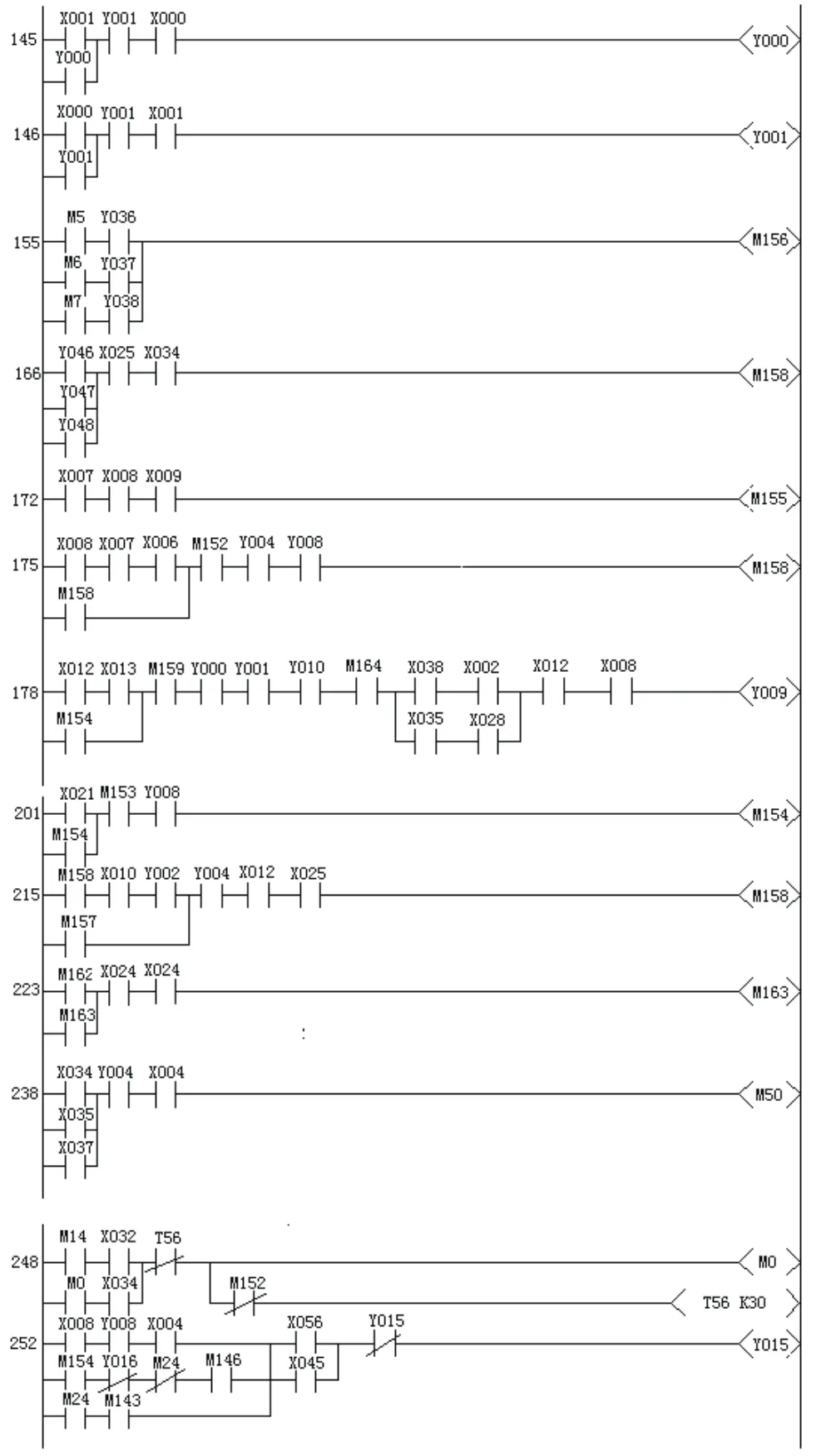
图2 落地镗床主传动PLC程序梯形图
4 落地镗床保护部分控制的PLC改造
1)急停保护;该机床设有三个急停按钮,分别为SB0(电柜面板上)、SB1(床身上)、SB2(操作站上)。便于紧急情况下使用。急停报警时系统立即停止所有运行设备。急停信号除了跟急停按钮关联外,还与柜内冷却风机电源,离合器和电磁阀电源、相序保护器有关;
2)电机保护:每台电机都有短路、过载保护;
3)气压保护:检测气压是否达到额定值;
4)液压系统保护:有油位检测、压力检测等;
5)润滑系统保护:除润滑系统中每台电机的保护外还有润滑油温检测、流量检测、过滤器阻塞检测等;
6)直流电机保护:驱动器检测到电机异常(如过流、过载和过压等)时报警,并对直流电机的励磁电流进行检测,异常时报警;
7)信号异常保护:当系统发出指令后,如果未收到反馈信号则报警发生。如系统松开Y轴制动电磁闸,电磁闸松开的信号未反馈则报警发生;

表2 落地镗床辅助部分I/O地址分配表

图3 落地镗床保护部分PLC外部接线

图4 落地镗床保护部分PLC程序流程图
8)超时保护:设备在设定时间内未完成相关的动作时,系统报警。如X轴松开阀打开5秒钟后没有接收到限位开关动作的信号时发出报警;
9)编码器保护:系统检测到计数模块或编码器异常(如断线、短路等)时报警;任一报警发生时,触摸屏上会显示出当前报警的内容,系统自动停止相关的设备。
进给运动的PLC控制程序设,落地镗床进给运动控制设计主要实现进给电机的正转、反转、正向和反向点动以及转动速度可控调节等动作,PLC共计输入需12点,输出需12点,落地镗床辅助部分I/O地址分配情况如表2所示,落地镗床辅助部分PLC外部接线如图3所示。
控制程序设计通过控制面板的转换开关SA,电气控制系统可实现手动/自动复位控制。为了实现落地镗床保护部分的准确控制,程序采用了PID算法。程序流程如图4所示。
落地镗床其余部分的控制可以按照同样方法得以实现。
5 结束语
通过实验运行结果表明,将PLC技术应用于落地镗床能够节约大量的电气元件、导线以及原材料,同时可以提高落地镗床的可靠性、操作更加方便、灵活,调试简单,从能够减少落地镗床控制系统的设计时间,有效地节省了维修工作成本,改善了落地镗床加工零件的合格率,极大地提高了落地镗床的经济效益。
[1]徐世许.可编程序控制器原理、应用、网络[M].合肥:中国科技大学出版社,2000.
[2]李玮.K-205型立式平面磨床的电气改造[J].昆明理工大学学报,2005(5):59-62.
[3]石玉明.用PLC技术改造普通车床的电气控制系统[J].机床电器,2006(3):38-39.
[4]周振宝. 在普通铣床数控化改造中的应用[J].机床电器,2006(3):30-31.
The study on the reform of the ground borer electrical controlling system based on PLC
LIU Rui-qiang
介绍了运用PLC对落地镗床进行数控化改造设计的原理,采用PLC技术控制全数字直流调速器实现落地镗床的主传动控制、保护部分的控制,设计外部接口电路及PLC程序编制。通过实际操作表明经过改造以后的落地镗床具有比之前更高的可靠性,而且在性能上明显优于改造前的落地镗床,有效地提高了产品的质量。
PLC;落地镗床;电气控制系统
刘睿强(1972 -),男,四川彭州人,讲师,硕士,研究方向为工程技术的教学与科研工作。
TG53
B
1009-0134(2011)4(上)-0122-04
10.3969/j.issn.1009-0134.2011.4(上).38
2010-11-16
猜你喜欢
装备制造技术(2021年2期)2021-07-21 05:38:32
制造技术与机床(2018年9期)2018-09-19 06:47:56
证券市场红周刊(2018年21期)2018-05-14 23:11:03
制造技术与机床(2017年6期)2018-01-19 02:41:14
制造技术与机床(2017年9期)2017-11-27 02:13:56
制造技术与机床(2017年3期)2017-06-23 08:11:33
中国市场(2016年45期)2016-05-17 05:15:26
电子工业专用设备(2015年4期)2015-05-26 09:10:40
电机与控制应用(2015年3期)2015-03-01 03:49:46
中国卫生(2014年8期)2014-11-12 13:01:02
