
宏程序在非圆曲线类零件车削加工中的应用
2011-05-11 04:02黄启红
制造业自动化 2011年9期
黄启红
(岳阳职业技术学院 机电工程系,岳阳 414000)
宏程序在非圆曲线类零件车削加工中的应用
黄启红
(岳阳职业技术学院 机电工程系,岳阳 414000)
0 引言
在数控车削加工中,有时会遇到一些非圆曲线类零件的加工,这类零件若采用软件自动编程,则生成程序占用内存较大、程序修改困难且受设备和条件的限制,若采用传统的CNC手工编程,则数控系统提供的直线插补和圆弧插补功能无法直接满足用户的要求。但是,如果利用数控系统提供的用户宏程序功能,可以很好的解决这些形状或尺寸有规律的非圆曲线类零件的加工。
1 宏程序功能特点
现代数控系统都为用户配备了强有力的类似高级语言的宏程序功能,用户可以使用变量进行算术运算、逻辑运算和函数的混合运算。宏程序提供了循环语句、分支语句和子程序调用语句等功能,用以编制非圆曲线等各类复杂零件的加工程序并可精简程序量,减少甚至免除手工编程时繁琐的数值计算。
用户宏程序是带变量的手工编程,是手工编程的精髓。其程序具有简洁精悍,逻辑严密;很好的易读性和易修改性,通用性强,编程效率高;程序内存量小,比执行CAD/CAM软件生成的程序更加快捷,反应更加迅速,能弥补自动编程的不足等特点。
2 宏程序编程思路与格式
2.1 编程思路
宏程序加工非圆曲线轮廓的基本编程思路是用数段直线逼近轮廓线。具体而言,就是设想先将某段非圆弧曲线细分成若干微小线段,然后在每一小段线段上做直线或圆弧插补,来近似表示这一段非圆弧曲线。如果分成的线段足够小,则这个近似的曲线就能够较好地满足加工精度的要求。宏指令编程虽属手工编程范畴,但它将复杂的节点坐标计算工作交由计算机数控系统来完成,编程者只需给出数学公式和算法。可见,宏程序不适宜加工简单直观的零件轮廓,主要适合于常规插补指令无法完成的非圆曲线类零件的加工。
2.2 编程格式
不同的数控系统,宏程序编程格式也略有不同,具体可查阅机床说明书。华中系统数控车床对于非圆曲线类零件加工常采用循环语句编制宏程序,其格式为:
WHILE [条件表达式];
……条件成立
ENDW
当条件式成立时就循环执行WHILE与ENDW之间的程序段,若条件不满足就执行ENDW的下一个程序段。另外,也可采用条件语句编制宏程序,其格式有两种,这里不作阐述。
3 宏程序应用举例
下面以HNC-21/22T系统数控车床为例,具体分析如何应用宏程序来加工含椭圆及抛物线轮廓零件。
3.1 设计思路
如图1所示零件,工件原点设在工件右端面与轴线的交点处,工件坐标系即编程坐标系的建立是通过对刀来完成的。该零件加工遵循从右至左、从近至远的加工原则,先用固定循环指令粗加工抛物线面、锥面、椭圆面及圆柱面后,再对零件进行精加工。用切削循环指令G71编写宏程序时,是在精车程序中给变量赋值、进行数学运算和执行循环语句的,使得编程更直观、快捷、简便且精简了程序内容,大大提高了编程效率。

图1 含椭圆及抛物线轮廓零件
抛物线和椭圆轮廓用宏程序编写,采用直线逼近法,即在Z向分段,一般以0.2~0.5mm为宜,本程序以0.4mm为一个步距,并把Z作为自变量,X作为Z的函数。经过方程变换后,抛物线方程为,椭圆方程为,用变量#1和#2分别代替公式中的Z和X;再进行坐标转换,即将非圆曲线上各点的坐标转换到编程坐标系下,用变量#11、#22分别代表非圆曲线上各点在编程坐标系下的Z和X坐标;然后根据条件完成各点的坐标值走刀。
3.2 切削用量
1号刀为外圆粗车刀,粗加工时主轴转速为600r/min,进给速度为0.2mm/r,吃刀量为1.5mm;2号刀为外圆精车刀,精加工时主轴转速为900r/min,进给速度0.1mm/r,X方向精加工余量为0.5mm,Z方向精加工余量为0.1mm。
3.3 结构流程框图
对于该例中抛物线和椭圆轮廓加工,宏程序结构流程框图相同,如图2所示。

图2 宏程序结构流程图
3.4 参考程序(如图3所示)
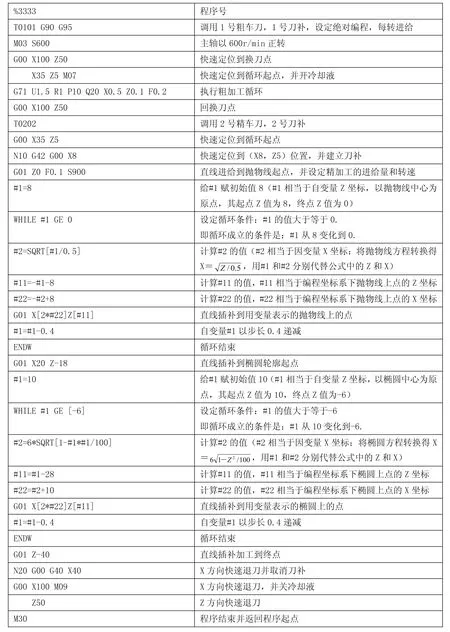
图3 参考程序
4 结论
宏程序允许使用变量、算术、逻辑运算及循环语句、条件转移等方法编制传统数控编程无法实现的非圆曲线类数控车削零件的加工,其变量编程方式增加了应用对象的灵活性,能将相同结构编成通用程序,大大提高了编程效率。因此,利用用户宏程序功能,充分扩展了数控机床的使用范围和使用功效,具有广泛的应用前景。
[1]禹诚.数控车削项目教程[M].华中科技大学出版社,2008.
[2]冯志刚.数控宏程序编程方法、技巧与实例[M].机械工业出版社,2008.
[3]程启森.非圆曲线的宏程序编制方法应用研究[J].现代制造工程,2010(3):46-48.
[4]刘美玉.宏程序在非圆曲线轮廓零件加工中的应用[J]. 滨州职业学院学报, 2009,(2):35-37.
Application of user macro-program processing non-circular curve parts in cnc turning process
HUANG Qi-hong
文章分析了宏程序功能的突出特点、编程思路及常用编程格式,并以HNC-21/22T系统数控车床为例,对含抛物线及椭圆轮廓的非圆曲线类数控车削零件,如何用宏程序来加工的设计思路、工艺参数、结构流程图及程序编制等进行了具体分析。在数控车削加工中,宏程序使用变量、算术、逻辑运算及循环语句等方法,能够编制传统数控编程无法实现的非圆曲线类零件的加工,其变量编程方式增加了应用对象的灵活性,使宏程序具有通用性,大大增强了数控机床的使用功能。
宏程序; 非圆曲线; 数控车削加工
黄启红(1978 -),女,湖南湘阴人,讲师,工学学士,研究方向为数控加工技术。
TH161
A
1009-0134(2011)5(上)-0049-03
10.3969/j.issn.1009-0134.2011.5(上).18
2010-12-30
猜你喜欢
智能制造(2021年4期)2021-11-04
装备制造技术(2020年1期)2020-12-25
制造技术与机床(2019年11期)2019-12-04
制造技术与机床(2019年10期)2019-10-26
制造技术与机床(2017年5期)2018-01-19
制造技术与机床(2017年6期)2018-01-19
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年11期)2017-12-18
制造技术与机床(2017年9期)2017-11-27
中国交通信息化(2017年4期)2017-06-06
