
铺丝头机械手设计探讨
2011-05-10 11:05郑亮昌徐增豪
制造业自动化 2011年17期
郑亮昌,徐增豪,周 民
(1. 上海理工大学 机械工程学院,上海 200093;2. 上海重型机床厂,上海 200245)
0 引言
由于复合材料制造出的构件具有质量轻、抗疲劳损伤性能好、按所需的强度刚度方向确定纤维取向和吸收雷达微波等一系列优点,受到航空、航天工业的青睐。作为复合材料通用制造技术——复合材料纤维铺放,不仅提高生产效率、降低成本,而且易于保证大型复合材料构件的质量。该技术国内起步较晚,国外高性能多自由度数控铺丝设备对我国实行限制。我国大飞机项目已立项,前期规划复合材料用量为15%,随着技术的发展和成熟,复合材料用量将进一步扩大,复合材料自动铺放设备的研制迫在眉睫。

图1 铺丝机
1 铺丝机机械系统构成
铺丝机机械系统是自动铺放成型设备的重要组成部分,其构成如图1所示,该系统包括7个运动轴,主要运动有沿X、Y、Z轴的移动,伸臂上安装机械手控制铺丝头,该机械手的运动为绕X、Y、Z轴的转动。此外主轴箱的回转运动用来控制芯模的转角,芯模装夹方式与车削工件类似采用一夹一顶。铺丝机各轴及运动分配为:X轴——小车前后运动;Y轴——小车上下运动;Z轴——沿床身导轨的左右运动;A轴——旋转轴,绕X轴的旋转运动;B轴——偏航轴,绕Y轴的旋转运动;C轴——俯仰轴,绕Z轴的旋转运动;C轴——主轴箱的回转,绕Z轴的旋转运动。
2 铺丝头机械手设计
2.1 整体方案
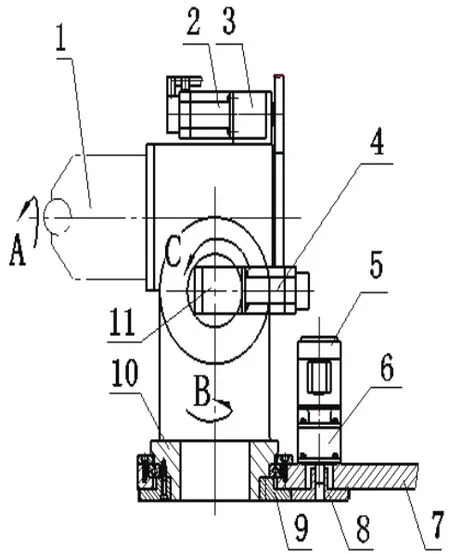
图2 铺丝头机械手结构图
铺丝头机械手结构如图2所示,可以实现三个回转运动。为防止铺丝机工作时,意外突然断电,铺丝头位置发生变化,各轴都采用西门子1FT7伺服电机,且带有刹车和失电自动保护。铺丝头旋转速度为30r/min,所需驱动力矩较大,一般伺服电机的额定转速为3000r/min,应降速增扭。其中旋转轴通过伺服电机驱动减速机,最后通过一对齿轮传动,带动铺丝头旋转±90°;俯仰轴通过伺服电机驱动减速机,其输出轴直接驱动C轴,实现铺丝头俯仰±30°。采用双驱动左右对称放置,有利于受力平衡,而且可以使结构更紧凑;偏航轴通过伺服电机及减速机,最后通过一对齿轮传动,实现铺丝头偏航±90°。
2.2 传动方案分析
该机械手选用伺服电机专用精密行星减速机。其内部齿轮表面经过超精密衍磨,齿轮间配合更加优化,摩擦阻力和振动更小,传动效率可达98%。减速机为中间传动环节,当级数为3时,最大传动比可达为512,完全满足降速要求。对于高精度减速机其回程间隙大概为3角分,再加上最后一级齿轮传动,为保证重复定位精度,如何减少传动回差成为一个亟待解决的难题。
影响回差的主要因素有:1)规定的齿侧间隙与切齿时的进刀误差;理论上一对齿轮在啮合时应该是无侧隙的,实际上为了补偿由于制造误差、安装误差及温度变化而引起的尺寸变化,以防止卡死,同时为了储存润滑油等需要,在轮齿非工作表面间必须规定一定的齿侧间隙,此齿侧间隙必然要引起回差;2)单个齿轮本身的制造误差;3)传动中心距误差;4)轴的弹性变形。
2.3 消除回程误差原理分析
传动链的空回误差主要是侧隙引起的。减小空回误差,可以提高齿轮的制造精度,但要制造没有误差的齿轮显然是不可能的。目前,消除回程间隙的方法主要有:单电机驱动齿轮、单电机驱动双齿轮和双电机驱动双齿轮。
2.3.1 单电机驱动齿轮
如图3所示,采用伺服电机带动减速机,减速后,再通过减速机输出齿轮带动主轴大齿轮转动;同时,通过同步数据传递系统反馈主轴转动数据,对电机输出转角进行修正,以形成闭环负反馈,但是由于主要靠阻尼系统、控制系统补偿来消除传动链误差和齿轮侧隙,精度较低,故一般应用在对回转精度和重复定位精度要求不高的场合。

图3 单电机驱动齿轮消隙原理图
2.3.2 单电机驱动双齿轮
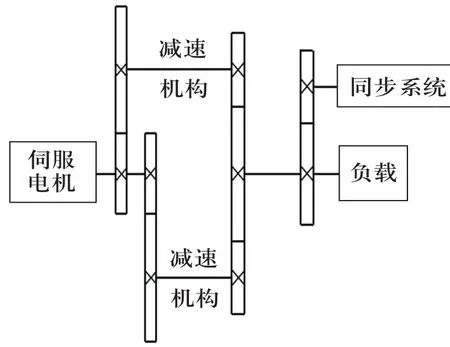
图4 单电机驱动双齿轮消隙原理图
如图4所示,采用伺服电机驱动两条传动链的方式,经过减速机构后,两条传动链的小齿轮分别和输出轴大齿轮的两个相反的啮合面啮合(在传动系统装调时实现)。在系统装配调整好后,输出轴大齿轮的两个相反的啮合面时刻都有小齿轮对应齿面与之相啮合,因此大齿轮不能来回摆动,这就基本上消除了齿轮间隙所引起的空程误差,提高了系统的传动精度。由于这种消除齿轮间隙的方法主要是消除了传动链的末级空程误差,没有消除传动链的前级空程误差,只能满足中等传动精度要求。
2.3.3 双电机驱动双齿轮
如图5所示,采用两个伺服电机带动两个相同减速机,经减速后,两条传动链的小齿轮分别和输出轴大齿轮啮合面啮合。其控制如图6所示,M1,M2分别为电机1、2的输出力矩。电机的输出力矩和电枢电流成正比,所以控制电机力矩,实际上就是控制电机电流。对每个电机,输入的电流指令是基本电流给定信号和差速反馈信号线性叠加之后的复合信号。当电流为零时,由于预置偏置电流(力矩)的作用,两伺服电机输出力矩大小相等,方向相反,称为偏置力矩。在该偏置力矩作用下,两小齿轮齿面分别贴向大齿轮两个相反齿面,因此大齿轮不能在齿隙内来回游动。当两个
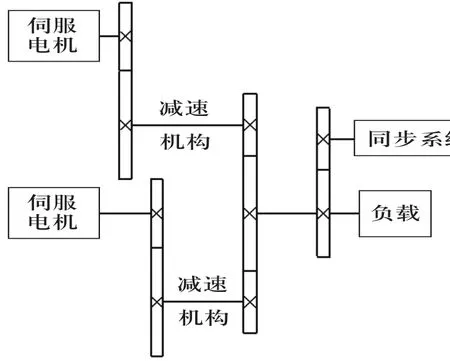
图5 双电机驱动双齿轮消隙原理图

图6 双电机驱动双齿轮驱动力矩关系曲线
电机的给定电流同时同向增加,到达一定值以上,其中被反向偏置的一个伺服电机力矩方向变成和另一个伺服电机相同时,两小齿轮贴向大齿轮的同一方向的啮合面,共同拖动负载。需反向时,两电机的力矩也按此特性变化。一个电机还在原转动方向时,另一个电机提早改变力矩方向,使小齿轮贴向大齿轮的另一方向的啮合面。此后,两电机再回到零偏置力矩情况,这时提早反向的电机拖动负载向反向转。由于两小齿轮不是同时离开大齿轮的啮合面,因而就没有齿隙。该消除齿轮间隙的方法为电消隙,适用于高精度,重载荷场合。
该机械手执行部分为铺丝头,为保证复合材料铺放精度,偏航轴应具有较高重复定位精度,而且该轴所需驱动扭矩大,故偏航轴传动采用第三种方式——双伺服电机双齿轮传动。
3 结论
生产用大型铺丝机研制,我国尚处于起步阶段,本文仅就铺丝头机械手做了分析,提出了一种铺丝头机械手设计方案。对于走丝及控制,还需深入研究。
[1] 肖军,李勇,李建龙.自动铺放技术在大型飞机复合材料结构件制造中的应用[J].航空制造技术,2008,1.
[2] 富宏亚,邵忠喜.七自由度纤维铺丝样机研制[J].航空制造技术.2010,17.
[3] 徐峰,李庆祥.精密机械设计[M].北京:清华大学出版社,2005.
[4] 赖天华.高精度伺服传动系统的设计与实践——双电机驱动的伺服传动系统的设计与探讨[J].电子机械工程,1996:4-5.
[5] Richard Moon,Koksiong Lim.Current Progress on Integrated Design and Analysis Tools for Fiber Steered Composites.American Institute of Aeronautics and Astronautics.2002:1-3.
[6] 林胜.自动铺带机/铺丝机(ATL/AFP)-现代大型飞机制造的关键设备(上),(中),(下)[J].VMEM,4-7.
猜你喜欢
山东冶金(2022年1期)2022-04-19
微特电机(2020年11期)2020-12-30
少儿科学周刊·少年版(2020年9期)2020-03-04
水泥技术(2019年1期)2019-02-26
中国金属通报(2019年5期)2019-01-03
电子制作(2018年17期)2018-09-28
通信电源技术(2018年3期)2018-06-26
山东工业技术(2016年15期)2016-12-01
电子制作(2016年1期)2016-11-07
筑路机械与施工机械化(2015年11期)2015-07-01
