热障涂层在航空发动机涡轮叶片上的应用研究
2011-04-27 07:45:40张志强宋文兴陆海鹰
航空发动机 2011年2期
张志强,宋文兴,陆海鹰
(中航工业沈阳发动机设计研究所,沈阳 110015)
1 引言
高推重比是先进航空发动机的显著标志,实现高推重比最直接手段就是提高涡轮进口温度,限制涡轮进口温度水平的主要因素是涡轮叶片的承温能力。在涡轮叶片燃气流道表面喷涂热障涂层,对提高叶片承温能力有非常直接的效果,并对短时间的超温有很好的缓解作用。国外热障涂层在军、民航空发动机上已获广泛应用,据资料介绍,可取得50~150℃的隔热效果。涡轮叶片工作温度一般都接近其材料的许用温度,此时如果涡轮叶片每降低15℃,其持久寿命约延长1倍。在结构和冷却效果不变的条件下,采用热障涂层技术可以使叶片寿命延长约3~5倍;在保持零件寿命不变的条件下,减少冷却空气用量约20%~30%。从而大幅度提高性能、降低耗油率。因此,从可靠性增长、发动机延寿以及其发展型的研制需求来看,热障涂层是当代先进涡轮发动机设计不可或缺的选择。
2 陶瓷热障涂层的选材与制备方法
2.1 陶瓷热障涂层材料
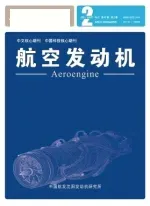
热障涂层(简称TBC)技术是1种表面处理技术,是在零件表面沉积黏接1层低导热系数的材料,利用其低热传导特性,在其内、外表面形成温降,用以降低零件表面工作温度(或提高零件的承温能力)的方法。选用陶瓷做低导热系数材料的涂层称作陶瓷热障涂层,完整陶瓷热障涂层一般由陶瓷面层(工作层)和金属黏接层(底层)组成。热障涂层的工作原理如图1所示。高温高速燃气流(图中标注“气体温度”)在流道(叶片外表面)形成热源,热流在表面层(燃流附面层)、陶瓷面层、黏接涂层、基体、内界面层(冷气附面层)上形成温降和温差,直至达到冷却气体温度。获取陶瓷涂层上的温降是目标所在。
2.1.1 陶瓷面层(工作层)
导热系数是热障涂层材料的1个关键参数。导热系数越小,隔热效果就越好。以氧化锆(ZrO2)为主晶相的陶瓷材料具有热导系数小 (金属的1/10)、熔点高(2677℃)、惰性(不易与金属发生反应),尤其是具有相对较高的热膨胀系数,使其成为理想的热障涂层材料。
ZrO2热障涂层存在1个问题,即纯ZrO2在不同温度下将发生伴有体积变化的相结构转变,会导致涂层内裂纹的形成和材料的损坏。因此,一般均需使用氧化钇(Y2O3)等作稳定剂制成部分稳定的多晶相ZrO2(常用YSZ表示)。该涂层具有很高的强度和韧性,可以增强涂层的黏接强度,提高涂层的抗热疲劳性能。采用质量分数为6%~8%Y2O3部分稳定的ZrO2在1100℃时具有最好的抗热震性能,这个温度正是目前航空发动机涡轮叶片表面的热点工作温度,故一般选用质量分数为6%~8%Y2O3部分稳定的ZrO2做涡轮叶片热障涂层的面层(工作层)。
2.1.2 金属黏接层(底层)
虽然ZrO2是高温陶瓷中热膨胀系数最高的,但也只有高温合金基体的70%左右,如果直接涂覆在金属表面,由于热膨胀系数的差异将导致涂层脱落,达不到工程应用的目的。为此,必须在陶瓷面层和金属基体之间增加金属黏接层(底层),在金属和陶瓷之间起黏接和缓冲热应力的作用。一般选用McrAlY作为金属黏接层,该材料即能满足黏接陶瓷层的要求,同时又能提供涡轮叶片所必须的抗高温氧化腐蚀能力,无论作为陶瓷层的黏接层,还是抗氧化腐蚀涂层,都有着大量的基础研究和相当成熟的工程应用经验,已被广泛采用。
综上所述,航空发动机涡轮叶片采用的热障涂层一般由2部分组成:YSZ作为热障涂层的面层,选用MCrAlY作为金属黏接层(底层)。
2.2 陶瓷热障涂层制备方法
2.2.1 金属黏接层
作为金属黏接层的MCrAlY涂层,在工厂现有生产条件下,为尽可能提高涂层的黏接强度,选用超声速火焰喷涂、真空电弧镀等喷涂方法。超声速火焰喷涂因喷枪火焰出口速度高,经试验证明可以获得较好的喷涂质量;而真空电弧镀涡轮叶片抗氧化涂层所用的工艺有十分成熟的工程经验。
2.2.2 陶瓷面层
制造热障涂层面层的主要方法有电子束物理气相沉积法、激光熔敷法、自蔓燃高温燃烧合成法、等离子喷涂法等。根据国内外研制和使用经验来看,涡轮叶片的热障涂层工艺绝大部分使用电子束物理气相沉积法和等离子喷涂法。也是目前本文选用的主要方法,下面着重介绍这2种工艺方法。
2.2.2.1 电子束物理气相沉积(EB-PVD)热障涂层
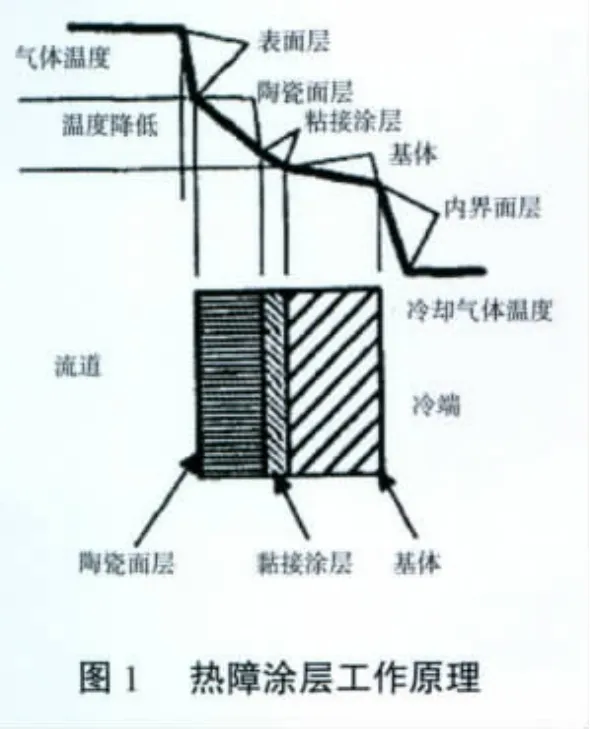
电子束物理气相沉积系统 (EB-PVD)如图2所示。主要工艺过程是:将零件置于设备的真空腔内,用高能电子束将高能量集中在1个很小的区域。在水冷却坩埚里的陶瓷靶材上,用高能电子束扫描方法加热气化陶瓷靶材,陶瓷蒸气以原子为单位沉积到图2中央的零件上而形成涂层。
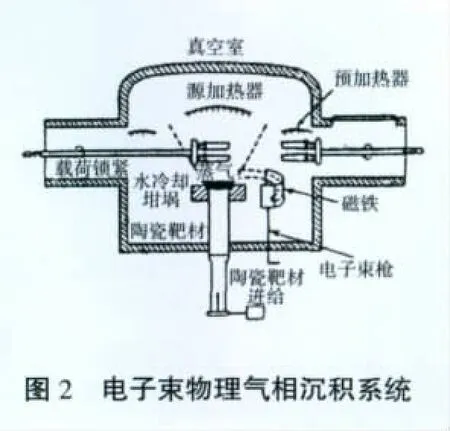
电子束物理气相沉积涂层的特点是:其陶瓷涂层组织由垂直于基体表面的柱状晶组成,如图3所示。绝缘陶瓷柱状晶沿壁面法线方向生长,在高温下,柱与柱可以分开,在热循环过程中允许陶瓷在基体上完全膨胀或收缩而没有裂纹产生,缓解了由于热膨胀系数的差异而造成的热应力,从而大幅度提高了涂层抗热疲劳性能。同时Y2O3部分稳定的ZrO2与结合层之间有α-Al2O3区形成(图中热增长的氧化物),有利于提高抗氧化性。且涂层表面光滑,尤其对燃气流速很高的高压涡轮流道表面,可减小燃气阻力,提高涂层寿命。
2.2.2.2 等离子喷涂(APS)热障陶瓷涂层
等离子喷涂主要工艺过程如图4所示。气体进入电极腔内,被电弧加热离解成电子和离子的平衡混合物,形成等离子体,其温度高达5538~11093℃,且处于高度压缩状态,所具有的能量极大,等离子体通过喷嘴时急剧膨胀形成亚声速或超声速等离子流;在喷嘴出口前,陶瓷粉末被送入等离子火焰中迅速加热熔化,随后雾化成细小的熔滴,随等离子流喷射到零件表面上,快速冷却固结形成沉积层。等离子喷涂的优点:高洁净气氛,高热焓,等离子体温度极高,化学反应速度可以提高几个数量级,快速合成许多常规方法难以合成的材料;高温度梯度,对金属的冷却速度高达106 K/s,可获得晶粒非常细小的微晶材料;集熔化-雾化-快淬-固结等工艺于一体,成型性优良、结合牢固;陶瓷涂层组织特点是有大量的气孔与微裂纹(如图5所示),可以缓解热应力,提高涂层的热疲劳寿命。这些优点使等离子喷涂在涂层技术中占主导地位。


涂层材料均是Y2O3稳定的ZrO2,涡轮导向叶片常采用等离子喷涂或超声速喷涂工艺,涡轮转子叶片采用电子束物理气相沉积工艺(EB-PVD)。
3 涡轮叶片喷涂热障涂层技术难点
高压涡轮导向叶片是发动机中工作温度最高的零件,其主要失效模式基本与温度有关,增加热障涂层提高承温能力的需求最为迫切。根据使用需要,涡轮导向叶片一般都设计成双联或多联为1组(如图6所示),同时叶片表面分布有大量的气膜孔,给热障涂层的喷涂工作带来了很大的困难。

3.1 对叶片气膜孔堵孔的影响
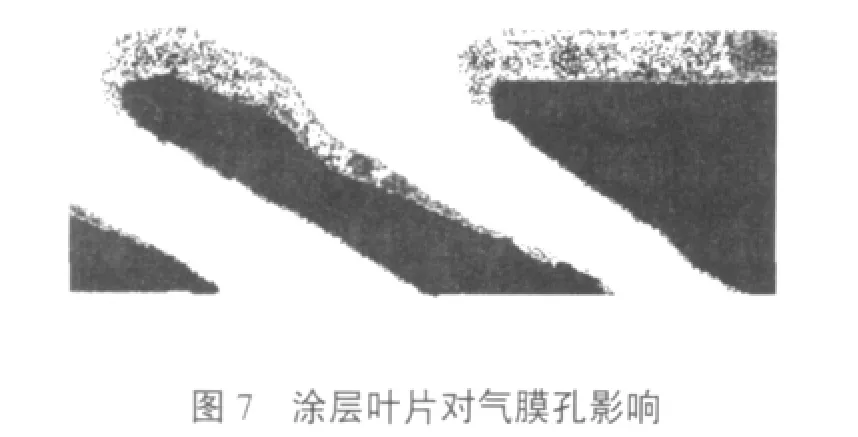
冷却降温是构成叶片承温能力的最重要部分,气膜冷却又是实现冷却降温的最主要形式,一般涡轮气冷叶片在叶型表面都分布有采用激光或电火花加工的数十到数百个气膜孔,气膜孔一般外径大于内径(呈锥形),平均直径多为0.3~0.6 mm;为在叶片表面形成较好的气膜覆盖,一般气膜孔与叶片壁面都设计有较小的夹角;喷涂热障涂层必须尽量避免或减少对叶片气膜孔的影响(如图7所示)。
3.1.1 EB-PVD电子束物理气相沉积的影响
EB-PVD电子束物理气相沉积产生涂层在冷却孔的开口处迅速变薄(表面沉积物),沉积的热障涂层只能影响到孔口区域,因此,当热障涂层总厚度在0.15 mm左右(目前EB-PVD方法的最优涂层厚度)时,测量显示气膜孔径的影响一般为0.02~0.05 mm。由于EB-PVD方法的自动化程度高,气膜孔的堵孔规律一致性好,可以采用预先放大孔径的办法,保证喷涂热障涂层后的气膜孔径符合设计要求。
3.1.2 等离子喷涂的影响
等离子喷涂涂层在孔开口处极易形成涂层,被溶化的等离子喷涂粉末相互黏结,可以封闭一些小的冷却孔。为此,尝试了几种方法,包括涂后钻孔,在喷涂过程中用金属丝填孔、扩孔,但均不理想,未能广泛应用。对于气膜孔径只有0.3~0.4 mm的叶片,等离子喷涂被确定为不适用工艺;孔径为0.5~0.6 mm的叶片采用等离子工艺喷涂热障涂层,也会造成严重堵孔,有约2%气膜孔被完全堵死,超过半数的气膜孔孔径减小了1/5。
为了解喷涂对气膜孔的影响规律,解剖试验件叶片,记录不同区域热障涂层的成型特点。根据气膜孔与叶片表面法线所成角度较大的特点,增加了在喷涂方向上的控制,尽量保证喷涂方向与气膜孔轴向垂直;根据不同区域特点,限制喷枪的停留时间,控制面层的厚度;调整陶瓷团聚粉的颗粒大小和均匀度。综合采取上述措施后,堵孔问题有了明显缓解。
为验证解决堵孔措施的有效性,分别在喷涂前、喷涂黏接层后、喷涂表面陶瓷层后测量气膜孔直径,测量和记录了约700个孔径值。统计分析表明:采用超声速喷涂NiCrAlY黏接层,使叶片孔径减小约0.02 mm;采用等离子喷涂面层,使孔径减小约0.04 mm。考虑到手工喷涂的不一致性,高压涡轮导向叶片等离子喷涂热障涂层使气膜孔孔径的总减小量不大于0.1 mm。
如果采用机械手+等离子喷涂热障涂层,气膜孔的堵孔规律将会有很好的一致性,可以根据热障涂层对叶片气膜孔的影响值,通过在加工中预先增加孔径的方法,消除热障涂层对气膜孔尺寸的影响。
3.2 热障涂层对导向器面积的影响
涡轮导向器面积是控制高、低压转差,并影响发动机整体性能的关键参数。高压涡轮导向叶片有大、中、小3种,3种叶片组成3组导向器面积,各组别相差3.5%,每组导向器面积的公差范围是±0.5%,如果按热障涂层厚度0.35 mm计算,涂层将使导向器面积减少约7%,超过了叶片2个组别的面积差值,因此,必须予以解决。
3.2.1 热障涂层对单个叶片面积影响
高压涡轮导向叶片双联1组,相邻叶片构成的喉道为拉沃尔喷管形,对于1组叶片中间窗口,正常喷涂热障涂层也会有一定的遮挡,这个区域的涂层厚度将比其它区域薄。为进一步减小涂层对叶片喉道面积的影响,采取了分区方法,在影响面积的部位减小热障涂层厚度,具体分区情况见表1和如图8所示。

表1 热障涂层分区 mm
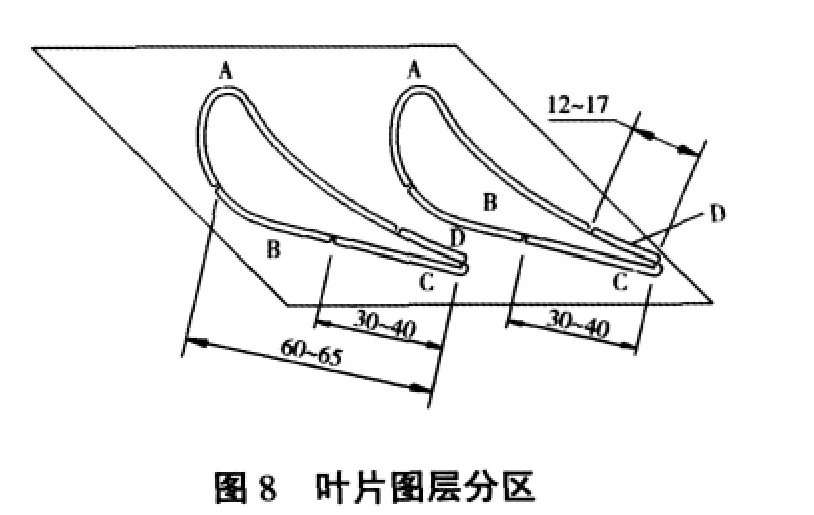
根据测量数据,采取上述方法后,热障涂层对叶片面积的影响小于2%。
3.2.2 热障涂层影响面积在导向器上的解决办法
航空发动机高压涡轮导向叶片具有不同组别的面积,其目的就是为了根据发动机总体性能的需要,调整高压导向器面积。
例如∶某台发动机高压涡轮导向叶片未喷热障涂层前,导向器面积比理论值小了1.0%(超差0.5%);发动机交付使用后,高压涡轮导向叶片喷涂了热障涂层,测量显示喷涂热障涂层使面积减小了1.63%。为使导向器面积恢复到设计值,替换了8组喷完热障涂层的大组别高压涡轮导向叶片,将其面积由200.16 cm2调整到204.56 cm2,满足了高压涡轮导向器面积205.55 cm2±0.5%的设计要求。
3.3 热障涂层黏接层低循环疲劳寿命的影响
涡轮叶片表面经常渗铝或喷涂MCrAlY,作为叶片的高温抗氧化腐蚀涂层和热障涂层的黏接层。但铝系涂(渗)层在一定温度下是1种脆性层,会降低合金的低循环疲劳寿命。为此,与相关院校、参研院所进行了专项研究,通过有针对性(指叶片材料)的对比试验,确定导向叶片黏接层喷涂厚度不超过0.1 mm,高压涡轮转子叶片黏接层不超过0.06 mm。经试验验证,对叶片的低循环疲劳寿命无明显影响,可以满足设计要求。
3.4 喷涂热障涂层的遮挡问题
高压涡轮导向叶片是双联1组,无论采用等离子还是EB-PVD电子束物理气相沉积方法喷涂,都有遮挡问题。在实际喷涂中,目前只能通过调整喷涂角度和距离或调整工件转盘的转动速度,尽量减少遮挡对喷涂的影响。
另外,喷涂中遮挡严重区域也是影响喉道的部位,此处非热点区域,适当减薄此处的热障涂层厚度,既可适应工艺要求,也能减少对导向器排气面积的影响。国外民用发动机的涡轮叶片只在部分区域喷涂热障涂层,完全不会影响喉道面积。只在热点区域喷涂是热障涂层的1种应用方法,值得研究。
4 热障涂层叶片的试验与发动机试车考核
4.1 带纳米氧化锆热障涂层涡轮叶片热疲劳试验
在同样试验条件下,采用相同的试验方法,对带和不带热障涂层的叶片做对比试验,以考核带热障涂层叶片和热障涂层的抗冷、热疲劳能力。经过3000次循环,叶片表面涂层基本完整,叶片未产生裂纹,只在叶片尖部叶背侧有一小区域热障涂层脱落,表明带热障涂层叶片具有良好的抗热疲劳能力。
4.2 带纳米氧化锆热障涂层涡轮叶片隔热效果试验
为验证热障涂层的隔热效果,在同样试验条件下,分别对带和不带热障涂层叶片的冷却效果进行试验。对试验数据分析表明,热障涂层的隔热效果超过了50℃。目前试验所取得的数据还不够多,且有一定的分散度,有待进一步试验补充完善。
4.3 带热障涂层高压涡轮导向叶片QT150 h持久试车
某台发动机完成了QT150 h持久考核试车,累计试车205 h7 min。对发动机分解检查表明,高压涡轮导向叶片的热障涂层基本完整、状态良好;与未喷涂热障涂层叶片相比,高压涡轮导向叶片裂纹、烧蚀、变形等损伤状况有了明显改善,热障涂层发挥了很好的热防护效果。
本文所述热障涂层技术已得到推广应用。
5 结束语
热障涂层是当代航空发动机涡轮叶片设计的关键技术之一,通过工程化研究,不断解决或改进热障涂层喷涂过程中的具体问题,消除或减小不利影响,规范工艺方法,以实现涡轮叶片的承温能力有效提高,为先进航空发动机设计提供技术支撑。
[1]曹学强.热障涂层材料[M].北京:科学出版社,2007.
猜你喜欢
农业装备与车辆工程(2022年2期)2022-10-30 12:59:02
红领巾·探索(2022年5期)2022-06-02 22:32:46
航空发动机(2021年1期)2021-05-22 01:20:44
动力工程学报(2021年1期)2021-01-21 17:43:06
中华养生保健(2020年7期)2020-11-16 01:13:40
火箭推进(2020年2期)2020-05-06 02:53:56
军事文摘·科学少年(2016年11期)2017-02-09 12:54:43
焊接(2016年1期)2016-02-27 12:57:53
中国卫生标准管理(2015年15期)2016-01-15 02:58:43
航空材料学报(2015年6期)2015-02-27 13:48:23