水厂分布式网络控制系统研究与开发
2011-04-23 10:27杨舜杰
山西水利科技 2011年1期
杨舜杰
(上海自来水市北公司沪北供水管理所,上海200063)
1 水厂控制系统总体设计
上海某水厂工程控制系统由中央控制室的一套主站系统、厂区六个现场控制站组成,系统采用“分级控制”策略,现场设备设三级控制,依次为基本级(配电柜)、就地级(现场分控站)和中央级(水厂中控室),是一个多级控制系统。中央控制室监控系统操作平台是Windows2000,采用Intouch组态软件作为系统的SCADA软件环境,并配以成熟的切合水厂生产工艺要求的应用软件以及PLC控制应用软件,监控整个水厂生产过程。现场PLC站自动连续监测所辖区域各仪表检测参数和设备运行状况,并通过中间继电器或现场工业总线,对系统的工艺设备进行开停、流量变化等控制。
2 原水泵房分控站详细设计
原水泵房位于黄浦江畔,距离黄浦江不足20 m,是该水厂的取水头部。泵房设二层,上层布置变配电间、值班控制室以及移动式格栅,下层布置潜水泵井筒、出水管、闸门以及总出水渠。原水泵房分控站系统用于采集该泵站的工艺参数、电气参数、设备状态等,根据工艺要求通过网络或直接I/O对水泵等上述设备进行控制。系统结构如图1所示。

图1 原水泵房分控站系统结构图
泵的控制通过控制高压控制柜的多功能保护器来实现,多功能保护器的主要功能是对水泵电机实现启停控制、低压保护、过压保护、过流保护等。PLC控制器可通过PROFIBUS现场总线向多功能保护器发送启停信号来启动或停止水泵电机的运行,同时,PLC控制器可通过PROFIBUS总线向多功能保护器请求电压、电流、运行状态等数据。
3 加药间分控站详细设计
3.1 加药间混凝剂投加工艺简介及控制系统组成
混凝剂从原液池通过管道进入溶液池,在溶液池与水混合调配成符合水处理工艺要求的低浓度溶液,再经计量泵投加到投药点。在硬件组成上,系统采用美国RockWell公司生产的SLC505系列PLC,用于实现对各种现场采集信号的A/D转换和上位机控制指令的执行。工艺流程如图2所示。
采用状态机的思想将整个工艺过程分成若干个状态,构造出三个功能模块用于实现各阶段功能。功能模块分别为:①溶液池配药模块;②溶液池调度模块;③自动投药模块。各模块根据相关输入信号进行状态间的切换,然后根据所处的状态确定各个输出。
溶液池配药模块控制每个溶液池进药进水阀门的开关和搅拌器的开停。溶液池调度模块一方面判断何时启动某一溶液池的配药过程并及时向溶液池配药模块发出配药指令;另一方面控制溶液池的出药阀门,实现两溶液池的交替使用功能。自动投药模块是该投药系统的核心,它采用模糊控制技术,以沉淀池出水浊度偏差作为输入变量,计量泵的频率作为输出变量;目标是通过对水质参数的分析,对计量泵的频率进行控制从而在投药点实现混凝剂投加量的合理投加。
3.2 溶液池配药控制模块
溶液池配药工艺如图3所示,1#和2#原液池用来存放混凝剂。设置两个原液池是为了保证原液池维护修理时不会影响净水的正常进行。具体使用哪个原液池需要人工选择。1#和2#溶液池用来存放配置好的混凝剂,它们也是进行混凝剂配制的场所。某一溶液池进行配置前须先关闭切换阀并根据目标溶液的浓度计算所需加注混凝剂原液量。配制时,首先打开相应的进药阀,待进药阀开到位时启动提升泵,混凝剂在提升泵作用下通过管道流进溶液池,开始加注;加注量达到预先计算的值后,关闭提升泵,关闭进药阀并打开进水阀,开始加水;加水至池满后关闭进水阀,完成一池混凝剂的配制过程。

图2 混凝剂投加工艺示意图
为了保证净水过程的连续性,设置了两个溶液池交替使用。由于混凝剂长时间放置会发生水解反应,影响混凝剂的使用效果,因此一池的配制应该在另一池将要用完时进行,并保证另一池在用完前完成整个配制过程,即必须合理调度。
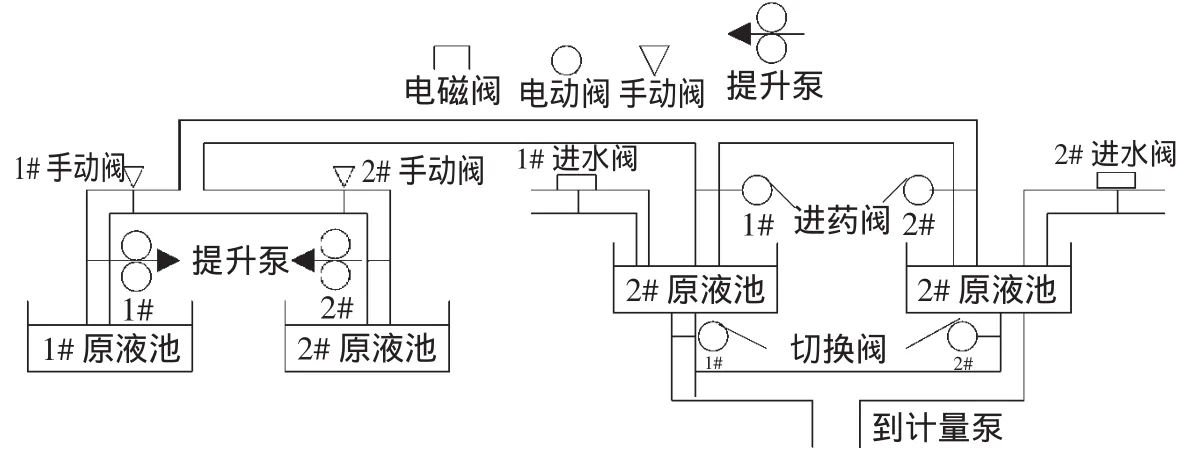
图3 溶液池配药工艺示意图
3.3 溶液池配药调度模块
溶液池调度过程中状态设置及各状态间的转换关系如图4所示。当配药系统控制模式选择自动时,两溶液池开始配药的时间和投入使用的时间是由溶液池调度模块控制的。本模块这样决定何时启动一溶液池的自动配药过程或将一备用溶液池投入使用:当一溶液池在使用中而另一溶液池在备用时,正被使用的溶液池液位会不断下降,当它被用光时,PLC打开备用溶液池的切换阀,将其切换到使用状态,同时关闭已空溶液池的切换阀,将其切换到空置状态;然后,当正被使用的溶液池液位下降到某一特定液位时启动空置溶液池的自动配药过程。该特定液位应该能保证空置溶液池配药完毕后使用中的溶液池药液不会被用光,又能保证配好的药液在使用前不会水解,具体值在调试时根据实际情况确定。为保证设备的安全性及控制程序的易实现性,操作人员在操作时应保证在配药过程中不进行控制模式的切换。系统开始运行时为初始状态,在程序执行的第一个周期内会根据当前是自动模式或手动模式进行状态切换。若为自动模式则根据目前两溶液池切换阀的状态和溶液池液位进行状态的转换;若为手动模式,则转换到手动模式状态。系统运行时如果操作人员进行了手动及自动模式的切换,那么无论系统处于何种状态下都将先切换到初始状态,然后再按图4中的关系进行状态切换。
3.4 溶液池投药控制模块
溶液池投药控制模块由输入输出接口、执行机构、检测仪器仪表和模糊控制器组成。其中输入、输出接口是实现模糊控制算法的计算机系统与控制系统连接的桥梁,输入接口主要与现场各种检测仪器仪表连接,把检测信号转换为计算机系统所能识别处理的数字信号,输出接口把计算机输出的数字信号转换为执行机构所要求的模拟信号,该系统采用Rock-Well公司生产的SLC505系列PLC内含模数转换(A/D)和数模转换(D/A)功能,已很好地解决了接口问题;执行机构是模糊控制器向被控对象施加控制作用的装置,本系统采用计量泵冲程控制器,可以将输入的固定频率的电源转换为相应频率的电源输出,供给投药计量泵电机,从而调节泵的转速,控制混凝剂的投加。
4 滤池分控站详细设计
在混凝沉淀之后,要对水进行过滤处理。滤池过滤系统通过分控站PLC的PID功能自动调节出水阀门开度,滤池水位仪的检测作为后馈,从而实现滤池的恒水位过滤。恒水位过滤的目的不仅保证过滤的效果,而且保证滤后水流量尽量稳定,便于后氯投加。反冲洗是滤池单元操作的最重要工作之一。该控制单元控制滤池的水质周期,按一定周期自动开启反冲洗阀门、反冲风机和水泵,实现自动反冲洗。
系统包括有一个滤池PLC主站和8个滤格PLC子站;在中央控制室设有工程师站,通过组态软件Intouch完成实时控制和监测功能;工程师站与PLC主站之间的数据传递通过工业以太网(Ethernet/Ip)来完成;PLC主站和各PLC子站之间的通信通过ControlNet实现,主站与子站间的距离最大不超过1 km。系统采用美国AB公司生产的ControlLogix系列PLC和FlexLogix系列PLC。监控系统网络结构如图5所示。
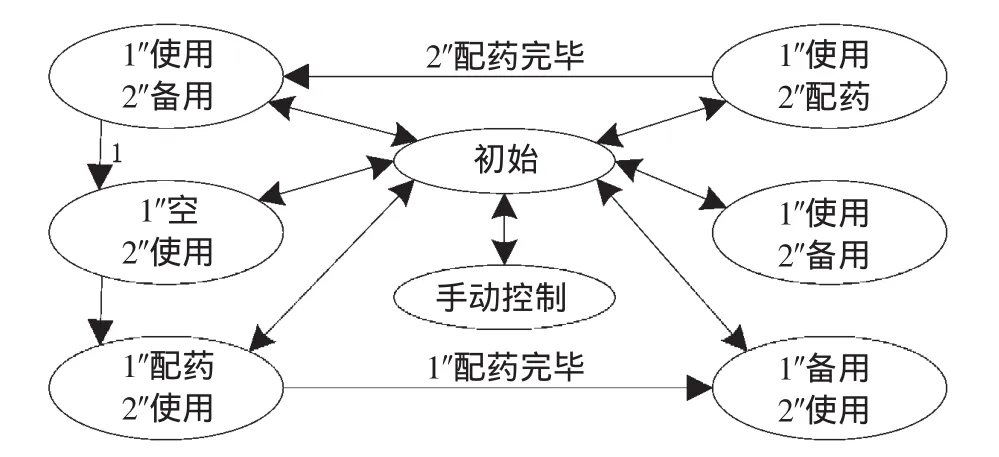
图4 溶液池调度状态状态转换图

图5 滤池控制系统结构
5 排泥水处理分控站详细设计
5.1 排泥水处理控制系统功能组成
由排泥水处理工艺流程图6可知,控制系统需完成如下几个功能:排泥水截留池自动控制;自动排放浓缩池的浓缩污泥;平衡池的污泥量自动控制;自动配制PAM溶液;对离心脱水机的PAM加注进行自动控制。

图6 排泥水处理工艺流程
5.2 截留池的运行控制实现
截留池主要用来收集沉淀池排泥水和离心脱水机的分离水,而后由输送泵将排泥水从截留池输送至浓缩池。水厂采用了智能化泵吸—虹吸排泥方式,排泥时间和排泥水量都随原水的浊度和泥沙沉降特性而变化。在截留池中安装一个液位仪,一个搅拌器(用于均匀池中的泥水浓度,不使泥沙沉淀下来)。通过截留池液位的高和低来控制输送泵和控制池中搅拌器的开和停。为了对进入浓缩池的排泥水量进行控制,在排泥水输送管道上安装了一个流量计,用来反映进入浓缩池的排泥水水量,并且采用变频器实施对输送泵的流量控制,达到对浓缩池进水流量的控制。
沉淀池排泥水经管道流入截留池,池中液位开始上升。PLC接收来自截留池液位仪的信号,当达到某一高度后,PLC发出指令,开启输送泵,排泥水由输送泵送至浓缩池,输送量则由流量计显示并反馈到PLC,PLC可通过变频器对输送泵进行流量控制。
5.3 浓缩池的运行控制实现
浓缩池一旦进水即开始运行。池中的浓度计连续监测池中某点位污泥浓度的变化,信号随时反馈给PLC。当达到某一浓度后,PLC发出指令开启浓缩池至平衡池的排泥泵,较高浓度的浓缩污泥就被送入平衡池积蓄起来。沉淀池停止排泥之后,截留池的水位会慢慢下降,PLC收到截留池低液位信号后发出指令,停止输送泵运作,浓缩池也停止运行。但排泥泵的运行会降低浓缩池内污泥浓度,PLC在收到浓缩池浓度计的低浓度信号后即发出指令,停止排泥泵运行。
5.4 平衡池的运行控制实现
平衡池的运行主要通过对浓缩池排泥泵的限定设置以及对离心机进料污泥泵的限定设置来控制。在实际运作中,设置排泥泵的启动液位为3.0 m,停止为3.5 m。这样,整个排泥水的收集、浓缩、积蓄就在PLC控制下周而复始,自动运行,无人操作。
5.5 离心脱水机及加药量的自控
离心脱水机的作用是将浓缩污泥进行固液分离,是固液分离好坏的关键脱水机械。要使泥与水能很好地分离,除了离心机的转速、差速控制因素之外,PAM投加量的自动控制是至关重要的。投加量的控制涉及到进泥量、进泥浓度、加注量和加注率的选定。对这些问题的设计思路是:①对进泥浓度进行监测,在平衡池中安装了一个污泥浓度计,以显示进入离心机的浓缩污泥浓度;②对进泥量进行监控,在进泥管道上安装一个流量计,在污泥泵上加一个变频器控制,以控制进泥量;③加注量则采用计量加注泵来控制PAM絮凝剂的加注,PAM絮凝剂则完全由PAM自动配制系统供应,这样能完美地实施离心脱水机和加药量的自动控制。
PLC收到离心机开启信号后,延时发出指令,自动开启离心机进泥泵、PAM加注计量泵和螺旋输送器,并接受来自进泥流量计和加注计量泵的信号。根据平衡池污泥浓度计的数值、进泥流量计的数值、PAM配制浓度、最佳加注率,就可以确定计量投加泵的流量,并通过PLC设置。这样PLC自动控制PAM加注泵变频器的设定频率值以控制投加量,离心脱水机对浓缩污泥的固液分离就可自动进行。
在实际运行中,PAM投加量的确定须依据进泥量和进泥浓度而定,加注率一般设定在1.0~1.5 kg/t干泥。
对所有泵都配有报警装置和备用泵并通过PLC控制,一旦运行泵发生故障,报警信号发至PLC,则PLC会自动控制切换备用泵运行,以保证在对故障泵进行维修时不影响系统的连续自动运行。
6 结束语
综上所述,采用PLC作为中央控制,配以液位仪、浓度计、流量计作为一级仪表组合,自动连续监测运行状况,并将监测值实时送到PLC。PLC发出指令,指令会通过中间开关继电器和变频器,对系统的泵等设备进行开停、流量变化等控制,以达到运行的高度自动化。通过PLC上的触摸屏,也可以随时对运行参数进行重新设置,以达到最佳运行条件。
猜你喜欢
现代制造技术与装备(2021年11期)2022-01-04
云南化工(2021年6期)2021-12-21
昆钢科技(2021年4期)2021-11-06
全科护理(2021年15期)2021-06-02
工程建设与设计(2021年10期)2021-04-01
河北工业大学学报(2016年6期)2016-04-16
畜牧兽医科技信息(2016年5期)2016-02-21
西南军医(2016年3期)2016-01-23
当代生意经(2015年3期)2015-10-21
兽医导刊(2014年12期)2014-06-07