飞扬F0数控系统PLC编程与应用
2011-04-18 05:11张璐,佟冬
科技传播 2011年10期
张 璐,佟 冬
沈阳机床股份有限公司,辽宁 沈阳 110141
随着可编程控制器性能的快速提高和微技术小型化的不断进步,可编程控制器的新市场也取得了长足发展。目前,可以通过带有实时能力的硬件和软件来扩展专门设计的控制器硬件或基于个人计算机操作系统的控制器,实现控制复杂的自动化过程。
迄今仍在应用的典型的可编程控制器编程方法,有指令表、梯形逻辑或者控制系统功能图表,而国际标准IEC61131的引入,为利用软件技术的现代化概念进行可编程控制器的统一编程提供了依据。
1 飞扬IEC1131的基本特性
1.1 IEC1131一般信息
飞扬使用符合IEC1131-3 标准的OpenPCS Infoteam产品,该产品包括一个项目浏览器以及一个插入飞扬数控系统的IEC1131-3编译器。PLC通过项目浏览器进行编辑和编译。此外,通过使用“测试与调试”功能,能够显示可编程控制器使用的各种信号且可以调试源代码(在线编辑器)。
1.2 下载资源
编译后,项目浏览器将PLC程序通过TCP/IP发送给数控系统。此操作称为资源下载,当下载结束时,数控系统在FIDIACUSTOM中创建一个IEC1131.SAV文件,以备以后加载。
2 建立PLC程序
2.1 根据硬件地址来定义程序中的地址
在这里,首选建立一个硬件地址配置(pl0000.auc)文件。
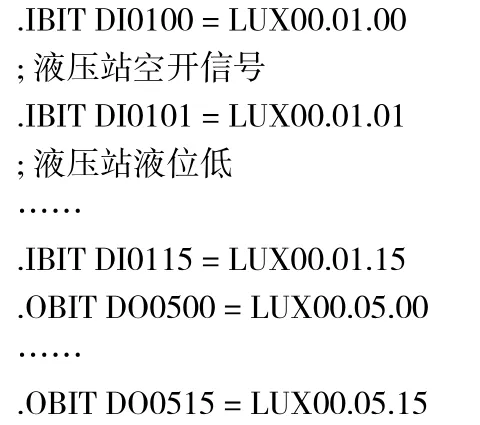
这里.IBIT表示的是定义输入地址,OBIT表示的是定义输出地址,如果一个数控系统只应用一组I/O模块,那么对应的硬件地址就是LUX00.,后面的第一对数字,表示的是第几个I/O模块,第二对数字表示的是该I/O模块上的地址,例如.IBIT DI0115= LUX00.01.15表示的是第一个模块上的第十六个地址。
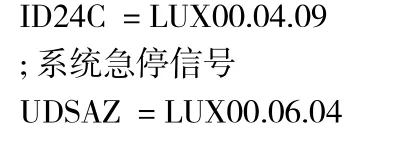
2.2 根据系统信号的定义程序中的地址
系统信号可以直接作用于硬件I/O地址,这些信号的处理则在inipar.def文件中:

2.3 生成I/O配置文件
使用ProfibusGen软件,导入pl0000.auc和inipar.def文件,这时生成3个文件,分别为cnc_io.poe,cnc_mem.poe,plc_io.poe文件,这3个文件分配了CNC硬件地址信号,CNC内存信号以及PLC硬件地址信号,将这些3个文件保存在PLC文件夹内。
2.4 使用OpenPCS建立PLC

图1
编程界面分成5部分:
1)最上方区域为菜单及工具栏;
2)PLC浏览器;
3)编辑页面;
4)诊断输出窗口;
5)附录。
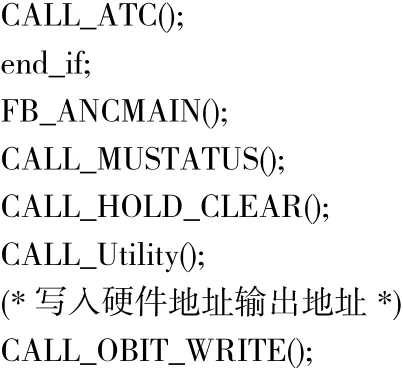
页面(2)包含了ST语言所编写的PLC程序,包含如下几部分:主程序、逻辑程序、库程序,其关系就是主程序调用逻辑程序,调用M代码,调用刀库程序,调用换台程序,冷却程序等,其逻辑程序又包含了一个或者若干个库程序的调用,其主程序如下:

其中,分支逻辑程序的调用可以通过iecblk.set文件中变量的设定值来实现,例如机床刀库设定与调用:

2.5 程序的语法结构
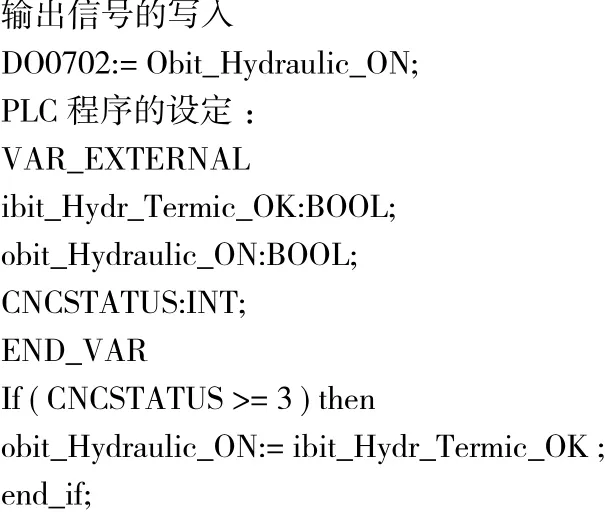
定义输入输出地址的中间变量,类似电气信号的处理只需要更改硬件地址的读写,而不需要重新编辑程序。
输入信号的读取:

2.6 编译与在线调试
3 结论
通过上述篇幅的介绍以及实例的说明,飞扬F0系统基于ST语言的PLC编程不仅具有很好的可读性,并有极高的灵活性,同时语法简单易学,便于日后程序的不断完善,节省了技术人员编程与调试的时间。
[1]Openpcs User Manual,Version5.5.0,ww.infoteam.de.
猜你喜欢
少先队活动(2021年2期)2021-03-29
汽车维修与保养(2021年8期)2021-02-16
学生天地(2020年17期)2020-08-25
数学大王·低年级(2020年3期)2020-03-12
商品与质量(2019年34期)2019-11-29
测控技术(2018年5期)2018-12-09
制造技术与机床(2017年5期)2018-01-19
制造技术与机床(2017年6期)2018-01-19
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年9期)2017-11-27