
利用车床代替镗床加工缸体内孔的工艺可行性分析
2011-04-14 01:48:00李勇强
科技传播 2011年13期
李勇强
龙煤集团鹤岗分公司机电设备租赁站,黑龙江 鹤岗 154103
液压缸体是液压支架中的主要部件之一。在使用过程中经常出现缸体内孔的电镀层脱落、锈蚀等情况。严重的影响液压支架的正常工作,出现了支承力下降的问题。更影响到采煤工作面的安全。
以往针对这种情况都是用落地镗床来加工内孔。加工占用机床台时较多,加工成本较高。为降低加工费用,利用车床来替代镗床对液压缸体进行加工。
1 落地镗床加工液压缸体的工艺分析
在落地镗床上加工液压缸体时,要将液压缸体固定在镗床的工作台上,用较长的镗杆进行镗削。有时由于刀杆长度不够而将工作台旋转180°再进行加工。
1)由于镗刀杆长度较长,加工中切削用量较小,工件占用机床时间比较长;
2)加工后测量,内孔有较小的圆柱度误差。工件精度较低,质量较差。
2 利用车床改造进行镗削的加工工艺
便携式镗床,它涉及一种镗床。它可解决目前无法对汽轮机组的大型零部件进行现场检修和加工的问题:第一电机(2)与减速器(3)连接,减速器(3)的输出轴上固装有第一齿轮(4),第一齿轮(4)与固装在轴套(5)上的第二齿轮(6)啮合,轴套(5)的上下端固装有上端盖(7)和堵板(8),第一齿轮轴(13)和第二齿轮轴啮合,第二齿轮轴(14)的轴头端通过第一联轴器(15)与第二电机(20)连接,第一齿轮轴(13)通过连接套(17)与下传动杆(18)连接,下传动杆(18)通过滑套(19)与横向进给机构连接,横向进给机构与纵向进给机构固接,纵向滑板(28)与上端盖(7)固接,纵向滑板(28)与横向进给机构沿横向滑动配合。
利用车床加工中工件和刀具的相对运动原理,转换工件与刀具的位置即可。将车床的小溜板和中溜板拆下,将液压缸体固定在大溜板上。将刀杆的一端用卡盘夹紧,另一端用尾座顶尖顶紧。这样就完成了车改镗的改造。整个工装是由刀杆、压板、车刀、车刀盘、顶丝、底板、等高V型垫铁、调整垫等组成。刀盘用顶丝固定在刀杆上的中间位置,将车刀用顶丝固定在刀盘上。而液压缸体则固定在底板上的等高垫铁上,通过垫片来调整高度。使液压缸体的中心与刀杆回转中心一致。加工时,卡盘带动刀杆旋转,液压缸体则由大溜板带动实现自动进给,实现液压缸体的内孔镗削加工。切削深度可通过调整车刀来实现。
操作过程中的顺序及注意事项:
1)先将刀杆一端在卡盘上夹紧,而后将液压缸体固定在大溜板上,用尾座顶尖顶紧刀杆的另一端;
2)固定液压缸体前要找正缸体内孔的中心与刀杆的中心一致;
3)合理的选用切削用量。粗车时选取刀杆转速在25 r/min~30r/min,切削深度在0.5mm~0.8mm之间,进给量为0.05mm/r。精车时选取刀杆转速在8 r/min~10r/min,切削深度在0.2~0.4之间,进给量定为0.01mm/r。
3 结论
使用结果表明,此项改造简便实用,工件加工效率较高,内孔加工精度较高。且由于使用了单位台时费用较低的车床替代镗床来加工,加工成本降低幅度较大。是一项切实可行的加工工艺方法。
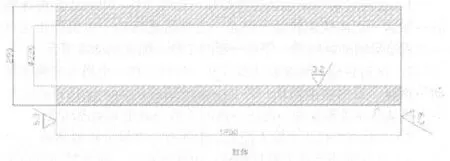
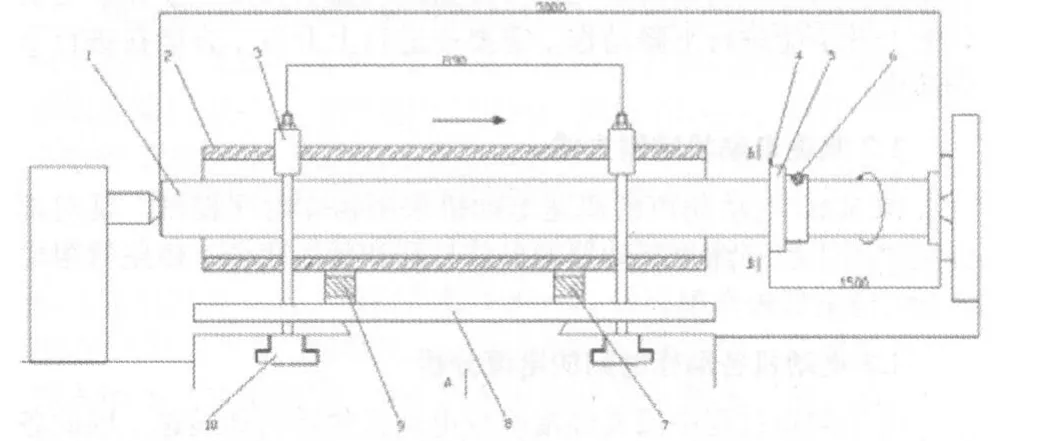
图1
在平旋盘上设有一个与下腔对应的上腔,在上腔内安装有带有拖板的支架;滑块上开有固定传感器用的横槽,传感器的尺身置于横槽内与滑块固定,与尺身配合的传感器读数头通过拖板与平旋盘体固定;发射板固定在上腔内,在平旋盘的周边还安装有通过发射板控制的与接收器配合的发射管;本实用新型的优点是将传感器直接安装在平旋盘上,镗床加工可随机直接进行测量,使镗床镗削精度达到精密机床精度等级,此法不仅可装在数控镗床上由NC控制,也可装在普通镗床上通过数显表进行随机显示。
[1]李丽华.FCC汽油非临氢降烯烃催化剂的制备与应用[D].东北大学,2005.
[2]刘辉.连铸连轧法取代传统上引法生产高速电气化铁路用铜银合金接触线的研究[D].昆明理工大学,2005.
[3]王宏亮,孙秀永.V6发动机气缸体上面巢缺陷分析[J].汽车工艺与材料,2009(1).
[4]刘光清.4115气缸体砂型铸造组芯夹具的优化设计[J].中国铸造装备与技术,2009(1).
猜你喜欢
装备制造技术(2021年2期)2021-07-21 05:38:32
装备制造技术(2020年1期)2020-12-25 05:18:10
重型机械(2020年3期)2020-08-24 08:31:50
航空维修与工程(2020年3期)2020-04-10 08:14:10
山东冶金(2018年6期)2019-01-28 08:15:06
制造技术与机床(2018年9期)2018-09-19 06:47:56
制造技术与机床(2017年6期)2018-01-19 02:41:14
中国市场(2016年45期)2016-05-17 05:15:26
大型铸锻件(2015年1期)2016-01-12 06:33:01
精密制造与自动化(2015年4期)2015-11-28 00:35:25
