
鱼腔内壁擦黑膜装置研究
2011-04-13 07:10:10彭三河长江大学机械工程学院湖北荆州434023
长江大学学报(自科版) 2011年24期
彭三河 (长江大学机械工程学院,湖北荆州434023)
不少鱼产品在深加工或烹饪前需要擦去鱼腔内壁上的黑膜,但目前国内多数水产品加工企业仍采用手工方式擦黑膜,生产效率低、质量标准不易控制,尤其是在处理大量原料时,需要投入大量人力物力,而且工人劳动强度较大[1]。但截止目前,市面上还没有相应的擦黑膜装置。本研究设计了一种擦黑膜装置,通过在鱼加工联合预处理设备中,利用带有一定刚度柔性刷毛的转盘在一定的转速下对鱼体内腔表面进行搓擦擦,并对一定规格范围的鲢鱼进行多因素的正交试验,以寻求其擦黑膜的最佳控制参数值。
1 擦黑膜装置结构及工作过程
图1为擦黑膜装置结构示意图。
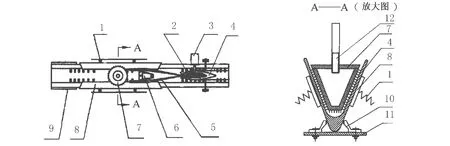
图1 擦黑膜装置结构示意图
该装置由输送固鱼部分、擦黑膜盘部分、支撑部分等几部分组成。固鱼装置由固鱼齿及输送带组成,具有一定弹性的固鱼齿固连在定制的输送带外表面两侧,用于鱼体的固紧和输送。擦黑膜盘为一锥形盘,盘外包有一定刚度的柔性刷毛,擦黑膜盘通过轴与电机相连,支撑压缩弹簧通过支撑板保证鱼体与擦黑膜盘有适当的接触力,使得工作时擦黑膜盘对不同大小鱼体的挤压力基本一致,从而保证擦黑膜性能的稳定。
鱼体在输送带上由固鱼齿夹持往前移动,在前面经过剖腹及鱼腹撑展后[2],进入擦黑膜区,转动的擦黑膜盘进入被撑开的内腔,擦去鱼腔内壁上的黑膜。
2 材料与方法
2.1 试验材料
供试鱼为新鲜白鲢,规格2~5kg。
2.2 试验方法
影响擦黑膜效果的因素很多,如擦黑膜盘转速、输送带速度、支撑压缩弹簧刚度、擦黑膜盘外包材质等。经预试验擦黑膜盘外包材质选择工程硬塑料较好。因此影响擦黑膜性能的主要因素有擦黑膜盘转速、输送带速度、支撑压缩弹簧刚度。为了确定影响擦黑膜性能的各因素的主次关系,找出最佳参数组合,本研究利用擦黑膜装置进行了正交试验和方差分析。试验时,通过调节调速电机的转速改变擦黑膜盘转速,通过更换与输送带转动相关的传动部分的带轮改变输送带速度,通过更换预先设计制造的几种不同的压缩弹簧改变支撑压缩弹簧的刚度。
通过前期单因素试验,发现擦黑膜盘转速较好的范围是840~960r/min,小于840r/min,擦净率很低,高于960r/min,损失率太大;输送带速度主要取决于人夹鱼送料的适应性及加工效率,综合二者,带速在0.12~0.24m/s范围比较适宜;弹簧刚度过小,除净率低,刚度过大,损失率太高,弹簧刚度在80~160N/mm时效果较好。试验因素及水平见表1。

表1 正交试验因素及水平表
选用L18(2×37)正交表安排试验[3]。选定黑膜擦净率c和鱼体损伤率s作为试验指标。黑膜擦净率为每个工况随机选择60条鱼试验取平均值。鱼体损伤率按如下方法确定,每工况准备重量和数量一样的2份待加工的原材料,一份由样机进行擦黑膜加工,另一份由人工擦黑膜,分别称其擦黑膜后的鱼体重量,2份重量之差与原重之比即为损伤率[4-5]。
3 结果与分析
3.1 黑膜擦净率试验
正交试验结果如表2,黑膜擦净率试验的方差分析结果见表3。由表3可知,支撑弹簧刚度k、鱼体输送带速度v和擦黑膜盘转速n的F值都大于F0.01(2,11)=7.81值,说明这3个因素对黑膜擦净率的影响都很明显;因为弹簧刚度k的F值最大,输送带速度v的F值次之,擦黑膜盘转速n的F值最小,所以这3个因素对鱼鳞除净率的影响顺序为:支撑弹簧刚度k的影响最大,鱼体输送带速度v的影响次之,擦黑膜盘转速n的影响最小。
因为擦黑膜盘转速n和鱼体输送带速度v的交互作用项n×v的均方差小于黑膜擦净率的剩余均方差,所以,此2项对黑膜擦净率没有交互作用。结合表2可以得出,黑膜擦净率的最佳水平组合为k2v1n2,即支撑弹簧刚度为120N/mm,输送带速度为0.12m/s,擦黑膜盘转速为900r/min。

表2 正交试验结果

表3 黑膜擦净率试验方差分析
3.2 鱼体损伤率试验
鱼体损伤率试验方差分析结果见表4。由表4可知,支撑弹簧刚度k和擦黑膜盘转速n的F值都大于F0.01(2,7)=9.65;鱼体输送带速度v的F值大于F0.05(2,7)=4.84,而小于F0.01(2,7)=9.65,说明鱼体输送带速度对损伤率有显著影响,由于擦黑膜盘转速n的F值最大,支撑弹簧刚度k的F值次之,鱼体输送带速度v的F值最小,所以,这3个因素对鱼体损伤率影响顺序为:擦黑膜盘转速对损伤率影响最大,支撑弹簧刚度的影响次之,鱼体输送带速度的影响最小。
因为擦黑膜盘转速n和鱼体输送带速度v的交互作用项n×v的F值小于F0.01(4,7)=3.21的值,所以,此2项对损伤率有交互作用,但影响很小,表现不显著。结合表2可以得出,鱼体损伤率的最佳水平组合为k3n2v2(5号试验),即支撑弹簧刚度为160N/mm,擦黑膜盘转速为900r/min,鱼体输送带速度为0.18m/s。

表4 鱼体损伤率试验方差分析
4 小结
本研究表明,装有固鱼齿的输送带夹持并输送鱼体的方法简单可靠、运行平稳、夹鱼方便。利用带有一定刚度柔性刷毛的转盘,在一定的转速下对鱼体内腔表面搓擦进行擦黑膜的工作模式,可以取得较好的擦黑膜效果。
通过样机试验,此类装置对擦黑膜效果起主要影响的因素是鱼体输送带速度、擦黑膜盘转速及支撑弹簧刚度,从方差分析结果可以看出,将3因素调至合理范围,擦黑膜效果的主要指标擦净率、损伤率及感官度等有一个较好的综合体现,完全可以满足鱼加工企业对擦黑膜环节的工作要求。
[1]赵正龙.鲮鱼的机械化加工[J].渔业现代化,2005,(3):36-37.
[2]彭三河,刘良忠.鱼加工预处理机的研制[J].食品与机械,2010,26(4):84-86.
[3]李云雁.试验设计与数据处理[M].北京:化学工业出版社,2005.
[4]朱 国.小型淡水鱼剖鱼机设计与工艺参数研究[D].武汉:华中农业大学,2008.
[5]张均波.淡水鱼机械除鳞技术研究[D].武汉:华中农业大学,2004.
猜你喜欢
农业科技通讯(2021年7期)2021-07-29 08:12:46
水电与抽水蓄能(2021年2期)2021-05-14 01:42:26
农业工程学报(2021年4期)2021-05-09 08:23:58
农业工程学报(2020年6期)2020-05-19 07:46:38
发明与创新·大科技(2019年7期)2019-10-08 03:56:55
文萃报·周二版(2019年8期)2019-09-10 07:22:44
汽车实用技术(2019年14期)2019-08-07 06:19:42
设备管理与维修(2016年5期)2016-03-16 02:20:53
橡胶工业(2015年10期)2015-08-01 09:06:02
食品工业科技(2014年9期)2014-03-11 18:15:56
