
利用变频调速和P L C技术控制花式捻线机罗拉运动
2011-04-04 08:59梁静宇
科学之友 2011年17期
梁静宇
(经纬股份公司榆次分公司,山西 晋中 0 3 0 6 0 1)
花式纱线的种类很多,生产工艺较为复杂,而且在众多的花式线品种中,只有部分品种的生产工艺要求罗拉以恒速运行,像波纹纱、圈圈纱、竹节纱、大肚纱等一类的花式纱线,则要求捻线机上的控制罗拉以分段变速的方式运行。试验采用的捻线机是在原有的环锭细纱机基础上改进而成的,仍然采用原来的集中驱动、分散传动的机械结构,利用继电器控制线路来控制罗拉的运动方式,这种方式不仅不能保存参数且调试非常麻烦,而且存在一些干扰等不稳定因素,会造成纱线质量的不稳定。很多用户希望能改善这种现状并且简化操作,将不同的工艺参数能够保存下来,根据不同的纱线选用已存储的工艺参数来满足复杂纱型的生产工艺需要。
文章将通过实验介绍变频调速的原理并阐述了如何“采用变频调速与P L C技术”实现控制罗拉的运动方式(连续的匀速运行方式、分段的匀速运行方式和随机化的分段运行方式)实现纺大肚纱花式线。
1 变频调速原理
变频调速,根据电机转速与工作电源输入频率成正比的关系:
n=6 0 f(1-s)/p,(式中n、f、s、p分别表示转速、输入频率、电机转差率、电机磁极对数);通过改变电动机工作电源频率达到改变电机转速的目的。这一原理适用于不要求平滑、连续和频繁调速的鼠笼型异步电动机场合。
2 实验过程(以大肚纱为例实验)
2.1 根据计算、测试完成电气控制工作原理图
见图1。
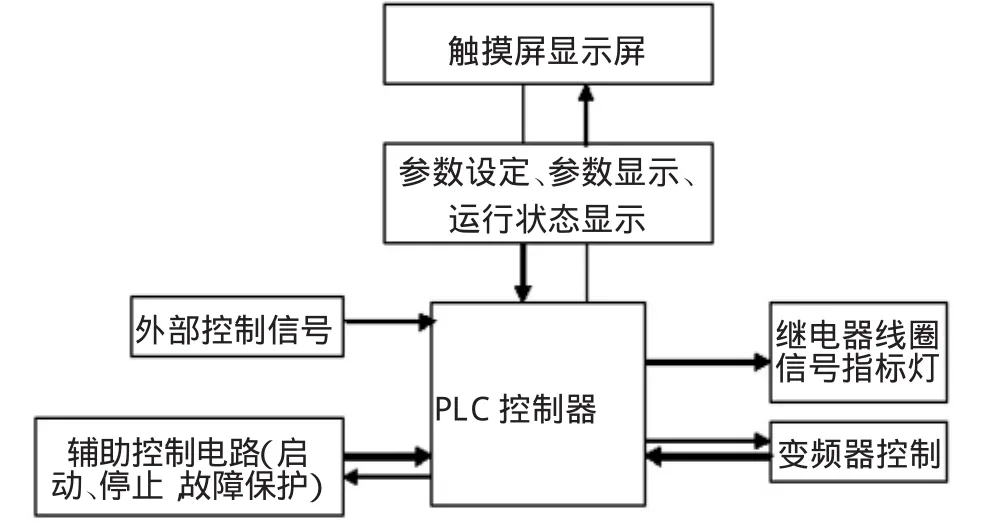
图1 电气控制工作原理图
2.2 工作原理简要说明
整个控制系统是通过其核心“可编程控制器(P L C)”进行统一控制、调度。触摸显示屏用于完成人机对话及参数输入、系统状态查询、过程变量显示等。利用变频调速技术,来完成对各个电机的实时控制,通过变频器分别驱动锭子(中空锭电机、环锭电机)以及控制前罗拉电机、后罗拉电机、芯线罗拉电机、输出罗拉电机的运动方式。
2.3 电路控制系统主要硬件说明
(1)可编程控制器选用西门子S 7-2 0 0的1块C P U-2 2 6进行输入参数计算及输出控制,搭配3块两路摸拟量(A I W0,A I W2)输出的E M 2 3 2模块,控制6个变频器。
(2)由于C P U 2 2 6采用R S 4 8 5通讯编程接口,因此我们选用具有R S 4 8 5通讯接口的触摸显示屏完成系统参数输入及系统各状态显示的功能。
(3)变频控制的关键部件——变频器,经该公司实验采用3种适用不同功率的台达V F D-A系列变频器,分别驱动锭子和控制4根罗拉。
(4)其他电气部件有继电器、变压器、断路器、熔断器等低压电器,用来实现信号灯显示、电路保护等功能。
2.4 电路控制系统功能菜单说明
通过P L C编程对系统进行控制,其界面通过触摸显示屏显示。利用功能菜单,为用户提供参数设定、运行状态监控、故障报警等功能。
系统中共有6组菜单,分别实现“纺纱参数设定”、“系统启停控制”、“运行状态显示”、“系统故障报警”、“系统密码管理”、“系统使用帮助”等功能。
“纺纱参数设定”,子菜单“普通纱线工艺参数设置”、“大肚纱工艺参数设置”。用户通过两个子菜单分别对不同的纺纱工艺参数进行设置并保存。其参数内容说明如下:
普通纱线工艺参数:环锭系数、张力系数、退捻系数、中空锭子转速、成纱捻度、超喂比、牵伸倍数、产量系数、各纱线公支数、档位选择(下拉选择)。
纺大肚纱工艺参数,前罗拉、后罗拉、芯线罗拉参数设置,包括是否纺大肚时间、平线时间、叠加频率等。
(1)“运行状态显示”:此窗口内容包括产量、线速度、每台电机转速、系统关键变量动态值、系统故障等实时系统运行状态数据,便于操作人员对运行过程的监控。
(2)“系统故障报警”:实时显示并提示系统运行中各变频器的故障报警代码。
(3)“系统启停控制”:通过此菜单项同步开、停车的“上升时间”、“下降时间”和节升电机的“节升时间”,其参数可在显示屏上以数字形式显示出来。
(4)“系统密码管理”:系统提供操作用户修改进入系统的密码,以提高参数设置的保密性。
(5)“系统使用帮助”:系统为每项操作提供文档操作说明、关键设置的详解及系统故障说明,便于操作人员的查阅。
2.5 系统控制程序说明
系统控制程序采用可以方便地在Wi n d o w s环境下对P L C编程、调试、监控的S T E P 7-M i c r o/WI N 3 2编程软件作为开发工具,根据电路原理及要实现的控制功能,设计控制程序结构为主程序并调用各模块子程序的结构形式,主程序用于数据初始化、逻辑控制、界面及菜单显示,通过调用不同功能的子程序实现锭子、罗拉按不同参数驱动及运行的功能。
子程序功能说明:
计算参数子程序:根据用户设定不同纱线工艺参数计算产量、输出线速度、电机转速等。
控制电机启停子程序:根据开机、停机指令,使6台电机按照启动时间同时达到根据参数计算出的平线速度,或使6台电机按照停机时间同时将速度降为零的功能。
锭子、罗拉运行方式控制子程序:根据在中空锭、环锭、前、后、芯线罗拉、输出罗拉设置的纱线工艺参数,分别控制锭子、前、中、芯线罗拉、输出罗拉的运行方式,然后根据不同的工艺参数在不同的时间段,通过D/A转换把计算的数据以不同电压值输出到前、中、芯线罗拉、输出罗拉变频器,实现纺不同纱线的功能。
3 结束语
经过反复的实验测试,在测试实验的一台花式捻线机上通过新设计的电气控制部件,利用变频调速和P L C控制技术实现了控制花式捻线机罗拉运动的功能,用户参数设置灵活多变、存储调用操作简单、纺大肚纱质量稳定,达到了预期的效果。
猜你喜欢
科技与创新(2021年19期)2021-10-14
小哥白尼·野生动物画报(2021年6期)2021-07-14
广西文学(2020年8期)2020-08-04
作文周刊·小学一年级版(2019年36期)2019-11-07
数学大王·趣味逻辑(2019年10期)2019-11-06
小猕猴学习画刊(2017年11期)2017-12-08
广州文艺(2017年8期)2017-09-13
中国科技纵横(2015年2期)2015-11-05
科学中国人(2014年16期)2014-11-20
中国新技术新产品(2014年3期)2014-03-24

- 科学之友的其它文章
- 浅谈红层地区小型水库的常见地质病害