
自动导向车系统在汽车内饰KIT线上的应用
2011-03-23 09:31:08余建军雷雄韬刘晓红
湖北工业大学学报 2011年4期
余建军,雷雄韬,刘晓红
(1湖北省机电研究设计院,湖北 武汉 430070;2中国人民解放军75310部队,湖北 武汉 430074)
随着我国汽车市场竞争的日趋激烈,如何控制物流成本,提高物流效率,成为汽车企业在物流领域的重要课题.在生产物流领域,KIT的供给方式由于可以实现作业人员“不行走、不弯腰、不选择、无重体力劳动”的理想作业状态,消除生产过程中的无效工时和无附加值动作,从而最大程度地提高作业效率,降低制造成本,得到了广泛的应用.近几年来,由于自动导向小车的广泛应用,物流管理已经迈入了国际先进汽车制造厂商的行列[1].包括:集配区、自动导向车系统(AGVS)、料车和同步装置.集配区用于存放需进行集配的零配件,并由工人按生产计划的车型集配指令将其放在料车的指定位置,准备供给上线;自动导向车系统将零配件从集配区运送至生产线边的设备,并将用完后的料车返回到集配区;料车用于存放所需集配的小车;同步装置将存放零件的容器与生产线同步运行,保证工人伸手就可取到零配件.
1 内饰KIT线组成
本KIT线主要由4部分组成,布局见图1.其中
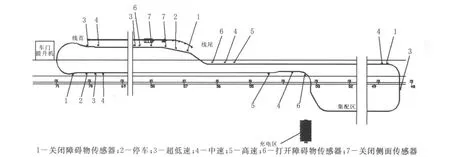
图1 汽车内饰KIT线布局图
通常,AGVS包括控制台、通讯系统、地面导航系统、充电系统、AGV和地面移载设备几大部分.在实践运用过程中,根据对象和需要的不同,内容也会有所改变,体现了AGVS的柔性特点[2].
1.1 自动导向车(AGV)
AGV[3]由机械部分和电气部分组成.机械部分包括AGV本体、控制面板、驱动轮辅助轮、电池箱和充电连接器;电气部分包括AGV控制器,伺服驱动器,电源和传感器(图2).
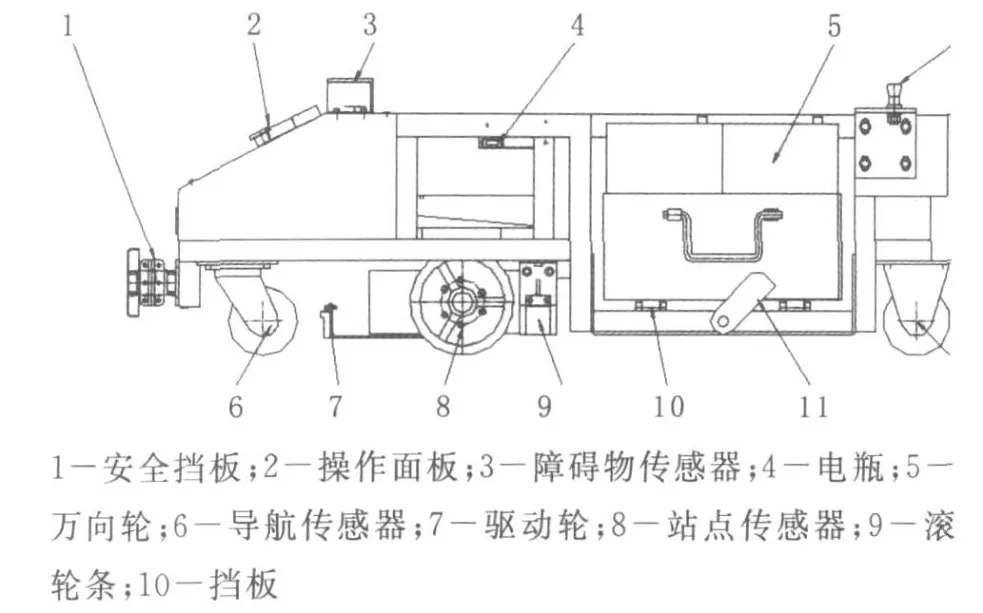
图2 AGV外观结构图
2 控制系统
2.1 系统构成
控制系统采用无线局域网通讯,由主站系统和从站系统组成[4,5].其中主站系统由工控机、显示屏和无线主站(AWK-3132)组成,无线主站与工控机通过交换机实现有线联接,进行数据的传输,从站系统由从站 PLC和无线从站模块(NPORT-W2150 PLUS)组成,无线从站和从站PLC通过串口实现数据的联接,进行数据的传输,无线控制系统采用802.11G以太网协议与 AGV通讯,负责所有的AGV的调度以及信息的监控(图3).
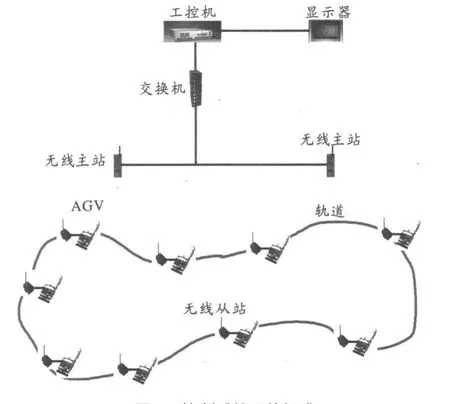
图3 控制系统硬件组成
2.2 控制原理
在原方案中,AGV车体的运行状态是靠地标来改变的.在AGV运行的轨迹边上,有三条与磁条轨道垂直布置的、连续间隔的短磁条,其作用是用于AGV的加减速、停止,以及打开或者关闭障碍物检测传感器.AGV通过站点传感器感应磁条的位置.升级后,PLC通过地标传感器和光电编码器准确地获得AGV的准确位置,PLC将获得的AGV的位置信号、电池电量信号,PLC系统状态信号等通过无线局域网传送到上位工控机,工控机通过软件对AGV的路径进行规划,结果以数据的形式传送到各个AGV,从而控制各个AGV的运行速度和方式.
3 软件编程
3.1 下位机程序
本系统中下位机采用 OMRON PLC(CP1HXA40DT-D).为了实现无线主站和从站的自由通讯,首先必须对串口进行设置(图4).

图4 PLC串口设置图
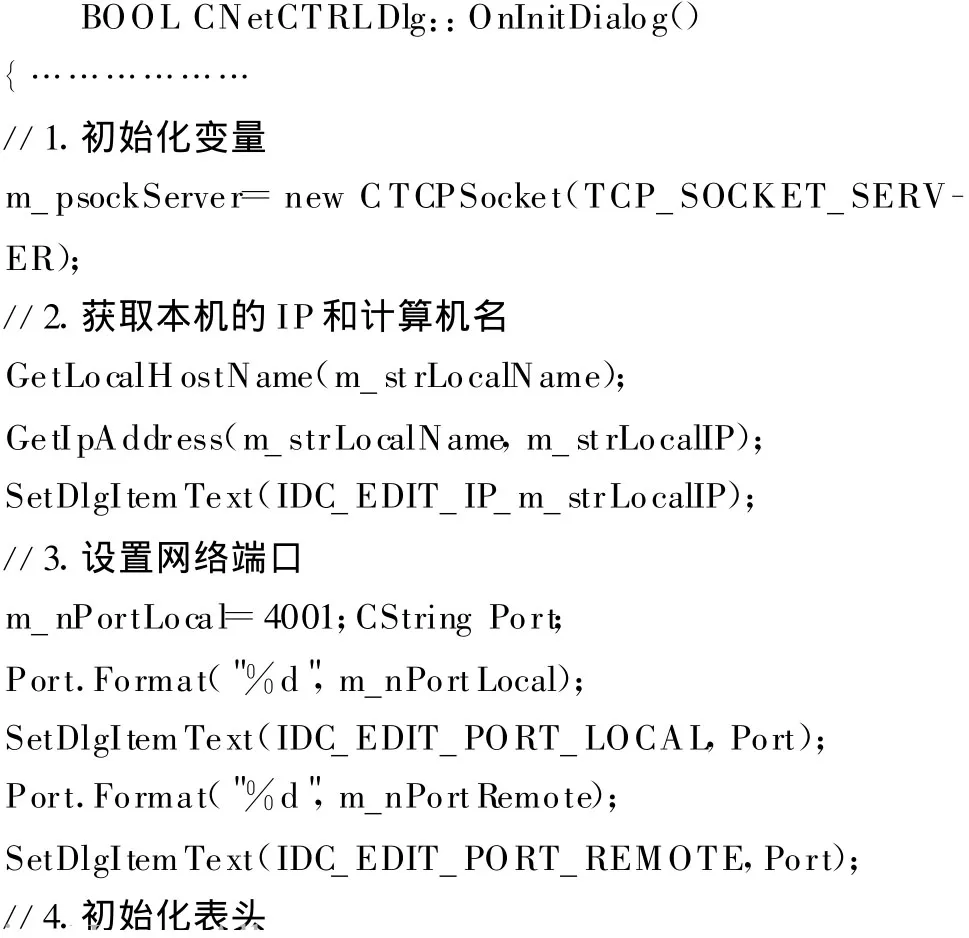
3.2 上位机程序
上位机程序[6]采用Visual C++软件编制,网络端口的初始化程序如下:
4 结束语
对内饰KIT线控制系统的升级改造,将AGVS通过无线网络进行信息整合,使得KIT线更加便于管理和操作,它对于其他生产制造企业的自动化物流系统有很好的参考和借鉴作用.
[1]王德平.KIT供给方式在汽车生产中的应用[J].物流技术(装备版),2010(2):51-53.
[2]苏雅钟.AGV小车系统在自动化物流系统中的应用[J].科技创新导报,2008,31:223-224.
[3]沈 治.浅谈自动导向车(AGV)技术发展[J].科技广场,2008(12):232-233.
[4]吕广明,薛渊,陆念力.自动化仓库控制中心与AGV间的无线通讯技术[J].起重运输机械,2005(4):45-48.
[5]王 海,金学民.基于PLC无线控制网络研究[J]沈阳理工大学学报,2010,29(3):35-38.
[6]岳俊梅.C++程序设计实用教程[M].北京:清华大学出版社,2007:551-864.
猜你喜欢
铁道通信信号(2020年12期)2020-03-29 06:22:00
制造技术与机床(2018年11期)2018-11-23 01:08:02
电子设计工程(2017年20期)2017-02-10 03:39:04
电子制作(2017年23期)2017-02-02 07:17:07
儿童故事画报·发现号趣味百科(2015年4期)2015-12-04 02:24:44
爆笑show(2015年8期)2015-09-22 01:37:29
电测与仪表(2014年18期)2014-04-04 12:33:08
电测与仪表(2014年13期)2014-04-04 12:04:06
自动化博览(2014年6期)2014-02-28 22:32:09
自动化博览(2014年4期)2014-02-28 22:31:15
