采用药芯焊丝减少结构件焊接变形的机理研究
2011-03-20 02:23:46张狄林刘轶强李再华海军驻湖南地区军事代表室湖南40湘潭电机股份有限公司湖南40
船电技术 2011年4期
张狄林 刘轶强 李再华(. 海军驻湖南地区军事代表室, 湖南 40; . 湘潭电机股份有限公司, 湖南 40)
1 引言
目前,药芯焊丝在造船等对产品质量要求较高的行业已经获得大量应用,其不同于实芯焊丝的优点得到了充分的体现。例如,采用药芯焊丝焊接时无飞溅,焊缝的机械性能好,焊缝表面质量高,焊缝的熔敷效率高,焊接线能量小(采用药芯焊丝焊接时的线能量只有实芯焊丝的三分之二左右)等等。但是,有关药芯焊丝与实芯焊丝焊接时引起的结构件的焊接变形则少有报导。本文通过试验研究与理论分析,对药芯焊丝能大幅度地减少焊接件的焊接变形机理进行了论证。
2 材料的选择与制备
通过调研,我们选定企业规模国内一流,技术力量雄厚的某焊业集团的YJ501-1(Ф1.2 mm)药芯焊丝做试验。采用ER50-6(Ф1.2 mm)实芯焊丝做对比实验,采用的钢材为 Q235-B钢板,表 1 为 YJ501-1(Ф1.2 mm)和 ER50-6(Ф1.2 mm)的基础参数。
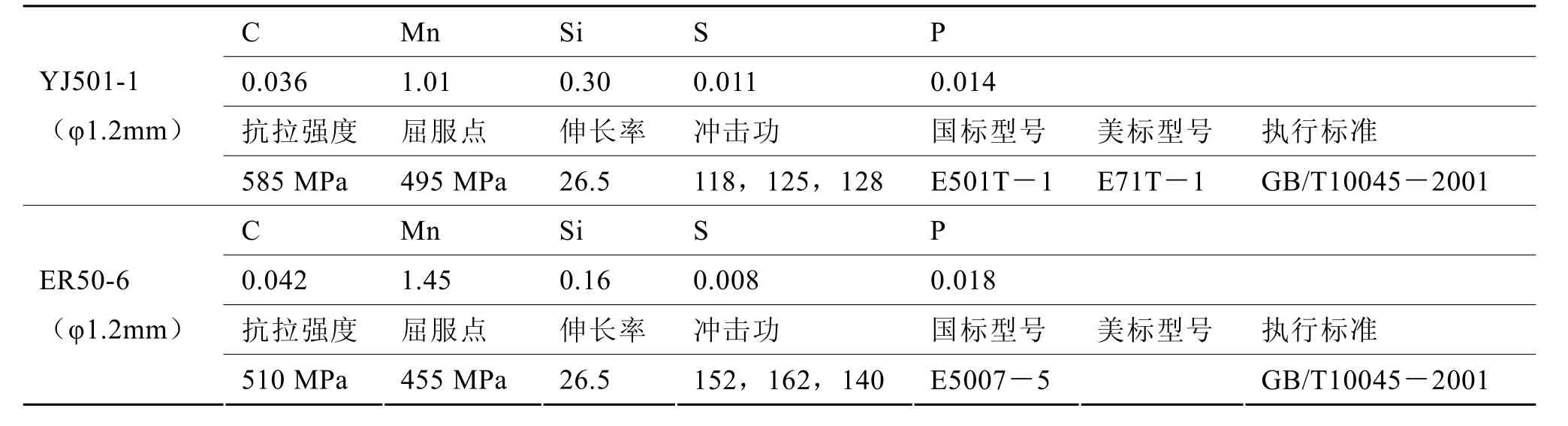
表1 YJ501-1和ER50-6基础参数
3 焊接试验研究
3.1 焊接能量分布对比实验
为了比较药芯焊丝和实芯焊丝的焊接线能量分布情况,在相同的焊接电流和焊接电压下采用相同直径的药芯焊丝和实芯焊丝分别进行了焊接实验,对比分析了两种焊丝的焊缝截面形状。
图1和图2分别表示了实芯焊丝和药芯焊丝的焊缝布置情况。采用的母材都是厚度为20 mm的 Q235-B钢板。图1中的焊缝1,3,5,7都是采用实芯焊丝焊接的;图2中的焊缝2,4,6,8都是采用药芯焊丝焊接的。在图1和图2中,焊缝1和焊缝2采用的焊接电流和焊接电压相同;焊缝3和焊缝4采用的焊接电流和焊接电压相同;焊缝5和焊缝6采用的焊接电流和焊接电压相同;焊缝7和焊缝8采用的焊接电流和焊接电压相同。具体的焊接电流和焊接电压如表2所示。

图1 ER50-6实芯焊丝焊缝布置示意图

图2 YJ501-1药芯焊丝焊缝布置示意图
图3为实验得到的不同焊接规范下实芯焊丝和药芯焊丝焊缝形貌照片,其中左边为实芯焊丝焊缝形貌照片,右边为药芯焊丝焊缝形貌照片。每条焊缝的长度为150 mm左右,取样位置都在150 mm焊缝范围内焊接参数稳定、焊缝成型美观处。所有照片都是采用铣削加工经抛光和硝酸酒精溶液腐蚀后得到的光学显微镜照片。
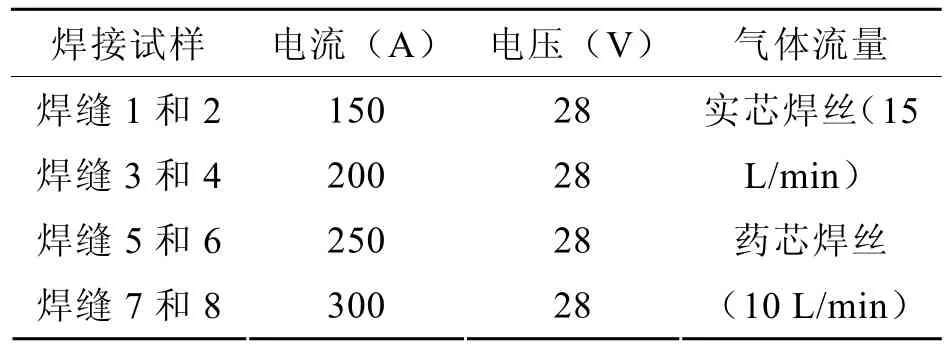
表2 实芯焊丝和药芯焊丝焊接工艺参数对比表
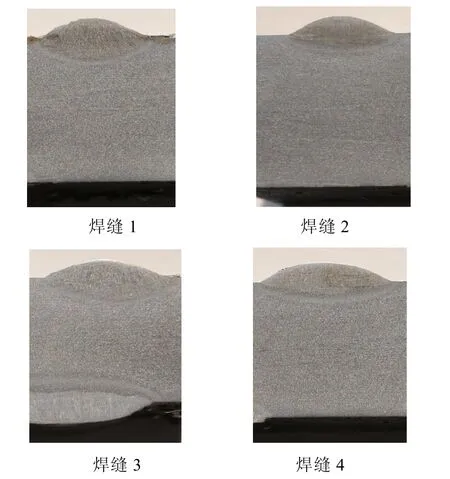

图3 实芯焊丝(左)和药芯焊丝(右)焊缝形貌照片
从图3可以看出:在相同的焊接电流和焊接电压条件下,实芯焊丝焊缝的熔深明显大于药芯焊丝焊缝;在平板上堆焊的情况下,实芯焊丝的堆高小于药芯焊丝的堆高;实芯焊丝的熔池面积与药芯焊丝的熔池面积基本相等。
为了分析两种焊丝焊接时的能量分布情况,基于上述现象,针对相同焊接规范下两种焊丝的焊缝形状,我们设计了图4所示的实芯焊丝与药芯焊丝的熔池截面分析模型。在图4所示的模型中:4点的深度明显大于d点的深度;3点的高度小于c点的高度;12的长度大于ab的长度;截面1234与截面abcb面积基本相等。

图4 熔池截面分析模型
由图4所示的模型可以看出:在相同的焊接电流和焊接电压条件下,实芯焊丝用于熔化母材的能量大于药芯焊丝用于熔化母材的能量(即 4点的深度明显大于d点的深度);实芯焊丝的熔化量小于药芯焊丝的熔化量,即 3点的高度小于 c点的高度;实芯焊丝和药芯焊丝所熔化的金属总量(包括焊丝和母材金属)基本相等,即截面1234与截面abcb面积基本相等。
由此可推断:在输入热量相等的条件下,实芯焊丝的熔化量小于药芯焊丝的熔化量,即药芯焊丝的熔敷效率高于实芯焊丝;在熔化相同金属量(焊丝)的条件下,实芯焊丝输入的能量要大于药芯焊丝输入的能量。换言之,在焊接相同结构件的情况下,实芯焊丝输入的能量要大于药芯焊丝输入的能量,即如果以热输入量衡量一个结构件的焊接变形的话,实芯焊丝所焊接结构件的变形量要大于药芯焊丝焊接结构件的变形量。
3.2 反变形量试验研究
焊接变形可以用焊接过程中工件的反变形量来直观地衡量。
为了研究两种焊丝焊接过程中的反变形量的变化情况,我们制作了如图5所示的标准试样,并通过焊接实验对比研究了实芯焊丝和药芯焊丝在焊接过程中的反变形高度变化。结果发现:采用同一种焊丝焊接时,试件的反变形高度随焊接电流和焊接电压的变化而变化;在相同的焊接电流和焊接电压条件下,采用实芯焊丝和药芯焊丝焊接时试件的反变形高度也不同。具体实验数据见表3。

图5 反变形量实验试板
由表3可以看出:在相同的焊接参数下(相同的焊接电流和焊接电压),采用药芯焊丝焊接时工件的反变形高度小于实芯焊丝焊接时工件的反变形高度。
这一现象由图3中两种焊丝的焊缝形貌照片和图4熔池截面分析模型可以得到很好的解释。由图3和图4可以看出:在相同的焊接电流和焊接电压条件下,采用实芯焊丝得到的焊缝窄而深,而采用药芯焊丝得到的焊缝宽而浅,两种焊丝的熔合面积大致相等,但采用实芯焊丝焊接时母材的熔化量明显大于采用药芯焊丝焊接时的母材熔化量。这说明:采用实芯焊丝焊接时输入母材的热量大于采用药芯焊丝焊接输入母材的热量。金属材料都有热胀冷缩的特点,由于实芯焊丝焊接时输入母材的能量大于药芯焊丝焊接时输入的能量(即熔池面积大),而且注入工件的热量更为集中,在熔池冷却过程(即熔池凝固过程)中就会产生大于药芯焊丝的冷缩量,从而造成采用实芯焊丝焊接时的反变形高度大于采用药芯焊丝焊接时的反变形高度。由此可见:采用药芯焊丝可以有效减少结构件的焊接变形。

表3 不同条件下的反变形高度
4 结论
(1)在相同的焊接条件下,实芯焊丝的焊缝窄而深,药芯焊丝的焊缝宽而浅。
(2)药芯焊丝的熔敷效率高于实芯焊丝。熔化相同重量的实芯焊丝和药芯焊丝,实芯焊丝所需的能量要大于药芯焊丝。
(3)在相同的焊接条件下,实芯焊丝的焊接变形量大于药芯焊丝的焊接变形量。采用药芯焊丝可以有效减少结构件的焊接变形。
(无参考文献)
猜你喜欢
焊接(2016年10期)2016-02-27 13:05:32
焊接(2015年11期)2015-07-18 11:12:46
焊接(2015年9期)2015-07-18 11:03:51
焊接(2015年3期)2015-07-18 11:03:24
焊接(2015年2期)2015-07-18 11:02:38
焊接(2015年8期)2015-07-18 10:59:13
上海金属(2014年4期)2014-12-15 10:40:30
汽车零部件(2014年5期)2014-11-11 12:24:34
机械制造文摘(焊接分册)(2014年1期)2014-03-20 13:57:32
机械制造文摘(焊接分册)(2013年2期)2013-03-20 13:57:13