滚动轴承CAPP系统的探讨
2011-03-16 12:26李丽华
哈尔滨轴承 2011年2期
刘 锐,李丽华
(1.中航工业哈尔滨轴承有限公司 经营管理部,黑龙江 哈尔滨 150036;2.哈尔滨轴承集团公司 小型球轴承分厂,黑龙江 哈尔滨 150036)
1 引言
CAPP(Computer Aided Process Planning)是指借助于计算机软硬件技术和支撑环境,利用计算机进行数值计算、逻辑判断和推理等功能来制定零件机械加工工艺过程。借助于CAPP系统,可以解决手工工艺设计效率低、精确性差、质量不稳定、不易达到优化等问题。它是通过向计算机输入被加工零件的几何信息(形状、尺寸等)和工艺信息(材料、热处理、批量等),由计算机自动输出零件的工艺路线和工序内容等工艺文件的过程。CAPP结构如图1所示。

图1 CAPP结构图
2 滚动轴承CAPP系统的结构
CAPP是通过向计算机输入被加工零件的几何信息(形状、尺寸等)和工艺信息(材料、热处理、批量等),由计算机自动输出零件的工艺路线和工序内容等工艺文件的过程。考虑到滚动轴承精度高、生产自动化程度高等特点,滚动轴承CAPP系统在零件的描述、工艺过程生成及工艺文件输出等方面有着不同于其他CAPP系统的特点。若忽略它们之间的差异,抽取其共性,便可得到一个典型的滚动轴承CAPP系统的结构,如图2所示。

图2 滚动轴承CAPP组成图
2.1 滚动轴承CAPP系统标准构件
2.1.1 知识库开发及管理构件
该构件的任务是帮助选取知识,完成建立知识库,对知识的静态一致性和冗余度检验,以及对知识库进行管理。其基本功能是提出适应于开发和描述工艺决策知识、资源信息、零件描述信息、工艺参数优化运算和工艺设计规范数据、表格等功能模块和表达方式,开发成不同类型和不同层次的知识库。
2.1.2 零件描述和信息输入构件
其子构件有人—机交互输入构件、公共数据库检索构件和与CAPP系统连接进行信息输入构件。
2.1.3 工艺过程生成构件
该构件是滚动轴承CAPP系统的核心构件,其功能是产生滚动轴承的工艺过程。因滚动轴承零件的特点,工艺过程生成构件又由检索式生成工艺过程、综合式生成工艺过程、智能式生成工艺过程及推理机构件等构成,针对不同类型、不同特点的滚动轴承,可采用检索式、综合式、启动推理机进行智能设计或综合几种方法生成滚动轴承的工艺过程。用户在利用标准构件生成滚动轴承CAPP系统时,可根据本企业生产的具体情况及特点,选择其中一个、几个或全部子构件来进行构件组装形成本企业滚动轴承CAPP系统的工艺过程生成构件。
2.1.4 设备及工、夹、量具管理构件
该构件提供各类设备和工具的数据库及其管理系统。可借助该构件方便地建立起本单位的设备库和工具库,以便工艺决策和生产调度时使用。
2.1.5 解释模块构件
对工艺设计各阶段的行为作出明确的解释。
2.1.6 滚动轴承零件信息库构件
由于滚动轴承件是具有国家标准的一类零件,各种标准滚动轴承的零件信息被储存到滚动轴承零件信息库中,包括滚动轴承零件的特征和代号等。它是工艺过程设计的依据。
2.1.7 工艺过程输出构件
其子构件有:工序图输出构件、工艺文件输出构件、NC(Numerical Control数字控制)加工指令输出构件、与打印机、绘图机连接进行工艺输出构件等。利用该构件可将已生成的工序图、工艺过程及NC加工指令输出到计算机屏幕上或通过打印机、绘图机将它们输出出来。
2.1.8 NC加工指令生成器构件
本构件是指通过数控机床加工轴承。
2.1.9 加工过程动态仿真构件
加工过程动态仿真是一项十分重要的工作。通过仿真,可以检查零件加工过程中可能存在的不合理现象和可能出现的干涉和碰撞现象,并用图形方式结合工艺参数显示,形象直观地仿真零件的加工过程。
3 滚动轴承CAD设计流程和CAPP设计流程的对比
企业的设计人员接到一个产品工艺开发设计任务后,需要进行工艺设计。
CAD设计流程要花费10道工序,并且其中存在大量的手工输入信息,如产品、零部件属性信息、产品结构信息、产品、零部件图形信息。而CAPP系统可以省去以产品、部件为单位的工艺信息汇总功能与汇总信息,不但可以提供零件工艺信息,而且能提供产品工艺信息:包括工艺路线、材料定额、工时定额以及有关的工艺文件,大大节约工艺开发流程。CAD设计流程图和CAPP设计流程图对比如图3、图4所示:CAPP的设计流程非常简易。

图3 滚动轴承CAD流程图
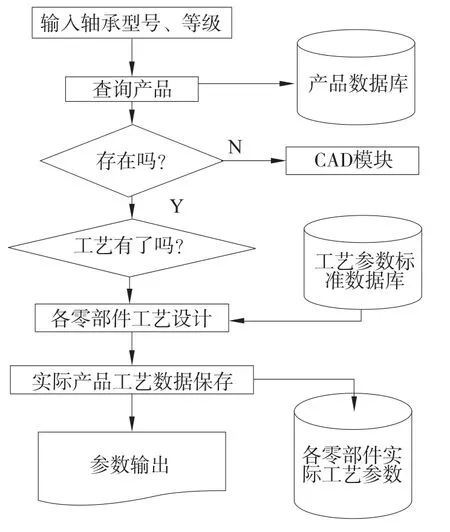
图4 滚动轴承CAPP流程图
4 结束语
由于滚动轴承工艺设计本身是一项复杂的、多层次的的过程,因此滚动轴承CAPP系统是将工艺人员从许多工艺设计工作中解脱出来的一种工具,有助于实现以人为本的宜人化的操作、高效的工艺编制手段、工艺信息自动统计汇总,从而缩短轴承的研制周期,提高工艺过程设计效率。
[1] 周福章,刘军,黄楚舒.滚动轴承计算机辅助工艺过程设计[A].全国高等学校机械加工自动化第六届学术交流会论文集[C].1994.215-217.
[2] 刘军,赵秀婷.滚动轴承CAPP专家系统的研究与开发[J].洛阳工学院学报,1998.
猜你喜欢
制造技术与机床(2019年6期)2019-06-25
国际木业(2016年8期)2017-01-15
国际木业(2016年12期)2016-12-21
国际木业(2016年3期)2016-12-01
国际木业(2016年1期)2016-12-01
河南科技(2016年8期)2016-09-03
河南科技(2016年6期)2016-08-13
中国交通信息化(2016年9期)2016-06-06
图书馆研究(2015年5期)2015-12-07
浙江共产党员(2014年12期)2014-07-10