
印刷电路板检测系统光学设计
2011-03-10 05:21邬明慧安志勇高瑀含赵伟星
长春理工大学学报(自然科学版) 2011年1期
邬明慧,安志勇,高瑀含,赵伟星
(1长春理工大学 光电工程学院,长春 130022;2.南京光科技术有限公司,南京 210001)
PCB(Printed Circuit Board,印刷电路板)基本功能是搭载电子元器件并实现其间的电气连接。现代电子设备性能的优劣,不但受电子元器件本身质量和性能的影响,而且在很大程度上取决于PCB质量的好坏。PCB缺陷检测技术是关系到电子系统质量和生产周期的重要环节。随着印刷电路板向着高密度、细间距和低缺陷方向发展,对PCB检测技术在精密、高效、通用和智能化等方面提出了更高要求。近十年,AOI(AutomaticOpticalInspection自动光学检测)技术被大量地运用在PCB板生产线上,同传统的目视检测技术相比,AOI系统的应用克服了人工检测技术的劳动强度高、眼睛易疲劳、漏验率高、人为因素影响大等弊端,大大提高了检测速度和质量,提高了生产效率,降低了生产成本[1-2]。
基于AOI技术的PCB检测系统原理图如图1所示,AOI的核心是光学摄像系统,其成像质量直接影响后继的图像处理。光学系统应满足高分辨率、小畸变,可以对不同规格的 PCB板测试的要求。对于不同线宽的PCB板,使用变倍镜头以兼顾系统的测试效率和检测精度:当线宽较大时,可缩小放大率以提高效率;当线宽较小时,可以增大放大率以提高检测精度。
1 光学系统技术指标
焦距,100mm

图1 PCB缺陷检测系统示意图Fig.1 The schematic diagram of PCB defect detection system
F数,5.6
工作波长,400~500nm及550~650nm
2 光学系统设计
2.1 成像器件的选择
为提高系统的性能,不仅要有好的光学镜头,还需要高质量的感光器件(如CCD、CMOS等)与之相匹配。CCD传感器在灵敏度、分辨率、噪声控制等方面都优于CMOS传感器,更适合作为PCB检测镜头的感光器件。CCD分为面阵CCD和线阵CCD,面阵 CCD可以成二维图像,但光敏面尺寸较小,限制成像范围,进而影响系统分辨率及测量精度;线阵 CCD像元数较高,但只能进行一维成像。为了满足系统高精度及大视场的要求,采用线阵 CCD推扫式测量,即线阵 CCD在水平方向成像,同时利用伺服电机带动 CCD在垂直方向做扫描运动,通过图像拼接技术可以获得PCB板的二维图像信息[3-4]。本系统采用 TCD1708D 型线阵CCD,像元数为5000,像素尺寸为7×7m,其奈奎斯特频率为72lp/mm。
2.2 照明光源的选择
为降低成本,采用 LED作为照明光源。选择SJ-045型号LED阵列作为光源,其光谱曲线如图2所示:该LED光谱范围主要集中在400~500nm和580~650nm两个区域,在450nm和630nm有峰值,检测系统工作波长应以LED谱段作为标准。

图2 LED光谱曲线图Fig.2 The spectral curve of LED
2.3 光学设计结果
选择合理的初始结构,并通过正确的优化方法,较容易达到要求的目标。本系统属于投影系统,由照相系统演化而来。在众多光学系统中,双高斯光学系统(Double-Gaussian Lens)因其优良的光学特性而广泛应用于照相系统、投影系统及中继成像系统中,故选择双高斯系统作为初始结构[5-6]。选择双高斯系统作为初始结构,其光学结构如图3所示。

图3 光学系统结构图Fig.3 The structure of optical system
系统的初始结构数据如图4所示,在此基础上进行优化,利用 ZEMAX软件中的多重组态功能(Multi-configuration)如图5所示,对系统进行优化。将物高分别设为100mm、75mm、65mm和50mm,同时将物距和后截距设为变量,考虑到 LED的光谱分布特性,将入射波长设为450nm和630nm,权重分别为0.3和1,优化结果如图6所示。

图4 系统的初始数据Fig.4 Initial parameters of the system

图5 ZEMAX多重组态数据Fig.5 Multi-configuration parameters of ZEMAX
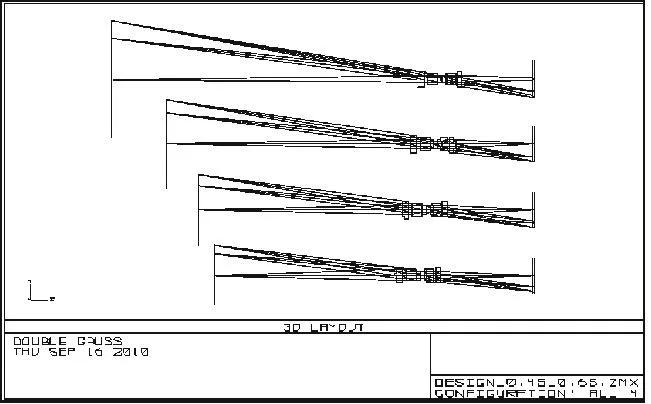
图6 系统优化结果图Fig.6 The optimization results of system
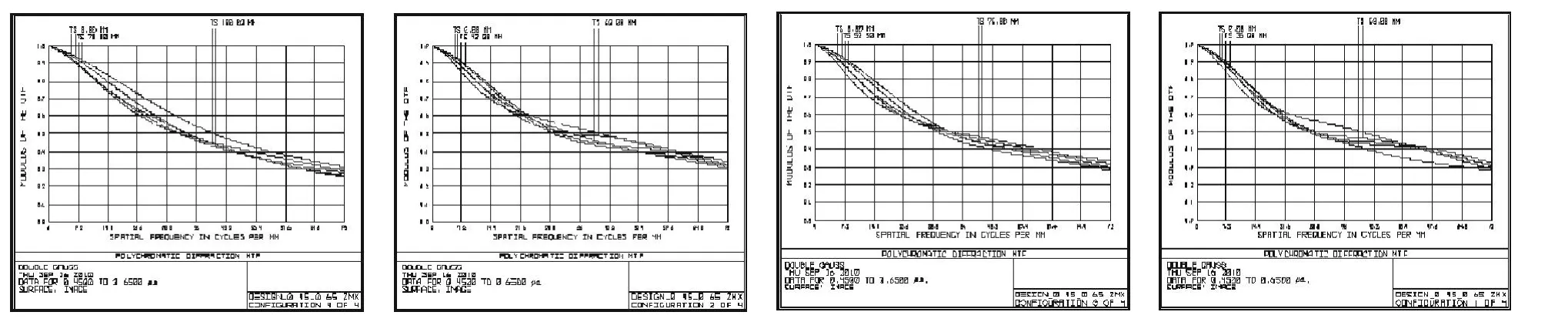
图7 MTF曲线Fig.7 MTF curves of the system

图8 场曲及畸变曲线图Fig.8 Field curvature and distortion curves
3 像质评价
常用评价方法有:Strehl判据、瑞利判据、分辨率、点列图及传递函数(MTF)等。其中,Strehl判据和瑞利判据适用于小像差系统,点列图适用于大像差光学系统。分辨率法以人眼作为判断依据,具有很大的主观性。传递函数(MTF)适合所有光学系统,MTF曲线既与光学系统的像差有关,又与光学系统的衍射效果有关,可以反映除畸变以外的所有像差,是最全面客观的评价方法[7-8]。故通过MTF曲线结合畸变曲线对系统进行综合评价。不同组态下的MTF曲线及畸变分别如图7所示和图8所示,由图7可知,在奈奎斯特频率处其MTF值大于0.3,由图8可知,所有组态相对畸变均小于0.1%,符合系统要求。
4 结论
AOI技术具有高效率、高精度、高自动化等优点,在PCB检测系统中发挥重要作用。光学系统设计是AOI技术的重要环节,其质量直接关系检测精度。本文设计了一种具有较高分辨率和低畸变的PCB板检测的光学系统,能兼顾不同型号的PCB系统的检测效率和测试精度的要求,整个系统的检测范围为50~100mm,测试精度30m,具有重要的工程应用价值。
[1]胡跃明,谭颖.自动光学检测在中国的应用现状和发展[J].微计算机信息,2006,3(4):143-146.
[2]李薇.PCB自动光学检测系统[J].工业控制计算机,2009,2(5):34-40.
[3]王庆友,孙学珠.CCD应用技术[M].天津大学出版社,1993:243-257.
[4]雷玉堂.光电检测技术[M].中国计量出版社,1997:113-126.
[5]王之江.光学技术手册:上册[M].北京:机械工业出版社,1987,163-168.
[6]Milton Laikin.Lens Design 4th Edition[M].CRC Press,2007:243-269.
[7]张以谟.应用光学[M].北京:机械工业出版社,1987:343-357.
[8]郁道银.工程光学[M].北京:机械工业出版社,2002:139-148.
[9]朱筱茵,安志勇,李丽娟,等.大尺寸三维激光测量系统标定技术研究[J].长春理工大学学报:自然科学版,2010,33(2):8-11.
[10]付饶,安志勇,朱海滨,等.一种基于CCD的视角视差测试新系统[J].长春理工大学学报:自然科学版,2010,33(1):22-24.
猜你喜欢
初中生学习指导·中考版(2022年4期)2022-05-12
中学生数理化(高中版.高考理化)(2021年5期)2021-07-16
河北农机(2020年10期)2020-12-14
摄影之友(影像视觉)(2017年10期)2017-11-07
凿岩机械气动工具(2017年2期)2017-07-19
工业设计(2016年11期)2016-04-16
中国铸造装备与技术(2015年5期)2015-12-10
航天返回与遥感(2014年1期)2014-07-31
癌变·畸变·突变(2014年2期)2014-03-01
自动化博览(2014年12期)2014-02-28
