
水工金属结构设备防腐高压无气喷涂施工工艺
2011-02-28 05:29赵瑞海
水科学与工程技术 2011年3期
赵瑞海
(河北省水利工程局机械厂,石家庄 050051)
水工金属结构设备防腐高压无气喷涂施工工艺
赵瑞海
(河北省水利工程局机械厂,石家庄 050051)
高压无气喷涂是水工金属结构设备防腐涂料施工的一项新工艺,具有生产效率高,喷涂速度快,涂层质量好等特点,目前已在水工金属结构设备防腐施工中得到广泛应用。该文结合施工,对此项工艺进行总结归纳,为水工金属结构设备防腐质量提供借鉴。
高压无气;喷涂;工艺;质量要求及检测
1 高压无气喷涂防腐施工工艺
高压无气喷涂是利用压缩空气(也可用电动机)作动力,驱动高压泵将涂料吸入,并加压至7.5~30MPa的通过高压软管、喷枪,最后经一个特殊的喷嘴喷出,当涂料离开喷嘴后,高压涂料立即剧烈膨胀,雾化成细小的液粒,喷射到工件表面,形成均匀的涂膜,达到喷涂目的。
2 一般规定
(1)喷涂作业环境要求:大气相对湿度低于85%,工件表面温度高于露点3℃以上,在露天施工条件下,雨、雪、降露天不得进行施工;当风速大于3m/s时,不宜施工;一般高压无气喷涂温度要求在10℃~30℃。
(2)表面预处理与热喷涂锌(铝)质量符合SL105《水工金属结构防腐蚀规范》及防腐设计文件要求,并经检验合格后,方可进行高压无气喷涂作业。
(3)高压无气喷涂操作人员须经过专业培训,具有水利部颁发的防腐操作工证(高压无气喷涂),必须了解涂料的品种、主要成分、特性、施工对象和施工要求等。
3 高压无气喷涂工艺
3.1 高压无气喷涂机的选定
主要根据涂料的品种、施工粘度来选定。不同品种的涂料粘度不同,粘度越大所需喷涂压力越大,对于每种涂料产品其所需的压力在涂料的产品说明书中都有具体规定。喷涂机的输出压力应大于涂料所需的喷涂压力。
3.2 空气压缩系统
空气压缩机必须与气动式无气喷涂设备(QPT6528K)配套,供气量50~1200L/min,进入喷涂机的进气管道,其公称直径应不小于20mm。进气压力应控制在0.3~0.6MPa范围内,以保证喷涂机正常安全使用。进气滤网应经常清洗,见表1。
3.3 高压软管的规格、长度
喷涂机到喷枪之间的连接高压软管长度不宜超过50m,采用厂家配套合成树脂钢丝编制液压软管,其内径为6~10mm。
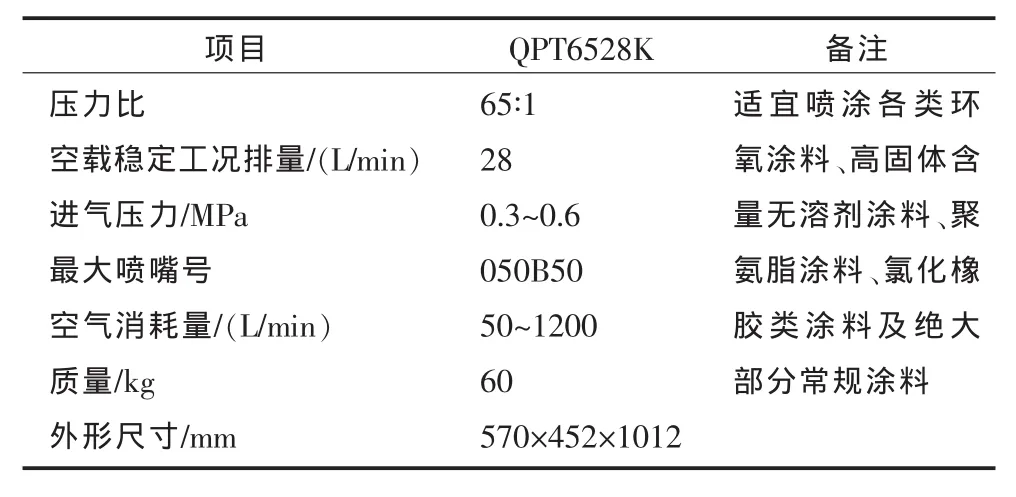
表1 QPT6528K型无气喷涂机主要技术参数(重庆长江)
3.4 喷嘴和喷涂压力
高压无气喷涂用的喷嘴主要是选择喷嘴的直径和形状,喷嘴的孔径决定流量的大小,喷嘴的形状决定喷涂扇面宽度。根据涂料产品说明书中推荐的喷嘴孔径,选择同孔径B型,喷嘴喷涂压力亦根据涂料产品说明书中的推荐值选择,经喷涂实验确定。
3.5 涂料的准备
(1)涂料的实际需要量。P=(1+a)QSN
式中Q为理论涂布量;S为施工面积;N为所需施工道数;a为损耗系数,a=0.4~0.6。
(2)开桶。开桶时,首先应将桶外的灰尘杂物除尽以免混入漆桶内,开桶后若发现有结皮现象,则应将漆皮整块或分成若干块取出,而不能将漆皮捣碎混入漆中,以免影响质量。
(3)搅拌。由于漆中各成分比重的差异,可能会有沉淀出现,所以在油漆使用前,须将桶内油漆及沉淀物全部搅拌均匀后才可使用。搅拌采用电动搅拌器,直到其粘度和色调十分均匀为止。
(4)配比。双组分油漆由主剂、固化剂组成,在使用前必须将两组分各自搅拌均匀后,按制定的比例均匀混合,主剂和固化剂的配比比例应严格按说明书的规定执行,并在说明书规定的时间内完成。
(5)熟化。对于双组分油漆,产品说明书规定了熟化时间(30min25℃),要求将两组分混合均匀后,放置一定的时间才能使用,以使主剂和固化剂进行一定程度的化学反应,保证油漆的施工性能和成膜质量。
(6)稀释。油漆出厂时,已将粘度调节到适宜于施工要求的粘度范围,开桶后经搅拌即可使用。但由于储存条件、施工方法、作业环境等不同情况的影响,使用时可用稀释剂来调整粘度。涂料的粘度用专用的粘度杯测量,稀释剂的添加量要求不得高于5%。
(7)过滤。为避免油漆中的杂质堵塞喷嘴及影响漆膜外观,油漆使用前用80~120目的金属或尼龙筛网过滤。
3.6 喷涂操作
(1)预涂。用刷涂的方式对边、角、焊缝等难以接近的部位进行预涂。
(2)枪距。喷枪与工件之间的距离为250~400mm,过近,扇面小、压力大,反冲力大,造成漆膜不均匀甚至流挂和皱皮;过远,压力小,扇面大,在被涂物面会出现不规则物粒,而且在空气中散发,涂料浪费大。
(3)喷枪与被涂表面应保持垂直,两端以45°为限,喷枪应平行移动,尽量避免弧形移动。
(4)喷枪的移动速度。以膜厚达到规定标准又不出现流挂为宜。开始喷涂时用湿膜测厚仪边喷边测,确定喷涂次数和移动速度。厚浆型涂料每道漆膜厚90~110μm,其他涂料30~50μm。最后一道喷涂速度要快一些,使膜厚均匀、表面光洁。
(5)各喷涂带应有1/3的宽度重叠,达到漆膜厚度均匀、平整。
(6)热喷涂锌的封闭漆在锌涂层有余温时进行(40℃~50℃),采用雾喷施工,第1道厚度为25μm,让多孔的锌涂层内的气体溢出,待30min后,再喷涂至规定的漆膜厚度。
(7)每道喷涂的厚度及间隔时间严格按产品说明书执行。喷涂工程中,用湿膜测厚仪检测,控制每道喷涂厚度,边检测边施工。
4 质量要求及检测
用目测法检验油漆层的外观,油漆表层不能有流挂、鼓泡、皱纹、龟裂、泛白等缺陷。
依据文献要求,用测厚仪检测漆膜厚度,用切割线法或划格法检验涂层结合力。需配备的检测仪器、工具包括:表面粗糙度比较样板、放大镜、涂层附着力划格器、表面温度计、磁性测厚仪、湿膜测厚仪、湿度计、表面清洁度标准(GB)照片、胶带。
5 施工注意事项
(1)高压无气喷涂机使用、维护与保养严格按说明书要求进行。
(2)设备使用完毕或停滞间隔4h以上,必须将设备认真清洗干净。
(3)严禁将喷枪对着人,以免发生事故。
(4)在施工工程中设备必须接地,防止由于静电作用发生事故。
(5)施工人员应穿戴好劳动防护用品,无关人员远离施工现场。
(6)油漆库房应确保通风,远离火源。
[1]GB923—88,钢材表面锈蚀等级和除锈等级[S].
[2]GB1031,表面粗糙度参数及其数值[S].
[3]GB/T13288—91,涂装前钢材表面粗糙度等级的评定[S].
[4]GB9793—88,热喷涂锌及锌合金涂层[S].
[5]GB9794—88,热喷涂锌及锌合金涂层试验方法[S].
[6]SL105—2007,水工金属结构防腐蚀规范[[S].
[7]GB9286,色漆和清漆的划格试验[S].
[8]GB6514—86,涂装作业安全规程、涂漆工艺安全[S].
[9]JB/Z3507—89,高压无气喷涂典型工艺[S].
TV34
B
1672-9900(2011)03-0090-02
2011-04-08
赵瑞海(1964—),男(汉族),河北正定人,高级工程师,主要从事水工金属结构设备制造工作,(Tel)13933823279,0311-86089418。
猜你喜欢
能源工程(2021年1期)2021-04-13
汽车维护与修理(2021年2期)2021-02-03
山东化工(2020年20期)2020-11-25
润滑油(2020年1期)2020-03-09
中国材料进展(2019年10期)2019-12-07
汽车实用技术(2019年16期)2019-09-11
中国特种设备安全(2019年7期)2019-09-10
中国特种设备安全(2019年5期)2019-07-16
酒·饮料技术装备(2018年1期)2018-04-28
中国有色冶金(2018年1期)2018-02-01
