
基于时频切片分析的故障诊断方法及应用
2011-02-13 11:54:36段晨东
振动与冲击 2011年9期
段晨东,高 强
(1.长安大学 电子与控制工程学院,西安 710064;2.长安大学 汽车学院,西安 710064)
机械设备的故障特征往往被噪声淹没,信号具有较强的非平稳性,需要采用有效的时频分析信号处理方法分离和提取[1]。短时Fourier变换(STFT)、Wigner-Ville分布(WVD)和小波变换(WT)是目前常用的时频分析方法,在故障诊断中取得了较好的效果[2]。但它们有自身的不足,STFT的窗函数一旦选定,时间和频率分辨率被固定下来,缺乏细化功能[3]。WVD分析多分量信号时,其交叉项是不可避免的[4,5]。WT的时频窗口大小是可变的,但其分解和重构依赖小波基函数的选择,如何根据信号特征选择基函数仍然是应用中的难题[6,7]。2009 年,Yan[8]提出了一种时频分析的新方法——频率切片小波变换(Frequency Slice Wavelet Transform,FSWT),在汲取STFT和WT的优点的基础上,通过引入频率切片函数使传统的Fourier变换实现了时频分析功能,另外,逆变换克服了小波变换依赖指定小波函数重构信号的缺陷,可以灵活地实现信号的滤波和分割。Yan[8]也从理论上证明了在一定条件下,这种变换可以转化为 Fourier变换、STFT、WVD、Gabor变换和Molet小波变换。本文为了提取设备的故障特征,提出了基于FSWT的特征提取方法。首先采用FSWT分解振动信号,得到在全频带的时频分布。在此基础上根据其能量分布,选择时间和频率切片区间进行FSWT细化分析,通过分割和重构得到选定区间的时频特征,有效地获取了故障的特征信息,在某炼油厂空气分离压缩机齿轮箱摩擦故障诊断中取得了较好的效果。
1 基于频率切片小波变换原理
1.1 频率切片小波变换[8,9]
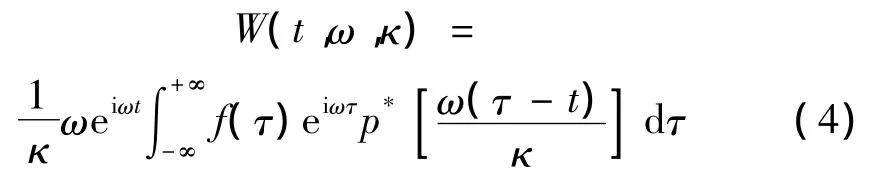
设信号f(t)∈L2(R),若p(t)的傅里叶变换(ω)存在,其频率切片小波变换(Frequency Slice Wavelet Transform,FSWT)为:

式中:σ为尺度因子(σ≠0),λ为能量系数(λ≠0),二者可为常数或为ω和t的函数。在FSWT中(u)是母小波函数p(t)的频域形式,小波函数是其在频域伸缩平移的结果(ω)为(ω)的共轭函数。从式(1)可以看出,FSWT拓展了STFT的功能,通过引入尺度和平移因子,获得了可变的时频窗,通过引入(·)使传统的Fourier变换具有了时频分析的功能。
采用Parseval方程,可以将式(1)转换到时域:

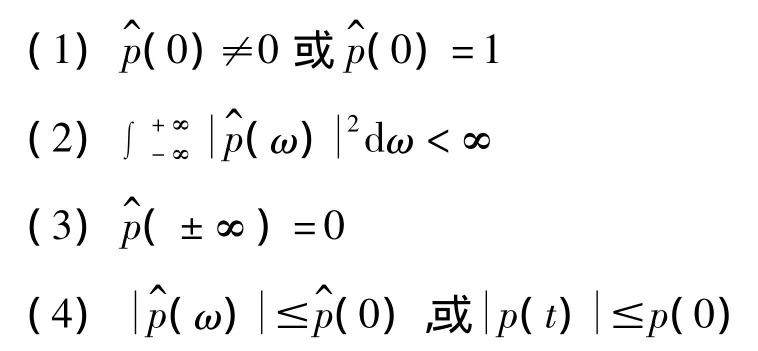
实际上,即使p(t)及(ω)已知,式(2)也难以在频域上进行分析,因此,在信号分析时仅关注定义为频率切片函数,它满足下列条件:
1.2 频率切片小波变换尺度因子的选择


根据Heisenberg不确定性原理可知,同时在时域和频域得到高的分辨率是不可能的。因此,变换中采用折中方案估计σ和ω,对分析信号引入2个评价系数,一是频率分辨比率η:


式中μ=ΔωΔt。
1.3 频率切片小波变换的逆变换
FSWT实现了信号的时频分解,由于信号的时域和频域行为并非独立的,与连续小波变换一样,FSWT的结果是冗余的。理论上,逆变换可以采取不同的形式重构原始信号,但FSWT采用其中一种最简单有效的方式,它的逆变换表示为:

式(12)表明逆变换与频率切片函数p(t)或p(ω)以及σ无关,重构信号可以直接用快速傅里叶变换算法求得。
2 仿真实验
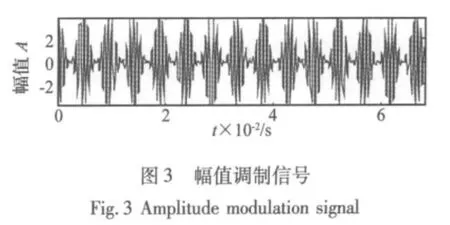
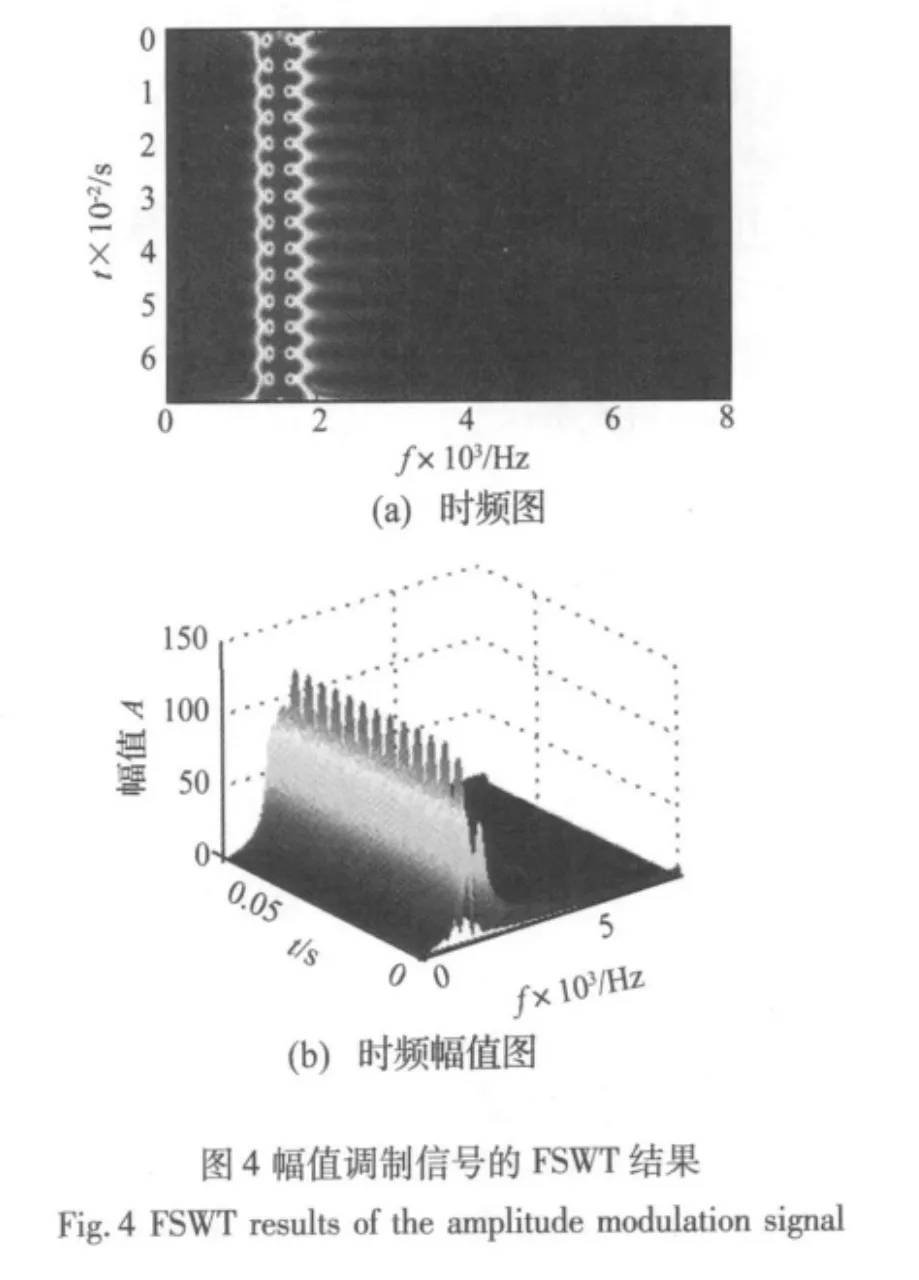
设幅值调制信号为:
x(t)=[1+cos(2πf1t+ θ1)][2sin(2πf2t+ θ2)],其中,调制频率f1=210 Hz,载波频率f2=1 500 Hz,θ1=θ2=0°,如图 3 所示,其采样频率为 15 000 Hz,数据长度为1 024。取(ω)=,η =0.05,频率切片区间取[0,7500 Hz],图4为该信号的FSWT结果。从图4(b)时频图可以清楚地看到,在0.068 3 s时间段中,14对的“花瓣”均匀分布在的“主干”上,主干的中心频率约为1 500 Hz,左右“花瓣”的末端分别对应频率1 290 Hz和1 710 Hz,它们是幅值调制产生的。“花瓣”个数和持续时间与图3幅值调制信号的包络一致。在图4(b)的时频幅值图上也可以发现类似的规律。时频图中“主干-花瓣”的形状准确地描述了幅值调制信号的特点:载波信号在幅值调制信号的作用下,载波信号的幅值随着调制周期规律地变化着。
3 基于FSWT的时频分析方法
(1)在选择合适的频率切片函数(ω)之后,针对信号特性估算频率分辨比率η及幅值期望响应比率ν,计算初步的时频分辨系数κ。
(2)选择频率切片区间为信号的Nyquist分析频带,对信号进行FSWT变换,求取信号的时频分解系数W(t,ω,κ),得到信号在全频带的时频分布图和时频幅值分布图。
(3)根据信号的时频能量分布,确定细化分析的时域和频域切片区间。为了获取故障的重复特征,发现其故障特征的规律,时间切片区间选用信号的整个时间历程。
(4)对切片区间的信号分量进行分割,采用FSWT变换求取信号在切片区间的细化时频分布和时频幅值分布,即分离提取故障特征。为了得到较好的分辨率,可以改变时频分辨系数κ,增大κ时,时频分辨率提高。另外,采用FSWT逆变换可获得切片区间的重构信号。
基于FSWT的时频分析方法可以同时实现信号时频分析,可以实现任意频带信号分量的滤波和分割。
4 齿轮箱故障的诊断
4.1 故障现象
某炼油厂空气分离压缩机组由电机、齿轮箱、压缩机组成(见图5)。电机与齿轮箱用齿式联轴器(联轴器A)连接,转速为2 985 r/min(49.75 Hz);齿轮箱为斜齿轮传动,小齿轮通过止推夹板将斜齿轮啮合的轴向力传递到大齿轮,其回转频率为213.00 Hz;压缩机工作频率为 213.00 Hz,叶片转频为 3 620.86 Hz和4 472.83 Hz。机组某次大修后,齿轮箱振动剧烈,并伴随尖叫声。
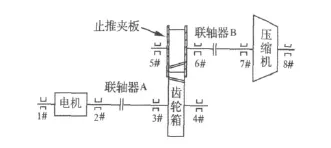
图5 压缩机组结构简图Fig.5 Schematic diagram of the compressor unit
4.2 故障分析与诊断
为了探究故障产生的原因,用加速度传感器分别测量齿轮箱的3#、4#、5#、6#轴承座振动。图6是5#轴承座的一组振动信号及其频谱,采样频率为15 000 Hz,数据长度为1 024。振动信号表现为强烈的高频振动,在1 480 Hz、2 960 Hz和4 231 Hz处出现较为集中的谱峰,其边频带为213Hz,该值与高速轴的工频相同。但原始振动信号未发现幅值调制的现象。齿轮箱的剧烈振动主要是由这3个频率引起的,但它们与机组的啮合频率、风机叶片转频不对应。

图6 齿轮箱5#轴承座振动信号和频谱Fig.6 Vibration signal and its spectrum of#5 bearing brush on the gearbox

图7 振动信号的FSWT分解结果Fig.7 FSWT decomposition results of the vibration signal
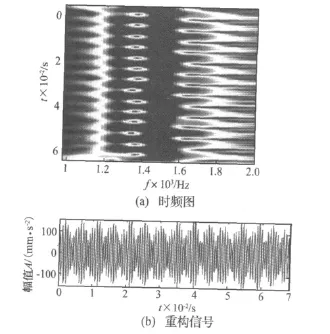
图8 频率切片区间[1 000 Hz,2 000 Hz]的FSWT细化分析Fig.8 FSWT zoom analysis of frequency slice[1 000 Hz,2 000 Hz]
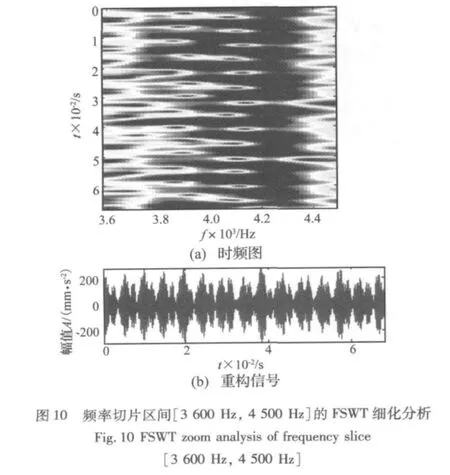
取时间切片区间为取[0,0.068 3 s],取 η=0.025,对频率切片区间[2 500 Hz,3 400 Hz]进行细化FSWT分析,得到的时频图如图9(a)所示,时频图上14个“色块”有规律地排列着,间歇出现,窄而强。图9(b)是重构信号,14个冲击响应特征清晰可见(图中圆圈),时间间隔相同,这说明小齿轮每回转一次该现象出现一次,齿轮箱在工作过程中受到了周期性的冲击。在同样的时间切片区间上,对频率切片区间[3 600 Hz,4 500 Hz]进行细化FSWT分析,得到的时频图和重构信号如图10(a)所示,此时η=0.025。图10也表明齿轮箱的小齿轮回转时受到了周期性冲击。

为了研究故障原因,对机组的结构进行了分析,探明故障是由止推夹板和大齿轮端面的摩擦引起的。该机组使用的齿轮箱是斜齿轮传动,在设计上采用止推夹板来限制斜齿轮在啮合时产生的轴向位移。齿轮箱工作时,小齿轮通过止推夹板把斜齿轮啮合产生的轴向力传递到大齿轮,大、小齿轮在其各自的圆周方向以不同的线速度运动,由于相对运动止推夹板和大齿轮端面的接触部位产生了摩擦。如果安装时2个端面保持平行,那么摩擦是均匀的,对齿轮箱的振动不会造成过大的影响。若在加工和安装存在误差,止推夹板与大齿轮的端面不能保持平行,致使二者端面接触,那么,小齿轮每旋转一周摩擦一次,对齿轮箱产生一次冲击。其次,若B联轴器不对中,联轴器会附加一个弯矩,那么在齿轮箱运行中会增加转子的轴向力,使转子在轴向产生213 Hz振动。
通过以上分析可以解释故障现象,端面冲击性摩擦激发了轴承座的固有频率,并对转频进行了调制,产生了原始信号频谱中的边频带。
重新检修装配齿轮箱,调整B联轴器的对中状况,打磨止推夹板与大齿轮的端面,开机后振动明显降低,尖叫声消失,故障排除。
5 结论
FSWT通过引入频率切片函数使传统的Fourerier变换具有时频分析功能,可以同时实现信号的时频分析,以及任意频带信号分量的滤波和分割,有效地提取故障特征。在FSWT时频能量分布图上,不同特征信号的形式和形状不同,有利于故障特征及模式的识别。本文提出了基于频率切片小波变换的特征提取方法,先采用基于频率切片小波变换分解振动信号,得到信号在全频带的时频分布,再根据其能量分布,选择与故障特征有关的时间和频率切片区间进行细化分析,通过分割和重构实现了故障特征的分离和提取,有效地获取了正确的故障特征,在空气分离压缩机齿轮箱摩擦故障诊断中取得了较好的效果,为旋转机械的故障特征提取提供了一种新的方法。
[1]何正嘉,訾艳阳,孟庆丰,等.机械设备非平稳信号的故障诊断原理及应用[M].北京:高等教育出版社,2001.
[2] Jardine A K S,Lin D,Banjevic D.A review on machinery diagnostics and prognostics implementing condition-based maintenance[J].Mechanical Systems and Signal Processing,2006,20(7):1483-1510.
[3]刘小峰,柏 林,秦树人.基于瞬时转速的变窗STFT变换[J].振动与冲击,2010,29(4):27-29.
[4] Chen G,Ma S,Liu M,et al.Wigner-Ville distribution and cross Wigner-Ville distribution of noisy signals[J].Journal of SystemsEngineering and Electronics, 2008, 19(5):1053-1057.
[5] Ram P B,Pradip S.A new technique to reduce cross terms in the Wigner distribution[J].Digital Signal Processing,2007,17(2):466-474.
[6] Rafiee J,Rafiee M A,Tse P W.Application of mother wavelet functions for automatic gear and bearing fault diagnosis[J].Expert Systems with Applications,2010,37:4568-4579
[7] Peng Z K,Chu F L.Application of the wavelet transform in machine condition monitoring and fault diagnostics:a review with bibliography [J]. MechanicalSystemsand Signal Processing,2004,18(2):199-221.
[8] Yan Z, Miyamoto A,Jiang Z.Frequency slice wavelet transform fortransientvibration response analysis[J],Mechanical Systems and Signal Processing,2009,23(5):1474-1489.
[9] Yan Z,Miyamoto A,Jiang Z,et al.An overall theoretical description of frequency slice wavelet transform [J].Mechanical Systems and Signal Processing,2010,24(2):491-507.
猜你喜欢
山东冶金(2022年3期)2022-07-19 03:24:36
制造技术与机床(2017年4期)2017-06-22 11:17:44
电信科学(2016年11期)2016-11-23 05:07:58
中国组织化学与细胞化学杂志(2016年3期)2016-02-27 11:15:40
风能(2016年12期)2016-02-25 08:45:56
中国当代医药(2015年17期)2015-03-01 02:03:38
舰船科学技术(2015年8期)2015-02-27 15:38:48
电测与仪表(2014年17期)2014-04-04 11:56:48
振动、测试与诊断(2014年6期)2014-03-01 01:14:47
振动、测试与诊断(2014年4期)2014-03-01 01:14:09
