
RF型氧化锆陶瓷可切削性能的研究
2011-02-02 05:22:56秘婷婷武天逾何惠明梁猛猛
牙体牙髓牙周病学杂志 2011年2期
秘婷婷,武天逾,何惠明,梁猛猛
(1.第四军医大学口腔医学院,陕西西安 710032;2.深圳金悠然科技有限公司,广东深圳 518129)
RF型氧化锆陶瓷可切削性能的研究
秘婷婷1,武天逾2,何惠明1,梁猛猛1
(1.第四军医大学口腔医学院,陕西西安 710032;2.深圳金悠然科技有限公司,广东深圳 518129)
目的:以IPS e.max ZirCAD(ZirCAD)、VITA In-Cream YZ for inlab(YZ)陶瓷可切削性能做为对比,分析RF型氧化锆陶瓷(RF)的可切削性能。方法:测量RF、ZirCAD、YZ 3种陶瓷的维氏硬度和断裂韧性,计算出3种陶瓷的可加工指数;另将3种陶瓷放置于Sirona inLab MC XL型CAD/CAM机上加工同一左侧下颌第一前磨牙基底冠,测量切削时间;用体视显微镜观察冠表面情况。结果:RF、ZirCAD、YZ 3种陶瓷的可加工指数(μm1/2)分别为2.88 ±0.02、2.87 ±0.03、2.90 ±0.02;切削时间分别为 512.6 ± 1.82、517.2 ±1.92、510.2±1.92。其中RF与YZ陶瓷的可加工指数和切削时间无显著差异(P>0.05),而ZirCAD与其余2种陶瓷有显著差异(P<0.05)。3种陶瓷所切削的冠外形完整,边缘光滑,无崩口、无裂纹。结论:RF型可切削氧化锆陶瓷具有较良好的可切削性能,可以满足牙科CAD/CAM加工的需要。
陶瓷;氧化锆;可切削性
[牙体牙髓牙周病学杂志,2011,21(2):98]
[Chinese Journal of Conservativedentistry,2011,21(2):98]
氧化锆陶瓷由于具有高的断裂韧性、强度、硬度和耐磨性等优良性能,从牙科用陶瓷材料中脱颖而出,成为最有发展前景的新型牙科材料[1-2]。氧化锆全瓷修复体,通常采用CAD/CAM系统切削预烧结的氧化锆陶瓷,加工出放大的氧化锆内冠以补偿再次烧结过程中的体积收缩,将加工好的内冠,放入高温烧结炉中烧结到完全致密,再上饰瓷[3]。目前各大牙科材料公司都有与上述方法相应的氧化锆陶瓷产品用于加工内冠,如 Vita、Ivoclar vivadent、Kavo、Sirona、Lava等,本课题组与深圳金悠然科技有限公司合作,通对纳米氧化锆晶粒等静压成型,进行预烧结,研发了RF型可切削氧化锆陶瓷,用于CAD/CAM系统加工内冠。这就要求预烧结氧化锆陶瓷具有良好的可切削性能。目前对氧化锆陶瓷材料的可切削性并无一个定量的标准,所以本研究采用制备工艺方法相同,并且以广泛应用的两种可切削氧化锆陶瓷 IPS e.max ZirCAD和VITA In-Cream YZ for inlab做为对比,来分析RF型氧化锆陶瓷的可切削性能,为RF型氧化锆陶瓷的进一步研究打下基础。
1 材料和方法
1.1 材料和设备
RF型可切削氧化锆瓷块(第四军医大学与深圳市金悠然科技有限公司联合研发,简称RF);IPS e.max ZirCAD 瓷块(Ivoclar vivadent公司,列支敦士登,简称 ZirCAD);VITA In-Cream YZ for inlab瓷块(VITA公司,德国,简称YZ);HBV-30A布维硬度仪(山东莱州华银试验仪器有限公司);Sirona inLab MC XL型 CAD/CAM(Sirona公司,德国);Nikon SMZ 1500体视显微镜(Ninkon公司,日本)。
1.2 实验方法
1.2.1 硬度及断裂韧性的测定
分别取RF、ZirCAD、YZ 3种陶瓷瓷块各5个,将每个瓷块用多功能磨床加工成6 mm×6 mm×4 mm的试件,保持测试面与底面平行,将测试面用水砂纸逐级打磨抛光,至1200目,再用W3.5研磨膏,在机械软布上抛光。采用维氏硬度仪同时测量各试件的硬度和断裂韧性,于每个试件的不同部位分别采样5次,加载负荷为5 kgf,保持15 s,保证压痕的4个尖端均有裂纹且试件无碎片溅出,c/a≥2(c=a+l)(图1)。硬度的计算公式为:Hv=1.81544p/(2a)2;式中P为加载负荷(kg),2a为压痕两对角线的均值(mm),取每个试件的5个点的平均值为其硬度值。断裂韧性公式采用 Kic=0.0319P/al1/2[4];式中 P为加载负荷,a为压痕对角线的一半(mm),l为裂纹长度(mm),取每个试件的5个点的平均值为其断裂韧性值。
1.2.2 可加工指数
计算可加工指数 M=Kic/Hv。式中Kic为断裂韧性(MPa·m1/2),Hv为硬度(GP)。
1.2.3 Sirona inLab MC XL 型 CAD/CAM 机切削时间测量
将RF陶瓷加工成14 mm×15 mm×18 mm大小的瓷块,用环氧树脂将14 mm×15 mm的底面粘在Sirona inLab MC XL型CAD/CAMAD机专用金属底着座上,另取尺寸与RF相同的ZirCAD、YZ两种陶瓷成品瓷块,放置在Sirona inLab MC XL型CAD/CAM机上,每组各5个,分别以已储存的左侧下颌第一前磨牙的光学模型为同一磨削目标,加工成基底层瓷冠,计算机设定完成磨削牙所需的时间为545 s,每组材料均更换新的切盘和切针。记录每次磨削所用的时间。
1.2.4 体视显微镜下观察切削冠表面
将所切削的冠放置于400倍体视显微镜下,观察冠内、外表面情况。
1.3 统计方法
采用SPSS12.0统计学软件,对3种陶瓷的可加工指数和切削时间进行单因素方差分析,两两比较用SNK检验(q检验),P<0.05为有统计学意义。
2 结果
RF、ZirCAD、YZ 3种陶瓷材料的硬度、断裂韧性、可加工指数和切削时间见表1,其中RF和YZ 2种陶瓷的可加工指数和切削时间相当(P>0.05),而与ZirCAD相比差异均有统计学意义(P<0.05)。切削后所形成的基底冠肉眼观察均形态完整、逼真,边缘光滑,无碎裂(图2),体视显微镜下观察基底冠表面光滑,无裂纹,无崩裂现象(图3)。
表13 种陶瓷的可加工指数及切削时间比较(±s)
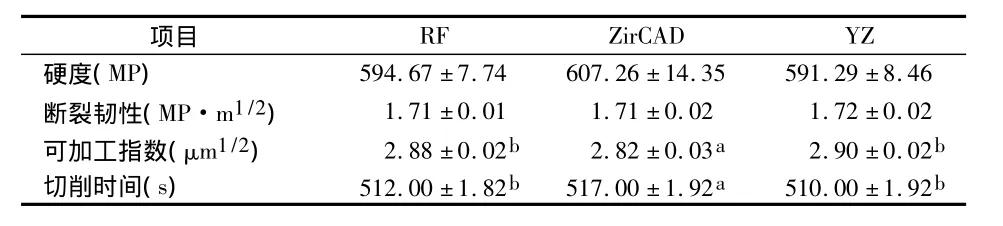
表13 种陶瓷的可加工指数及切削时间比较(±s)
字母为各材料间比较结果,相同字母表示P>0.05,不同字母表示P<0.05
项目RF ZirCAD YZ硬度(MP)594.67 ±7.74 607.26 ±14.35 591.29 ±8.46断裂韧性(MP·m1/2) 1.71 ±0.01 1.71 ±0.02 1.72 ±0.02可加工指数(μm1/2) 2.88 ±0.02b 2.82 ±0.03a 2.90 ±0.02b切削时间(s) 512.00 ±1.82b 517.00 ±1.92a 510.00 ±1.92b
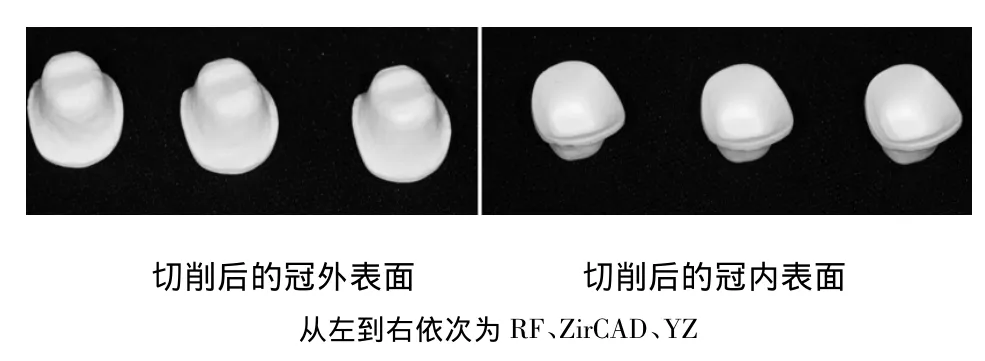
图2 切削后的基底冠照片

图3 RF陶瓷基底冠体视显微镜下照片(×10)
3 讨论
可切削性能可简单的定义为材料被切削的难易程度,但由于材料的可切削性能不是单一的基本属性而是一项综合性能,因此,精确定量表征材料加工的难易程度很困难。影响材料可切削性能的因素有很多,主要包括两方面:一是材料本身的性能,如硬度、弹性模量、泊松比、导热性等;二是材料的加工方法,如刀具、进刀量、材料给进、切削率、切削力等[5-6]。有学者提出利用模糊综合评判原理,集合多种因素建立因素集对单因素进行评判与权重,模糊变换后来评价陶瓷材料的可切削性能,然而各个因素间又相互影响,无法对单因素进行权重[7]。所以,对陶瓷材料可切削性能的具体评价方法还需进一步的讨论。但是各种可切削性能的评价方法都离不开陶瓷材料本身的性能与材料加工两方面因素。
可加工指数(M)=断裂韧性(Kic)/硬度(Hv),式中硬度(Hv)表示材料抵抗变形的能力;断裂韧性(Kic)表示材料抵抗断裂的能力,由于Kic包括了材料的弹性模量E、表面能v、塑性变形功Vp,即 Kic=[E(2v+Vp)]1/2,其中 E'=E/(1 -υ2),υ为泊松比,故能更好反映材料的本性,同种材料可加工指数(M)越大,其可切削性越好[8-10]。RF与YZ两种陶瓷的可加工指数统计学无差别,说明RF与YZ两种陶瓷可切削性能相当,而RF的可加工指数与ZirCAD陶瓷有差别,RF 的可加工指数为(2.88 ±0.02)μm1/2,高于ZirCAD陶瓷的可加工指数(2.82 ±0.03)μm1/2,说明与ZirCAD陶瓷相比,RF陶瓷在材料的性能上具有更好的可切削性。然而陶瓷材料的切削性能也受上述诸多因素的影响,不少学者采用钻孔法[11]研究材料的实际切削性能,这种方法虽然模拟了CAD/CAM机的恒定力与转速,但是在实际切削过程中,由于加工形态为不规则形,材料在磨切时受到的是来自不同角度和方向的切削力,因此不能真实反应出材料的可切削性能。而本实验采用了适用于Sirona inLab MC XL型CAD/CAM机切削的两种氧化锆材料ZirCAD和YZ做为对比,3种陶瓷加工方法相同,加工参数相同,切削同一目标,每组更换新的刀具,基本保证在同等的切削条件下对3种陶瓷进行切削,切削率越高,切削时间越短,材料的可切削性越好,这种方法更直观可信。RF陶瓷的切削时间为512±1.82,大于YZ陶瓷的切削时间510±1.92,但无统计学差异。而ZirCAD陶瓷的切削时间均大于其余2种,差异有统计学意义。同等的切削力下,硬度是影响刀具磨损度的关键因素,硬度越大,刀具的磨损越大[12],表1可见ZirCAD陶瓷的硬度高于RF、YZ陶瓷,从而降低了切削率,耗费的时间较其余两者长。这与可加工指数表征的可切削性也是相一致的。但RF、ZirCAD、YZ 3种陶瓷均可在预计的切削时间内完成切削,说明3种陶瓷材料均较易切削,ZirCAD陶瓷相对于其余2种陶瓷切削难易程度略低。另外陶瓷材料在外力作用下,破裂常常从表面开始,实际上是从表面缺陷的地方开始,使材料的机械强度大大降低[13],而用3种陶瓷加工出的冠,形态完整,冠边缘连续光滑,边缘嵴形态清晰,无崩裂,无裂纹。说明经过实际切削3种陶瓷均可获得性能较好的修复体。综合可加工指数和实际切削情况,说明RF、ZirCAD、YZ 3种陶瓷均具有良好的可切削性,其中RF陶瓷与YZ陶瓷的可切削性能相当,可以满足牙科CAD/CAM加工的需要。
[1]Yilmaz H,Aydin C,Gul BE,et al.Flexural strength and fracture toughness ofdental core ceramics[J].J Prosthetdent,2007,98(2):120-128.
[2]Guazzato M,Albakry M,Ringer SP,et al.Strength,fracture toughness and microstructure of a selection of all-ceramic materials.Part II.Zirconia-baseddental ceramics[J].Dent Mater,2004,20(5):449-456.
[3]Denry l,Kelly JR.State of the art of zirconia fordental applications[J].Dent Mater,2008,24(3):299 -307.
[4]Ponton CB,Rawlings RD.Vickers indentation fracture toughness test Part 1 Review literature and formulation of standardized indentation toughness equations[J].Mater Sci Technol,1989,5(9):865-872.
[5]BaikdS,No KS,Chun JS,et al.A comparative-evaluation method of machinability for mica-basedglass-ceramics[J].J Mater Sci,1995,30(7):1801-1806.
[6]Xu HHK,Jahanmir S.Scratching andgrinding of a machinableglass-ceramic with weak interfaces and rising T-curve[J].J Am Ceram Soc,1995,78(2):497 -500.
[7]韩鹰,于多年,韩英淳.可加工陶瓷材料可加工性的模糊统合评价[J].机械工程材料,2006,30(8):28-30.
[8]王瑞刚,潘伟,蒋蒙宁,等.可加工陶瓷及工程陶瓷加工技术现状及发展[J].硅酸盐通报,2001,20(3):27-35.
[9]孙蕾,张富强,靳喜海,等.烧结温度对牙科氧化锆陶瓷部分物理机械性能的影响[J].上海第二医科大学学报,2005,25(3):249-251.
[10]李勇,赵云凤,王华蓉,等.MC氧化铝陶瓷可切削性分析[J].广东牙病防治,2004,12(2):93-95.
[11]付强,赵云凤,李勇,等.两种牙科切削陶瓷材料可切削性的比较[J].华西口腔医学杂志,2002,37(6):438 -441.
[12]赵世海,蒋秀明.机加工对陶瓷性能的影响机理及可加工陶瓷材料[J].机械工程材料,2006,30(6):4-6.
[13]张金升,张银燕,王美婷,等.陶瓷材料显微结构与性能[M].北京:化学工业出版社,2007:13-14.
Analysis of machinability of the RF zirconia ceramics
BI Ting-ting*,WU Tian-yu,HE Hui-ming,LIANG Meng-meng
(*School of Stomatology,The Fourth Military Medical University,Xi'an 710032,China)
AIM:To investigate the machinability of the RF zirconia ceramics(RF)by comparing it with IPS e.max ZirCAD(ZirCAD)and VITA In-Cream YZ for inlab(YZ)ceramics.METHODS:Specimens of RF,Zir-CAD and YZ were prepared.A Vickers Hardness Tester was used for calculation of the surface oughness and fracture toughness,and then Milling index(M)was calculated.The frameworks of mandibular first premolar were obtained by RF,ZirCAD and YZ blocks with Sinona inlab MC XL CAD/CAM system.The miling time was recoded.All the frameworks were observed with an optical microscope.RESULTS:The Milling index(M)and milling time were:RF(2.88±0.02)μm1/2,(512.6 ± 1.82)s;ZirCAD(2.82 ± 0.02)μm1/2,(517.2 ± 1.92)s;YZ(2.90 ± 0.02)μm1/2,(510.2 ±1.92)s.The Milling index(M)and milling time results showed that there were no significant statisticaldifference between RF and YZ ceramics,but ZirCAD showed significantdifference with the other twogroups(P <0.05).All the frameworks had complete configuration without cracks.CONCLUSION:The RF zirconia ceramics has a satisfactory machinability,and the material can meet the need of CAD/CAM system indentistry.
cermics;zirconia;machinability
R783.1
A
1005-2593(2011)02-0098-04
2010-11-08
深圳龙岗区科技计划项目(CX 2008001)
陕西省社发攻关项目(2009K01-87)
秘婷婷(1985-),女,汉族,河北秦皇岛人。硕士生(导师:何惠明)
何惠明,Tel:029-84776469
·论著·
猜你喜欢
陶瓷学报(2020年6期)2021-01-26 00:38:00
陶瓷学报(2020年6期)2021-01-26 00:37:54
铝加工(2020年6期)2020-12-20 14:08:41
陶瓷学报(2020年2期)2020-10-27 02:15:38
装备制造技术(2019年12期)2019-12-25 03:07:00
制造技术与机床(2019年11期)2019-12-04 05:50:04
中国海上油气(2019年5期)2019-10-24 03:41:08
工业设计(2016年5期)2016-05-04 04:00:47
焊接(2016年7期)2016-02-27 13:05:05
组合机床与自动化加工技术(2014年12期)2014-03-01 02:22:45
