
汽轮机振动原因及预防对策
2011-02-01 01:41:16王开艳
科技传播 2011年13期
王开艳
山西潞安矿业集团公司五阳热电厂,山西长治 046205
0 引言
五阳热电厂2#汽轮机为次高压、单缸、冲动凝汽式(带非调整抽气),汽轮机额定功率25mW,经济功率为20mW,除非调整工业抽气外,另带5级不可调整的回热抽气。
1 改进处理前的振动情况
2#汽轮机的正常振动值范围应在70µm以下,超过这个振动值,就属于非正常运行状态。2#汽轮机组有4个瓦,其中1W~4W的垂直振动长期处于偏高状态,受这一因素的制约,使得2#机组只能小负荷运行。曾经就因一次振动达到报警值而停机两天,严重影响了正常生产。表1为改进处理前某日的一个时间段振动值。
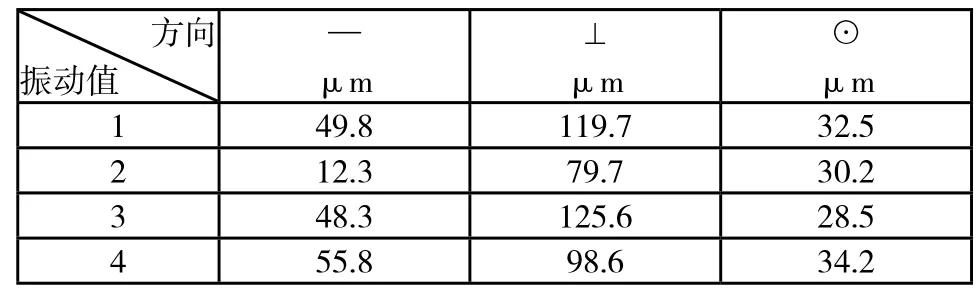
表1
我们从观察中发现,可以看出2#机组严重超标,对机组的安全稳定运行造成了极大影响。
2 振动大的原因分析
从理论来讲,一般引起机组振动增大的原因是多方面的,判断异常的振动因素也是比较复杂的,但从形成原因方面来看可以分成3大类:一是结构方面的原因:即与机器设计、构造方面的缺点有关,这种原因是由制造厂带来的,如果不从结构方面采取措施就不易消除;二是安装方面的原因:即机器在组合装配和现场安装方面,工艺质量不达要求;三是运行方面的原因:即由机器不正确的运行操作造成或由机器操作过度磨损形成。
对于2#机轴瓦振动大这一长期困扰山西潞安矿业集团公司五阳热电厂的生产难题,结合实际分析,最终认定主要有以下两个方面原因:1)汽轮机转子有叶片掉落,使得动静之间发生摩擦;2)运行人员未严格按照运行规程监测机组的运行,尤其是启机时对暖机的时间把握不到位,造成轴瓦振动大。
3 采取的处理措施和预防对策
因此我们在运行中,一是在检修时重新对汽轮机转子进行检查并严格按照工艺安装新叶片,避免动静碰撞摩擦,在运行中我们要根据机组的结构特点及运行工况,合理地设计和调整各部位的动静间隙;认真分析转子和汽缸的膨胀特点和变化规律,在起动、停机和变工况时注意对胀差的控制和调整;在机组起停过程中,应严格控制上下缸温差、蒸汽参数的变化、监视段压力及轴的窜动。在运行中防止水冲击,停机后严防汽缸进冷气、冷水;起动前及升速过程中,应严格监视转子晃度和振动,不得在超限增况下强行起动。二是必须加强对运行人员的岗位技能培训,运行人员在上岗过程中,应严格按照运行规程认真监测汽轮机组的运行情况,定点定时对各瓦进行测振工作,及早发现问题,解决问题,尤其是启机时对暖机时间一定要把握到位。
一般机组振动大的原因是多方面的,所以针对这些原因,我们很有必要来制定出一些预防措施来防止汽轮机在运行中轴瓦振动的增大。最主要的预防措施是,在每年的揭缸大修中,一定要注意以下几方面的问题:1)转子质量不平衡;2)转子的弯曲;3)油膜失稳和气流激振;4)结构刚度不足;5)联轴器不对中;6)裂纹转子;7)转子中心孔进油;8)转子截面刚度不对称。
1)转子质量不平衡。汽轮发电机组最常见的振动故障它能占到振动故障的80%左右。转子质量不平衡产生的原因主要有:原始不平衡、转动过程中的部件飞脱和松动。原始不平衡通常是在加工制造过程中造成的,也有可能是在检修工作过程中质量不过关造成的。所以,针对这种情况,就要求老机组在每年的大修中一定要严把检修质量关。转动过程中的部件飞脱有可能是叶片、围带、拉金和平衡质量块。而发生松动的部件可能有护环、转子线圈、槽楔和联轴器。这些部件的飞脱或松动都会造成汽轮机组的振动加大。所以在每年的大修中,一定要仔细检查机组的内部组件是否松动和脱离,一旦发现,一定要及时处理;
2)转子的弯曲。这里值得提出的是永久性弯曲,生产工作中一旦机组发生了永久性弯曲,将会使企业蒙受很大的经济损失。当发生了永久性弯曲的时候,可直接用直轴处理的方法解决。在平时的运行工作中,我们也应采取以下措施,防止发生永久性弯曲事故。安装方面:汽轮机安装时,必须考虑热状态变化,合理调整动静间隙,以保证在正常运行工况下不会发生动静摩擦。运行方面注意事项:汽缸应具有良好的保温条件,保证在正常起动和停机过程中不产生过大的上下部温差;主蒸汽、再热蒸汽及抽气管道必须有完善的疏水系统。在停机后注意切断与公用系统相连的各种水源,严防汽缸进水;运行中加强对机组振动的监视,及早发现动静摩擦;在第一临界转速以下汽轮机轴承振动达到0.04mm时,必须打闸停机,不得盲目升速或降速暖机。起动前必须认真检查主轴的晃度、上下缸温差及冲转参数,在冲转条件不具备情况下,严禁起动;
3)油膜失稳和气流激振。油膜失稳和气流激振是一种自激振动。自激振动的出现与转速或负荷密切相关。维持这种振动的能量来自于系统自身内部的某种机制。在实际的运行中,最常见的轴系动力失稳有:滑动轴承油膜失稳造成的半速涡动和油膜振荡、气流激振、转轴材料内阻引起的不稳定振动、转轴和套装叶轮之间的内摩擦以及中心孔进油造成的振动等。因此,我们在生产工作中一定要严密监视机组的负荷与转速,以便于判断油膜失稳和气流激振所带来的振动故障;
4)结构刚度不足。结构刚度不足是指机组支撑结构刚度过低。这里所说的“刚度”,泛指转子支撑-缸体-基础整个系统的刚度。刚度不足多发生在低压转子。刚度不足不会成为机组振动的直接原因。在不平衡量很小的情况下,只要没有发生动静碰摩,即使支承刚度过低也不会出现振动问题;
5)联轴器不对中。联轴器不对中也是汽轮发电机组振动常见故障。联轴器一般有3种不对中:平行不对中、角度不对中、综合不对中。它们会给机组带来下列后果:转子连接处将产生两倍频作用的弯矩和剪切力;相邻轴承将承受工频径向作用力。两种力的作用都将使转轴的轴承受力情况恶化,对结构和安全产生不利影响。因此,预防此种故障的最主要措施就是在大修中保证机组的安装质量;
6)裂纹转子.汽轮发电机组转子出现裂纹的故障一般不多见。但这种故障一旦开始出现,对设备的威胁就会十分大。杜绝因裂纹转子产生的振动故障,在大修的时候,检修人员一定要仔细认真观察转子的表面光滑情况及时发现转子的裂纹;
7)转子中心孔进油。汽轮机转子中心孔进油在现场时有发生。造成进油的原因通常有两种可能,中心孔探伤后油没有及时清理干净,残存在孔内;大轴端部堵头不严,运转起来后由于孔内外压差使得润滑油被逐渐吸入孔内。一旦确定振动是由中心孔进油所造成的,只有取下轴端堵头,清理中心孔;
8)转子截面刚度不对称。汽轮发电机组轴系中可能出现截面刚度不对称的是发电机转子。在面对截面刚度不对称导致的汽轮机组振动故障时,由于转子两个主轴方向刚度差别越大,1/2临界转速的响应峰值和两倍频激振力也越高。因此我们通常采取的措施是降低这个刚度差,通常在发电机转子本体的大齿表面沿轴向铣出一定数量的圆弧形横向月牙槽。槽深为转子本体半径的1/4~1/5。
4 改进后轴瓦振动情况
改进后,经过长期运行观察,2#汽轮机组振动值处于正常范围。表2为改进处理后某日的一个时间段振动值。
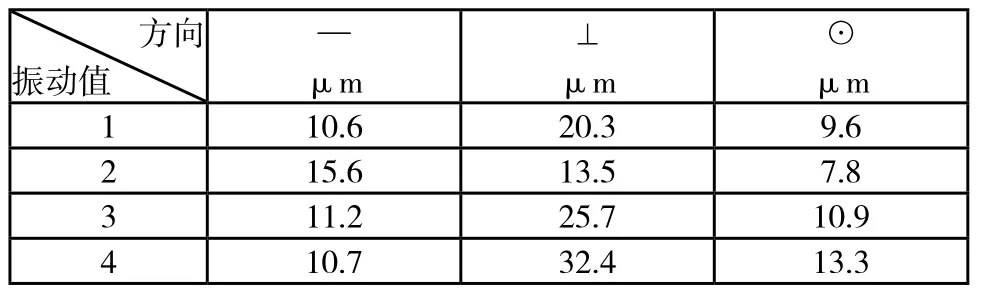
表2
从表2可以看出,改进处理后的振动值得到了大幅度的降低。说明采取的措施是有效的,目前2#汽轮机组轴瓦振动都在正常范围内,没有出现振动超标和振动保护报警现象,有效确保了机组安全稳定经济运行。
5 结论
五阳热电厂2#机组1W~4W振动大的问题最终得以解决处理,运行以来,效果也非常明显,并且振动值也达到了合格的标准。但是,要想避免振动增大的情况再次发生,还得运行人员在以后的工作中谨遵运行规程,总结运行经验,严密监视,及早发现问题解决问题。在每年的大修安装工作中,检修人员也一定要细心、认真做好每一步检修工作,避免因为检修质量不过关,而导致在以后的运行中出现大的停机事故。
[1]范红艳.浅谈引起汽轮机普通强迫振动的原因[J].黑龙江科技信息,2008(6).
[2]钱进.汽轮机转子振动试验与分析[D].重庆大学,2008-10-01.
猜你喜欢
现代仪器与医疗(2021年4期)2021-11-05 08:25:06
石油商技(2021年1期)2021-03-29 02:36:04
应用能源技术(2020年11期)2021-01-26 00:16:30
船舶与海洋工程(2020年4期)2020-09-12 06:08:10
制造技术与机床(2017年2期)2017-05-04 04:17:25
新疆钢铁(2016年4期)2016-05-25 00:37:38
汽车维护与修理(2016年3期)2016-02-28 13:17:07
少先队活动(2014年6期)2015-03-18 11:19:18
设备管理与维修(2015年9期)2015-03-16 02:24:02
汽车与新动力(2014年3期)2014-02-27 12:10:24
