一种高性能烧结金刚石圆锯片的开发①
2011-01-25 14:41董小雷张翠芳代金莉
超硬材料工程 2011年5期
董小雷,张翠芳,代金莉
(河北省小蜜蜂工具集团技术中心,河北 石家庄 050800)
随着石材加工业的发展,操作者对锯片的性能提出了更高的要求,特别是国外专业石材市场,要求锯片锋利度高,能够不加水切割各种硬石材,而且要求使用中锋利度不能出现大的衰减。金属基金刚石工具中,钴基胎体的综合性能最好,具有良好的自锐性,非常适合切割花岗岩类石材,因此国外高端市场多为钴基胎体产品,但由于钴资源稀少,近年来价格居高不下,而金刚石工具市场竞争又日益激烈,价格不断下滑,成本压力使得金刚石工具生产企业都在进行以铁基预合金粉代钴的研究。本试验采用国内某厂家生产的HF铁基代钴预合金粉,通过对锯片不同使用阶段金刚石磨损形态的统计与分析,不断对胎体和金刚石进行相应的调整,达到了胎体和金刚石更好的匹配,减小锯片锋利度的衰减,改善了整体切割性能的目的,并通过与欧洲专业市场样品的对比试验进行了验证。
1 试验方法
1.1 原材料
铁粉-300目,铜粉-300目,镍粉-300目,锡粉-300目,HF预合金粉-300目。
1.2 对比样品
客户提供的欧洲专业市场高档Φ230干片(分析胎体成分,钴含量28%~30% 左右,刀头粉料价格¥250-270元/kg)。
1.3 试验设备
烧结设备:锯片采用CSF500式钟罩式热压烧结炉,封闭式不锈钢间隔垫烧结。
切割设备:目前国外市场此类锯片多在角向磨光机上使用,考虑到角磨机试验难以获得试验所需的数据,因此项目中的试验采用自制Φ230台式切割机,二者功率、转速相近,所得试验数据有一定的代表性。
Φ230“良明”角磨机2.4kW 6500r/min
Φ230台式切割机2.2kW 6720r/min
1.4 切割材料
根据市场情况,石材选择中国黑作为切割对象。其结构致密、均匀、质地坚硬、抗压抗折强度高(抗压强度平均246MPa,抗折强度平均33.5MPa,摩氏硬度6.5)。试验所用均为中国黑板材,平均厚度1.9~2.2cm。
1.5 试验方法
为了使获得的项目试验数据尽量准确,试验均采用对比试验的方式,由相同操作者、切割同一块石材相同长度,累积得到切割总长度;锯片锋利度由切割总长度/所用总时间来衡量,锯片寿命通过切割总长度/单边刀齿损耗来衡量。
2 配方设计
2.1 配方胎体设计
胎体性能的核心要求是两点:一是具有良好的粘接性能,能够牢固地把持住金刚石,使其在使用过程中不致过早脱落;二是使用过程中胎体自身磨损和金刚石的磨损相匹配,保持制品既有较高的切削效率,同时又具有较高的磨损比。此外,作为工具生产厂家,开发中还需要考虑良好的工艺性(压制、烧结性能)以及合理的成本。
根据前期对HF代钴预合金粉的试验获得的一些经验与数据,初步设计了下面的胎体配方:

2.2 金刚石的选择
金刚石是锯片组成的关键材料之一,金刚石的冲击韧性、热稳定性、粒度、浓度、破碎方式等,都直接影响锯片的切削效率和寿命。由于主要是以硬石材的高效干切为开发目的,根据设计经验并参考国外类似产品,选择粗粒度、高强度金刚石为主切粒度,辅以较细粒度金刚石保护胎体。考虑到制造成本的因素,均选用国产某品牌金刚石。初步设计金刚石组合如表1,浓度15%~20%,开发试制过程中根据试验切割情况并辅助以金刚石磨损形态统计与分析,再加以逐步调整。
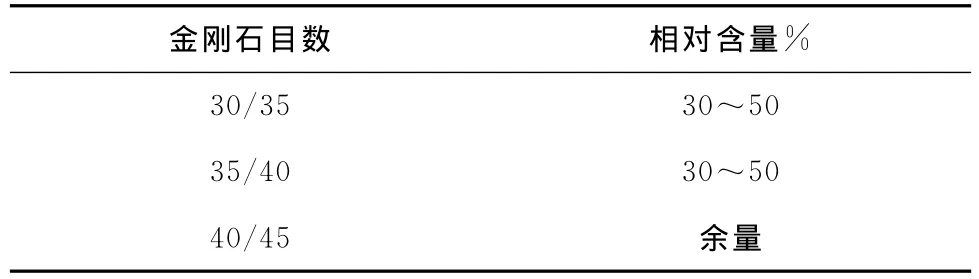
表1 金刚石组成Table 1 Diamond composition
2.3 配方调整
基本配方确定后,首先进行了烧结工艺的摸索和锯片性能的初步测定。通过对刀头强度及硬度的检测,刀头硬度HRB100±5;刀头强度平均值14.5N·m(略高于EN标准);切割试验初始速度较快,但100米后,速度下降较多,手感偏沉,通过对顶刃金刚石磨损形态的观察,金刚石出刃高度比较理想,说明胎体对金刚石的把持力较好,但金刚石棱角磨平、钝化的偏多,表明在这种使用条件下,所用金刚石的强度或浓度偏高,锯片的自锐能力不强。根据以上情况,做了相应的调整:
(1)对胎体进行了微调,提高其强度,保证使用安全性,满足产品出口欧美国家的要求;
(2)调整金刚石品级及浓度。
调整后配方命名为F255(刀头粉料价¥190元/kg),以此配方制作Φ230热压干片,与对比样品进行对比试验。
3 试验结果及讨论
3.1 对比切割试验
共进行400米对比切割试验,两张锯片刀头损耗占有效刀头高度的1/2左右,能够反映出两张锯片的真实性能。从试验数据可以看出,F255配方锋利度优于对比样品,切割平均速度较样品高25%,计算寿命则较对比样品短20%。(表2)
图1为二者速度变化曲线图,从图中可以明显看出,前100米,二者速度相差不大,100米后,平均速度均有下降,但对比样品速度下降较快,并且随着切割米数的延长呈现进一步下降的趋势,而F255则趋于稳定。

表2 F255- 对比样品对比切割试验Table 2 Comparison of cutting test between F255and sample
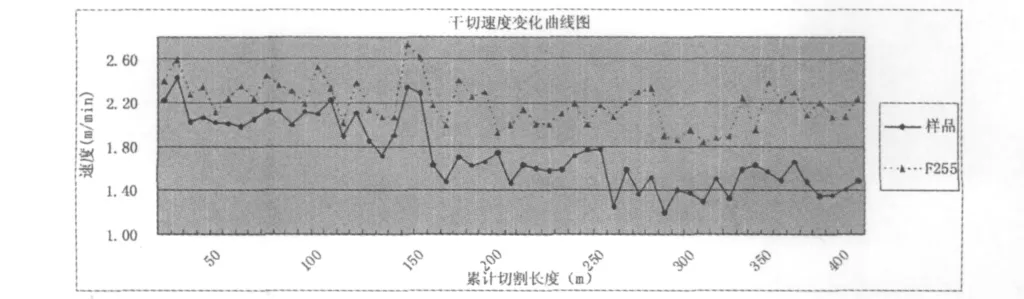
图1 干切速度变化曲线图Fig.1 Curve of speed variation for dry cutting
3.2 刀头及金刚石微观分析
切割200米、400米后,分别对两张锯片顶刃金刚石磨损状态进行了观察,图2、图3为F255配方与对比样品顶刃金刚石出刃的典型形态。可以看出F255出刃高度较样品高,金刚石两侧有明显的拉槽,有利于排屑和散热。
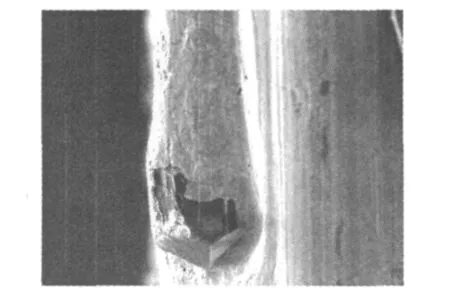
图2 F255金刚石出刃Fig.2 Diamond exposure of F255

图3 对比样品金刚石出刃Fig.3 Diamond exposure of sample
同时分别对两张锯片顶刃金刚石磨损状态按出刃良好(包括新出刃与棱角抛光形态;图4)、破碎(包括微破碎与较大破碎;图5)、脱落(金刚石完全脱落)三种状态进行了统计,统计数据见表3、表4。
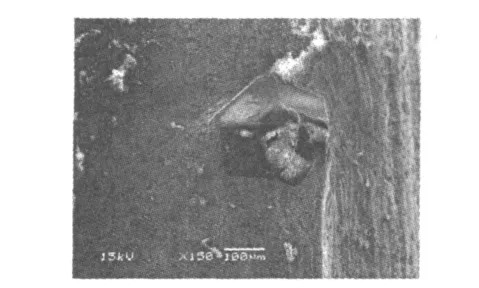
图4 对比样品微破碎形貌Fig.4 Morphology of micro-cracked sample
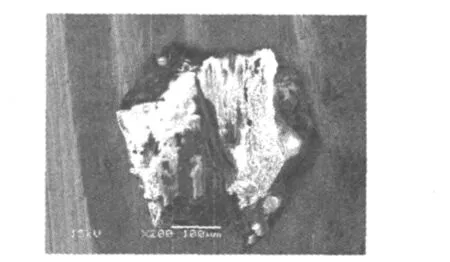
图5 对比样品大块破碎形貌Fig.5 Morphology of large-cracked sample

表3 切割200米统计数据Table 3 Statistical data with 200mlength of cutting

表4 切割400米统计数据Table 4 Statistical data with 400mlength of cutting
镜下观察,F255配方胎体对金刚石有很强的把持力,金刚石出刃高度高,能够有效的提高切割效率;由于细粒度金刚石较少,胎体磨损较快,因此金刚石脱落比例也较高,但脱落凹坑小,表明金刚石脱落时只有很少部分与胎体接触,这从另一个角度反映出配方胎体对金刚石具有很强的把持力。从统计数据看,其顶刃金刚石出刃良好、破碎、脱落所占比例接近1∶1∶1,锯片自锐性很好,锋利度高,寿命略短。对比样品胎体对金刚石的把持也较好,金刚石脱落比例少,但细粒度金刚石比例偏多,虽然对胎体有较好的保护作用,但也导致胎体磨损偏慢,金刚石出刃高度不够,影响切割效率,虽然寿命较F255长,但锋利度与自锐性均较F255差,其金刚石出刃良好、破碎、脱落比例接近2∶2∶1,在出刃高度并非很高的情况下,金刚石破碎比率却较高,表明其金刚石强度偏低。
F255配方经公司外销部推出后,用户均认可其综合性能,特别是锋利度,而其成本较采用钴粉产品降低25%~30%,具有较大的优势。
4 结论
(1)通过合理选用铁基代钴预合金粉以及金刚石,开发出的F255产品优于国外同档次产品,具有较高的性价比。
(2)对干切锯片而言,主切粒度以外的细粒度金刚石比例不宜过高,否则胎体耐磨性高,金刚石出刃高度降低,影响锋利度;金刚石出刃良好、破碎、脱落比例接近1∶1∶1时,锯片自锐性较好。
(3)金刚石顶刃磨损状态的统计与分析,对于配方的设计与改进可以提供比较明确的方向。
[1]孙毓超,宋月清.金刚石工具制造理论与实践[M].郑州:郑州大学出版社,2005.
[2]王秦生.金刚石烧结制品[M].北京:中国标准出版社,2000.
猜你喜欢
超硬材料工程(2022年2期)2022-08-29
石材(2022年4期)2022-06-15
设备管理与维修(2021年13期)2021-09-05
医学理论与实践(2020年7期)2020-04-13
超硬材料工程(2018年6期)2019-01-09
重型机械(2016年1期)2016-03-01
人间(2015年23期)2016-01-04
材料与冶金学报(2015年1期)2015-12-20
焊接(2015年12期)2015-07-18
超硬材料工程(2015年1期)2015-02-23