
医化行业挥发性有机废气(VOCs)排放特征及防治对策
2011-01-24 05:23:36胡庆年
中国环境管理 2011年4期
万 林 王 浩 胡庆年
(台州市环境科学设计研究院,台州 318000)
引言
随着医化行业的发展,随之而来的环境污染问题日益凸显,特别是医化行业有机废气的区域环境污染,严重影响居民的正常生活,制约区域经济发展。在医化行业中大量使用有机溶剂(如DMF、苯系物、有机胺、乙酸乙酯、二氯甲烷、丙酮、甲醇、乙醇、丁酮、乙醚、二氯乙烷、醋酸、氯仿等[1]),挥发形成了具有刺激性气味和恶臭的气体,并具有一定毒害性,长期排放必然恶化区域大气环境质量,并对附近居民的身体产生危害。
世界贸易组织提出挥发性有机化合物(Volatile Organic Compounds)是指在常温下,沸点在50℃~260℃的各种有机化合物[1]。挥发性有机化合物按其化学结构,可进一步分为:烷类、芳烃类、酯类、醛类和其他等,目前已鉴定出的有300多种。最常见的有苯、甲苯、二甲苯、苯乙烯、三氯乙烯、三氯甲烷、三氯乙烷、二异氰酸酯(TDI)、二异氰甲苯酯等。恶臭是指一切刺激嗅觉器官引起人们不愉快及损害生活环境的气体物质[2]。
医化企业使用的有机溶剂种类多、产生点位复杂,如储运输送、反应过程、末端治理等很多环节均会有VOCs产生。对医化行业VOCs排放特征的调查是VOCs防治基础和关键,只有全面了解污染物种类、排放点位、排放方式,才能从源头到末端全面削减企业VOCs的排放,减少周边大气环境污染。同时,医化行业VOCs排放特征调查也为环保行政主管部门掌握医化企业废气污染规律提供了大量信息,有利于开展医化行业的废气整治和环保监管。
1.医化行业VOCs排放特征
医化行业VOCs产排点位主要为物料储运输送、生产过程及末端治理等。VOCs产排特征分析首先需判定敏感物料,以敏感物料为基础对其产排关键点位进行全面调查分析。
1.1 物料敏感性的确定
根据物料的理化性质(如嗅阈值、毒性、沸点等参数)、物料的排放量及环境容量等来确定其敏感值大小。
物料敏感值计算:
物性敏感值可通过公式(1)~(8)[3]计算,其计算公式如下:
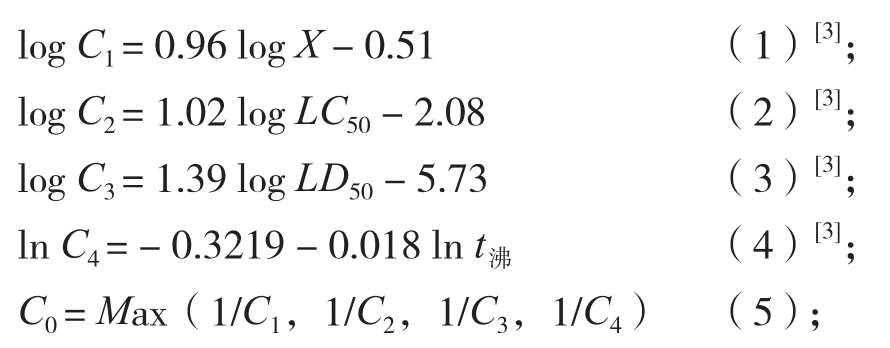

式中:X:物料的嗅阈值,mg/m3;
LC50:动物半数致死浓度,mg/l;
LD50:动物半数致死剂量,mg/kg;
t沸:敏感物料的沸点,℃;
C0:物料固有敏感值;
C0i:某企业第i种物料固有敏感值;
Qi:企业第i种物料排放量;
Ei:第i种物料的区域环境容量;
Ki:物料敏感值加权系数;
Cki:某企业的第i种物料加权敏感值;
Ci:某企业第i种物料相对敏感值,%。
根据公式(1)~(4)计算出C1、C2、C3、C4,取C1、C2、C3、C4倒数的最大值可计算得到物料的固有敏感值C0。将某企业第i种物料的使用量与该物料的区域环境容量相除,可计算得到该物料的敏感值加权系数Ki;第i种物料的固有敏感值与其加权系数相乘,可计算得到相对敏感值CKi。
企业的第i种物料的相对敏感值CKi,占企业所有物料总相对敏感值∑ (CKi)的比例为该物料的相对敏感值Ci。
敏感物料的确定
将企业各种物料的相对敏感值Ci由大到小排列,再逐个相加计算累计相对敏感值。当累计相对敏感值达到80%以上,此时所包含的各个物料可确定为企业的敏感物料。
1.2 储运输送VOCs排放特征
通常医化企业小剂量敏感物料以桶装储存,采用真空抽料的方式输送;大宗量敏感物料使用储罐储存,采用输送泵输送。敏感物料储运过程VOCs排放特征见表1。

表1 储存、输送过程VOCs排放特征
1.3 生产过程VOCs排放特征
医化企业生产过程VOCs排放主要发生在投料、反应、溶剂回收、过滤、离心、烘干、出料等操作单元。各单元操作特征:①投料:小量敏感物料使用真空抽料,大量的敏感物料使用泵投料或泵输送至高位槽投料;②反应:反应釜的放空口经冷凝回收溶剂后排空;③溶剂回收:蒸馏釜的放空口经冷凝回收后排空,若使用减压蒸馏,则废气进入真空系统后外排,回收的溶剂暂存至接收罐;④过滤、离心:使用敞口式离心机或敞口式过滤器,采用密闭离心机、过滤器出料时敏感物料直接暴露空气中;⑤烘干:烘干废气进入缓冲罐后排放,出料时敏感物料直接暴露于空气中。生产过程中VOCs排放特征见表2。
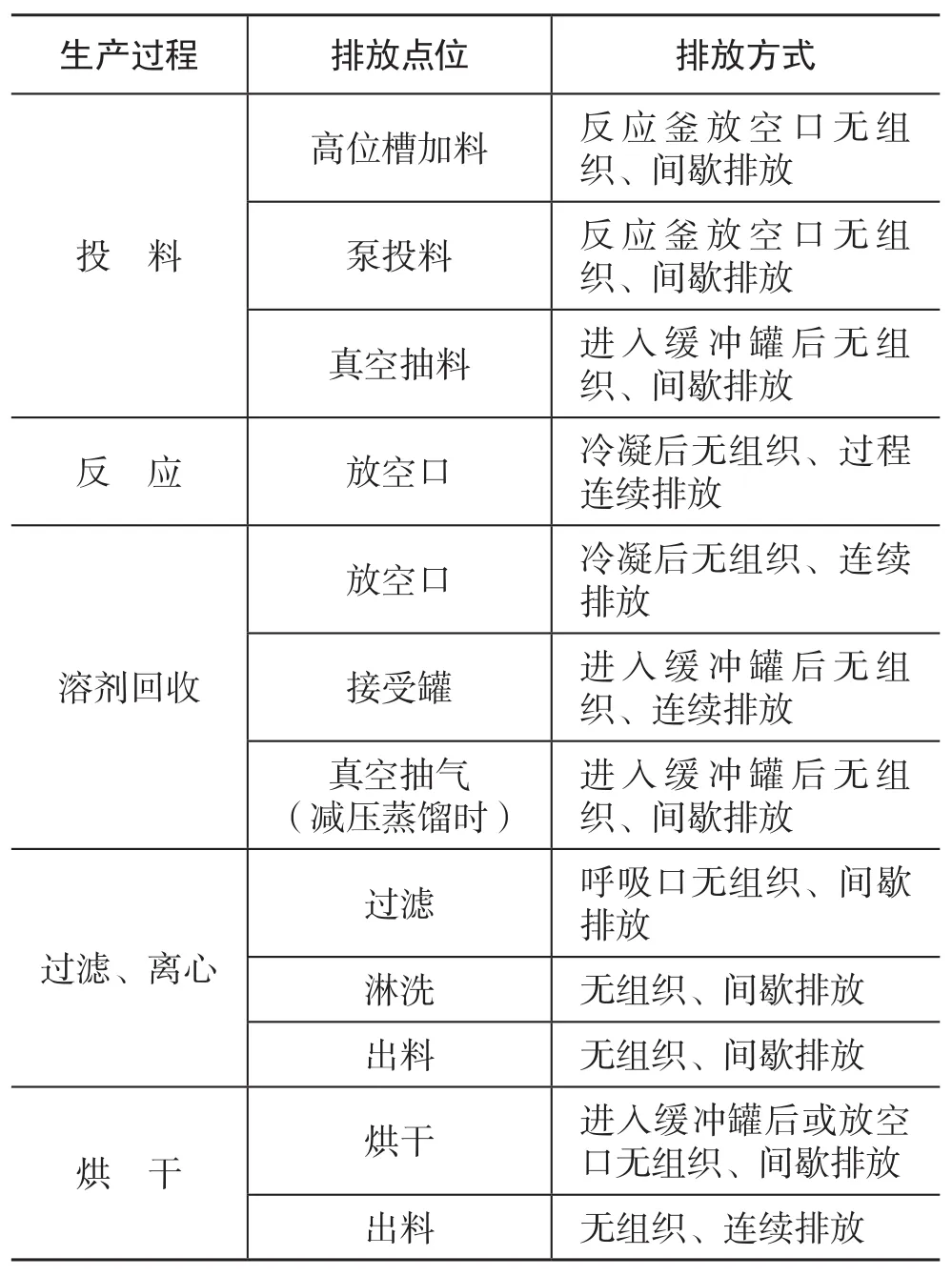
表2 生产过程VOCs排放
1.4 “三废”治理VOCs排放特征
医化企业在“三废”治理主要环节包括废水收集、废水处理、废气收集、废气处理、固废储存、运输等。各环节特征为:①废水收集:生产废水通过管路接入车间外围的污水收集池,经管道送至废水站;②废水处理:生产废水进入收集池或调节池,通过生化处理、沉淀分离后外排,生化污泥经压滤后外运处置;③废气收集:各废气产生点位经过废气支管、废气干管,引入废气处理装置;④废气处理:收集的废气经过末端处理设施处理后高空排放;⑤固废储存:各车间产生的固废根据特性分类储存至具有防雨、防腐、防渗的规范固废堆场;⑥固废运输:固废堆存到一定量时,统一由有资质的处置单位外运处置。 “三废”治理过程中VOCs排放特征见表3。

表3 污染防治过程VOCs排放
2.医化行业VOCs防治措施
医化行业VOCs的防治应坚持“以防为主,防治结合”的原则,首先从源头上减少废气产生量;其次做好废气的分类收集回收预处理;最后进行高效末端处理。
2.1 VOCs源头控制
医化企业VOCs废气排放的根源是易发挥物料的使用,源头控制必须进行工艺优化,通过减少反应步长,寻找低毒性、低臭、低挥发性的非敏感物料替代,减少敏感物料的用量。
另外,医化企业生产装备、管理落后,废气排放点位复杂、排放量大、难以有效收集,是废气污染的关键原因,各操作设备单元提升方式如表4。

表4 各单元操作须提升的装备
医化企业生产车间系统设计落后、管路繁杂、临时性管路多、人工控制为主、自动化水平低,也是导致废气污染的重要因素。为了减少VOCs的排放点源,必须加强清洁生产。在设计、安装方面,必须进行总体规划、系统设计、规范建设、精密安装;在过程控制方面,应进行GMP认证,以提高信息化、自动化水平;提倡连续化生产工艺和定量化控制技术,减少VOCs废气产生量。
2.2 VOCs收集
医化企业VOCs的收集是处理的前提,不同的废气排放点位需采用不同的收集方式,将无组织废气转化为有组织废气,并进一步通过预处理回收,不同环节废气收集及预处理措施如表5。
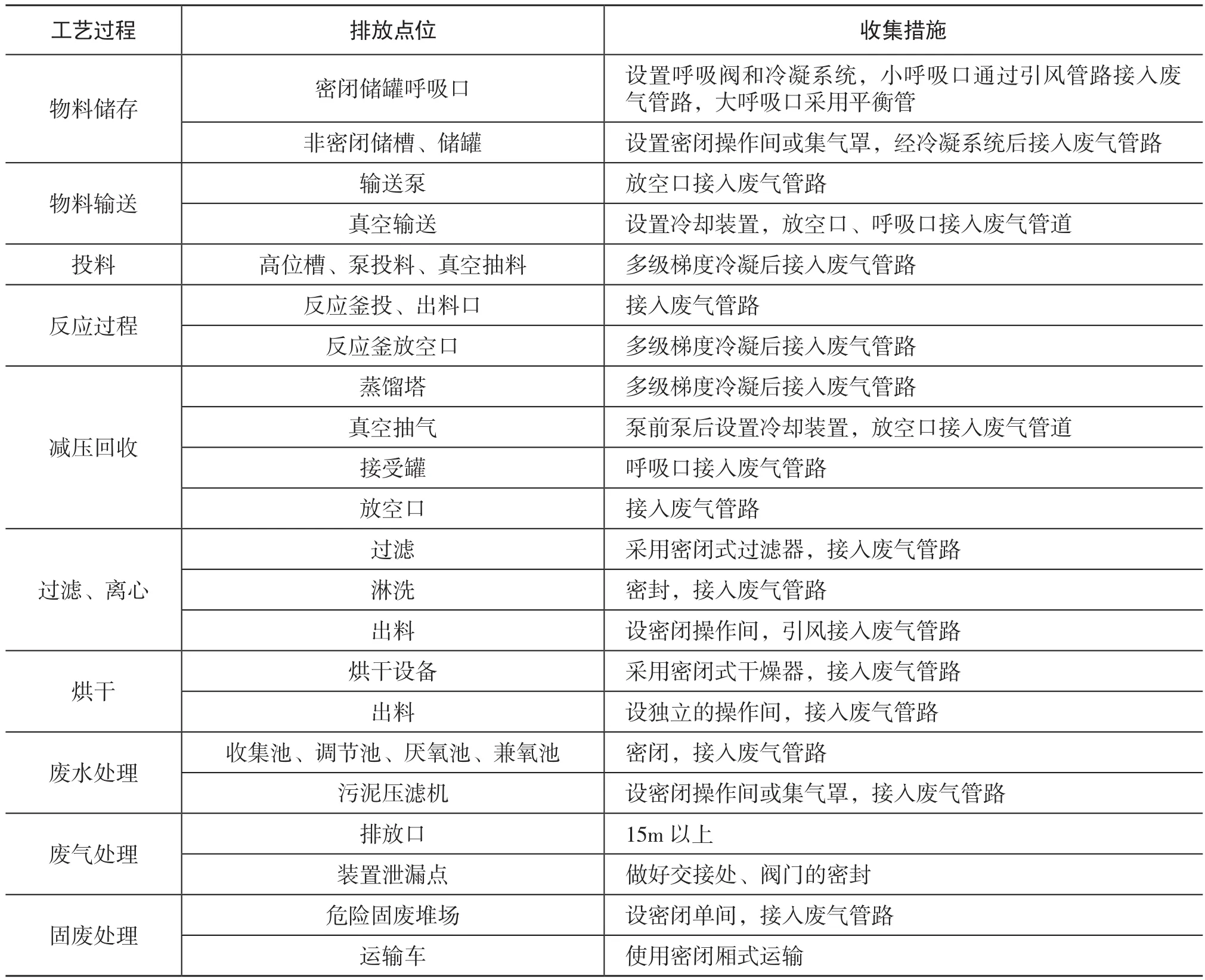
表5 各点位VOCs的收集措施
2.3 VOCs末端处理
国内外VOCs末端处理技术的优点、缺点和适用范围,对比如表6。
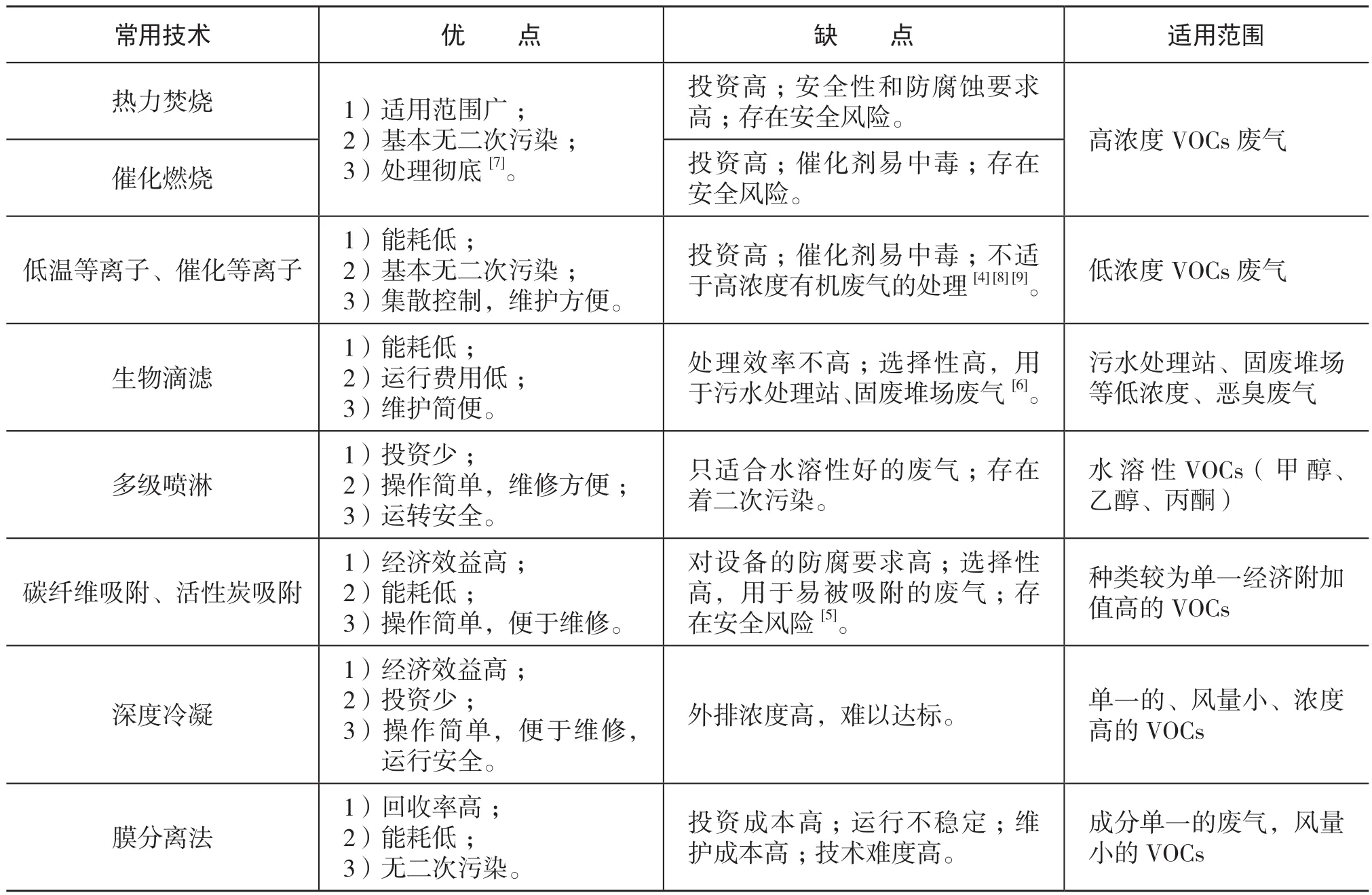
表6 各废气末端处理设施的调研情况
通常医化企业反应步骤较长,使用的敏感物料多,排放的废气成分复杂、含量不均,使用一种废气末端处理设施处理,难以达到预期的处理效果。对各类VOCs废气可按照酸性废气、水溶性废气、高浓度高沸点有机废气、高浓度低沸点有机废气、低浓度有机废气、污水站和固废堆场的恶臭废气等,分别采用一种或多种方法联合处理。通过加强废气的分类分质收集、分类分质预处理,可有效减少VOCs排放总量,并降低VOCs处理成本,不同废气的分类处理方式见表7。
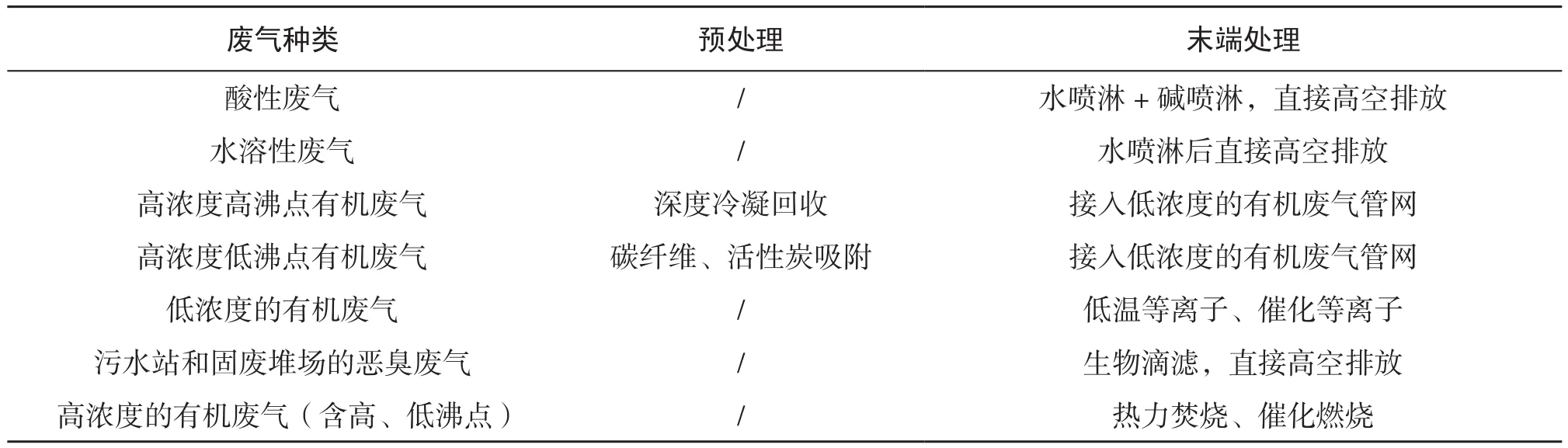
表7 医化废气的处理方式
3.结语
医化行业VOCs防治优先考虑源头控制,通过原料替代、工艺改进、装备提升从源头减少废气产生量,并进一步加强废气分类收集、分类回收,减少废气排放量;对于难以回收利用的废气需根据废气特征进行末端处理,减少VOCs最终排放量。
医化企业有机废气治理技术方法多样,在选择废气治理技术上需根据企业自身的废气排放特点,因地制宜、对症下药,选择合适的治理措施,通过强化废气分类收集,将预处理回收、末端处理多技术、多方法相结合。对于有条件的医化园区,可考虑由园区统一建设VOCs废气末端处理装置,对园区企业废气集中进行末端处理,既可以减少企业的环保投入,也可以减少运行的环境、安全风险,便于监管部门监督管理。
[1] Jones A P.Indoor air quality and health[J].Atmos.Environ.,1999,33:4535–4564.
[2] GB14554-93.恶臭污染物排放标准[S].北京:中国标准出版社,1994.
[3] 朱根逸.环境质量标准总论[M].北京:中国标准出版社,1990.
[4] 刘亚敏,付志娟.可挥发性有机环合物治理技术及研究进展[J].江西化工,2006,3(1):23-26.
[5] 沈秋月.活性炭吸附VOCs及其脱附规律的研究[D].上海:同济大学,2007:1-107.
[6] 杨亚欣,郭斌.工业高浓度挥发性有机气体净化技术现状与进展[J].环境科学导刊,2010,2(1):64-67.
[7] 张广宏,赵福真,季生福等,挥发性有机物催化燃烧消除的研究进展[J].化工进展,2007,26(5):624-631.
[8] Durr Systems GmbH,Catalytic Air Pollution Control Systems for Removal of VOC [J].Chem Engi,2010(12):74-78.
[9] SPIVEY J J.Complete catalytic oxidation of volatile organics[J].Ind.Eng.Chem.Res.,1987,26(11):2165–2180.
猜你喜欢
科技新时代·科幻魔方(2024年7期)2024-12-31 00:00:00
分子催化(2022年1期)2022-11-02 07:11:20
今日农业(2022年14期)2022-09-15 01:43:22
建材发展导向(2021年14期)2021-08-23 00:57:46
纺织科学研究(2021年6期)2021-07-15 08:41:40
皮革制作与环保科技(2020年14期)2020-03-17 07:16:06
石油化工建设(2019年6期)2020-01-16 08:03:48
当代陕西(2019年23期)2020-01-06 12:17:52
当代化工研究(2016年5期)2016-03-20 16:21:35
山东青年(2016年2期)2016-02-28 14:25:31
