
钢结构加工中产生的缺陷及防护措施
2011-01-16 02:33王春伶王玉鹏
科学之友 2011年19期
王春伶,王玉鹏,李
(北京帕克国际工程咨询有限公司,北京 100022)
钢结构加工中产生的缺陷及防护措施
(北京帕克国际工程咨询有限公司,北京 100022)
钢结构缺陷的产生主要取决于钢材的性能和成型前已有的缺陷、钢结构的加工制作和安装工艺、钢结构的使用维护方法等因素。本文着重介绍钢结构加工中产生的缺陷及其防护措施。
钢结构;缺陷;防护措施
1 工程概况
1.1 项目名称
奥运会老山自行车馆工程。
1.2 规模
三层、檐口高度18.8m、最高处34.3m、总建筑面积34821m2。
1.3 结构形式
本工程裙房B、C、D区为单层预应力混凝土框架结构,A区主体结构分为钢结构和混凝土结构,钢结构与混凝土结构在7米平台以上完全脱开,钢结构包括屋面钢网壳结构、支撑屋盖的单肢倾斜人字形钢管柱,屋面钢网壳结构矢高比1/10、跨度130m属超限设计。
本工程工期紧,结构工程量大,大型、重型构件多,不易于加工及安装。根据本工程钢结构施工情况,进行钢结构在加工制作中产生缺陷及其防御措施的探讨学习。
2 钢结构性能及其自身缺陷
建筑钢材强度高,塑性、韧性好,钢结构自重轻、材质均匀、密闭性较好且制作简便、施工周期短,然而钢结构耐腐蚀性差,耐热不耐火,在低温和其他的条件下可能发生脆性断裂,见图1。
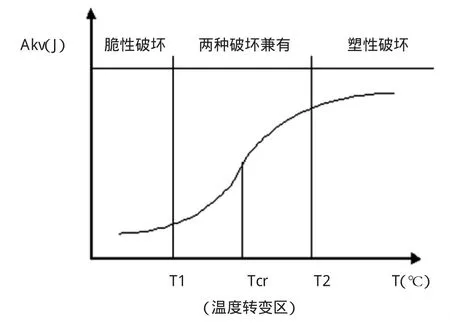
图1 低温对钢材冲击韧性的影响
常用钢材有发裂、夹层、微孔、白点、内部破裂、氧化铁皮、斑疤、夹砂、划痕、切痕、过烧等缺陷。
此类缺陷可以通过钢材进厂前的严格验收控制。
3 钢结构加工制作中产生的缺陷及防护措施
3.1 钢构件的加工制作主要工艺流程
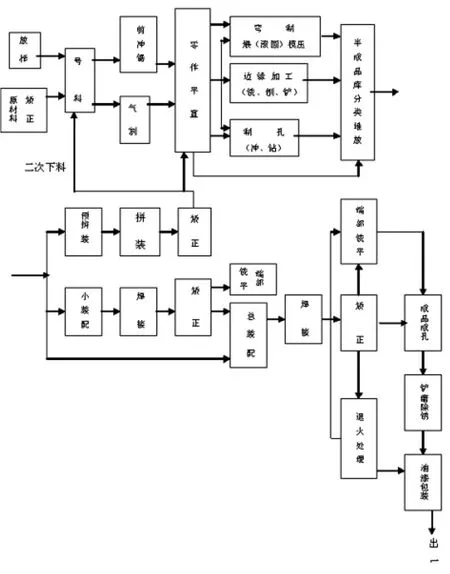
图2 钢构件加工制作主要工艺流程图
钢构件加工过程中易产生以下缺陷:
(1)矫正时引起的冷热硬化。
(2)放样尺寸和孔中心的偏差。
(3)切割边未作加工或加工未达到要求。
(4)孔径误差。
(5)冲孔未作加工,存在有硬化区和微裂纹。
(6)构件的冷加工引起的钢材硬化和微裂纹。
(7)构件的热加工引起的残余应力等。
加工过程中严格按范要求施工即可避免以上缺陷,在此不多赘述。
3.2 钢结构焊接产生的缺陷及预防措施
3.2.1 钢结构焊接产生的缺陷
(1)热影响区母材的塑性、韧性降低,钢材硬化、变脆和开裂。
(2)有焊接残余应力和残余应变。
(3)产生各种焊接缺陷:裂纹、气孔、夹渣、焊瘤、烧穿、弧坑、咬边、未熔合和未焊透等,见图3。
(4)焊接带来应力集中。
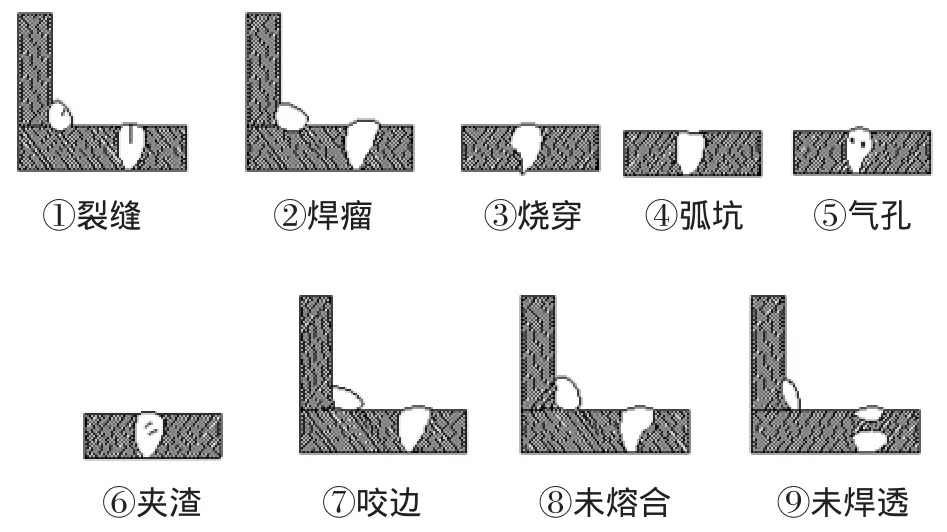
图3 各种焊接缺陷示意图
3.2.2 预防钢结构焊接缺陷的措施
(1)在焊接前将焊缝处母材上的油污和杂质清除干净。
(2)使用干的焊条,仅有湿焊条时要在120~250℃下烘干后使用,但不能在火上直接烘烤。
(3)焊条型号与母材匹配,检查药皮的类型,对于自动焊或半自动焊的焊丝也要与母材匹配。
(4)拼接板与母材一致,掌握好拼接板的焊缝布置和被拼接母材之间的间距。
(5)母材坡口形式主要取决于板厚和焊接方法,常用的有I形、V形、X形、单边V形、单边U形、K形等,还要采用封底补焊和垫板。
(6)当采用不同宽度或厚度(相差4mm以上)的构件对接焊时,要将较宽或较厚的板件加工成≤1∶4的坡度,以保证平滑过渡。
(7)满足焊缝的最大焊脚尺寸、最小焊脚尺寸、最小焊缝长度等构造要求。
(8)焊接时避免焊缝过分集中或多方向焊缝相交于一点。例如:梁、柱拼接时,翼缘的拼接焊缝和腹板的拼接焊缝要错开一定的间距,加劲肋、隔板焊接时内面要切角。
(9)对较厚的板材(>8mm)的焊缝采用分层施焊,每层接头错开30mm以上,采用分段退焊,并在焊下一层前,必须将上层焊渣清除干净。
(10)对接焊缝的两端使用引弧板,引弧板在焊毕后用气割切除,并将板边沿受力方向修磨平整。
(11)焊接时要满足周围大气温度要求,要求焊工技术熟练,而且要有消除残余应力应变的措施。
(12)在施工现场焊接时,要有良好的防雨、防雪和防风设备,在四级风以上没有防风设备时,不能施焊。
(13)消除应力应变的常用方法有:预热、后热、高温回火、反变形和轻敲击等。
3.3 钢结构螺栓连接过程中产生的缺陷及其防护措施
用于钢建筑结构连接的螺栓分为普通螺栓和高强度螺栓。普通螺栓中按加工精度及强度不同分为A级、B级和C级,通常采用的是C级螺栓,高强度螺栓连接可分为摩擦型和承压型两种,通常采用摩擦型高强度螺栓。
普通螺栓按传力方式可分为:抗剪螺栓、抗拉螺栓和拉剪螺栓。其中抗剪普通螺栓的破坏形式有4种:①螺栓杆剪切破坏:当螺栓直径较细而被连接钢材较厚时;②螺栓孔挤压或承压破坏:当螺栓直径较粗而被连接钢材较薄时;③构件截面强度破坏:当构件开口较多使界面削弱较大时;④螺栓杆弯曲破坏:当螺栓直径杆较长较细时。抗拉螺栓的破坏主要是在螺母下螺纹削弱处被拉断。
高强度螺栓摩擦型连接的整体性和刚度好、变形小、受力可靠、耐疲劳。而构件的接触面(摩擦面)需要经过特殊处理,如喷砂、涂无机富锌漆等,使其洁净并且粗糙,以提高其抗滑系数。
3.3.1 螺栓连接过程中产生的主要缺陷
(1)螺栓孔引起构件截面削弱。
(2)普通螺栓连接在长期动荷载作用下的螺栓松动。(3)高强度螺栓连接预应力松弛引起的滑移变形。(4)螺栓及其附件钢材质量不符合设计要求。
3.3.2 提高螺栓连接质量,减少因此产生缺陷的方法
(1)受力螺栓的直径要符合设计要求或通过计算求得。
(2)螺栓的受拉是通过设置于构件端部的端板、连接角钢或T形钢实现的,端板、连接角钢或T形钢等要符合设计厚度,也可设置加劲肋,以便受拉时有足够的强度和刚度。
(3)高强螺栓预应力施加方法:先对全部螺栓作初拧和复拧,然后再用电动、风动或人工特制扳手拧紧螺母而产生预应力。控制预应力常用扭矩法、转角法或采用扭剪型高强度螺栓。
(4)高强度螺栓拧紧后,预应力经一段时间后松弛,通常在一天以内的损失量为总损失的90%。为补偿预应力松弛的影响,施工时将螺栓超张拉5%~10%左右。
(5)高强度螺栓施拧过程中,施工的预应力误差不大于10%,不能欠拧,否则摩擦力满足不了设计要求,且在受力过程中将会产生较大的滑移变形;不能超拧过大,否则会拧断螺栓,也可能暂时未断但过后会出现螺栓脆断现象。
(6)接头受剪面上不能有螺纹。
(7)对螺栓较多的接头,已经拧好的螺栓将受到它周围螺栓在施拧时的影响。为使受力均匀,施拧时至少分两次拧,选择适当施拧次序,要从节点刚度大的部位向不受约束的边缘进行;大面积的节点中,应从节点中央沿杆件向外进行。
3.4 钢结构防护涂层缺陷及其处理措施
所有钢结构在投入使用之前必须进行防腐处理。目前最主要的防腐措施是在其表面覆盖油漆类涂料,形成保护涂层。对一些特殊的钢结构则采用镀锌、喷铝等方法处理其表面。
涂层的缺陷有很多,处理方法也各有不同,例如:
(1)显刷纹:使用高级刷子,少用合成树脂涂料。
(2)流挂:涂层不要太厚,适当使用稀释剂。
(3)皱纹:涂层不能太厚,下层涂层干燥后再涂上层涂料。
(4)起泡:基底除锈不干净。
4 结束语
钢结构质量事故的产生大多是由于在加工制作中产生的缺陷引起的,而破坏程度通常也相当严重。为确保本工程高标准完成,项目部通过认真分析各过程易产生缺陷的原因并制定合理的防护措施,最终圆满完成施工任务。
Defectsgenerated in steelprocessing and protectionmeasures
Wang Chunling,Wang Yupeng,LiJie
The generation ofdefects in steel depends on the performance ofsteeland forming pre-existing defects,steelmanufacture and installation process,method of use and maintenance of steel structures and other factors.This article focuses on the defects generated in steel processing and protectivemeasures.
steel;defects;protectivemeasures
TG441.7
A
1000-8136(2011)29-0014-03
猜你喜欢
体育科技文献通报(2022年4期)2022-10-21
房地产导刊(2022年4期)2022-04-19
商品与质量(2021年43期)2022-01-18
昆钢科技(2021年4期)2021-11-06
大众投资指南(2021年35期)2021-02-16
昆钢科技(2020年5期)2021-01-04
理论与创新(2020年11期)2020-07-26
冰雪运动(2018年5期)2018-05-20
