
SW18U挖掘机平衡块的V法铸造工艺
2011-01-06 05:16高成勋成都市铸造协会成都市611230
中国铸造装备与技术 2011年5期
高成勋(成都市铸造协会,成都市 611230)
SW18U挖掘机平衡块的V法铸造工艺
高成勋(成都市铸造协会,成都市 611230)
介绍了采用V法铸造生产SWE18U挖掘机平衡块的生产工艺。
挖掘机;平衡块;V法铸造
SWE18U挖掘机平衡块的主机是出口产品,表面质量和几何尺寸要求都很严格,以往多采用树脂砂铸造工艺;但树脂砂铸造工艺生产要配备专用的工装,另外旧砂的再生回用率较低,且效率不高。2010年郑州市惠昌机械公司开始用V法铸造工艺生产SW18U挖掘机平衡块,取得成功。该铸件重445kg,最薄壁厚仅20mm,材质为HT150。对该产品要求是铸件表面无裂纹、无鼓胀,无夹渣、冲砂等缺陷,表面粗糙度6.3~12.5μm。
1 生产条件
生产设备:V法造型机,移动式烘烤架,真空负压系统,专业砂箱(上箱尺寸:2500mm×1500mm×300mm,下箱尺寸:2500mm×1500mm×600mm);2t感应电炉,2t浇注包。
2 铸件结构工艺性分析
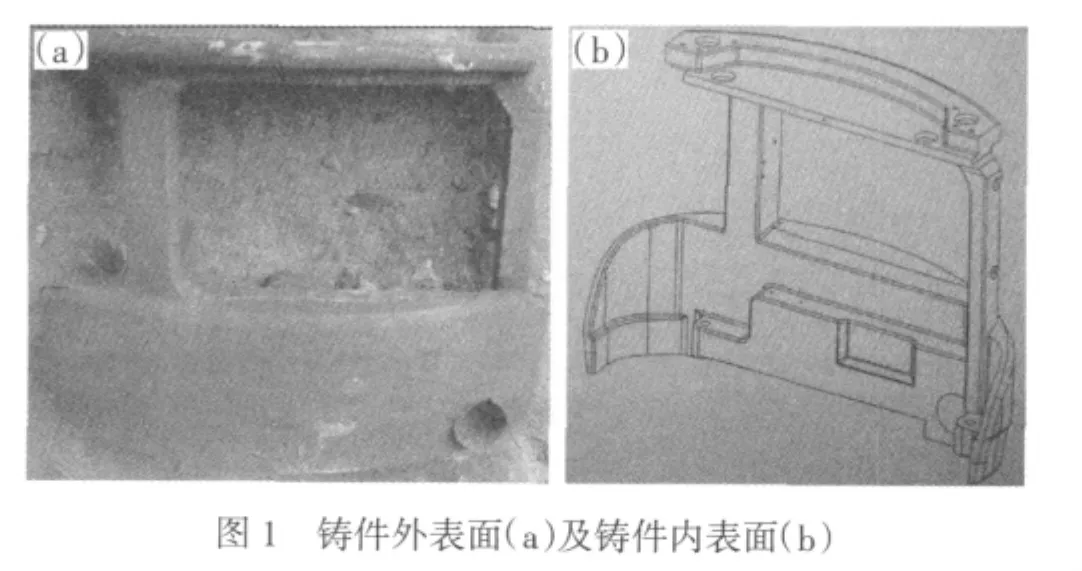
铸件形状见图1。由于该铸件是出口挖掘机的平衡块,要求铸件必须无缩孔、气孔、夹渣、冲砂等缺陷;表面质量要求光洁平整;几何尺寸误差+1.5mm,且铸件上下端面须加工,要求铸件组织致密。故在浇注系统设计时,必须考虑金属液的流动、排气、排渣和砂芯的出气等。采用一箱二件铸造。
3 工艺设计
为保证铸件的质量,防止冲砂缺陷的产生,浇注系统采用半封闭式浇注系统,砂芯用水玻璃砂制成。内浇道的截面积为16cm2;取内浇道为4道,则每个内浇道的截面积 F=16÷4=4.0cm2;浇道截面积比为:F直∶F横∶F内=1.2∶1.4∶l.0,浇注时间 35~40s。
3.1 模具设计要点
(1)由于铸件外形较大,其内部型腔也较大,模具设计为一箱二件。
(2)模具按铸件最大截面分型,模样收缩率按1%,铸件内浇道开设在铸件地脚下砂型处,铸件加工面加工余量4mm,在浇注位置上表面留有加工余量。
(3)模具设计为对称结构,中间开浇道,上、下箱造型,铸件的外表面放在下箱,保证铸件表面质量达到技术要求。
(4)保证砂型的有效强度,在砂箱的选择上考虑砂型的强度与吃砂量,上下砂箱总高度为900mm。
3.2 造型工艺
V法生产铸件,不仅要求铸件表面光洁度和尺寸精度,更要保证铸件的内部组织性能,因此,要预防砂眼、气孔、粘砂和抬芯等缺陷的发生。在实际生产中,要保证V法造型吸膜时薄膜的完好性,防止薄膜局部损坏引起的砂眼和砂孔缺陷。为防止浇注过程抬芯,在砂箱的箱档上焊接了支撑与出气两用途的支撑钢管。砂型喷刷涂料后,为防止涂料中的水分和其他液体高温后发气产生浸入性气孔,对砂型表面的涂料进行烘烤干燥。在拼合砂芯时使用铸造泥条防止中间披缝。
3.3 其它生产工艺参数
浇注温度≥1320℃,保压2h,保温缓冷8h开箱,浇注与造型过程真空度≥55kPa。
4 铸件生产情况
在严格执行以上V法工艺方案后,首批生产了20件铸件,经检查与加工验证,铸件完全达到了图纸设计要求,铸件的表面粗糙度比树脂砂铸造的高1~2级)。
Vacuum Casting Technology for Balance Weight of Model SW18U Grab
GAO ChengXun
(Chengdu Foundry Association,Chengdu 611230,Sichuan China)
Production technology for balance weight of Model SW18U grab by Vacuum casting has been introduced.
Grab;Balance weight;Vacuum casting
TG249;
A;
1006-9658(2011)05-2
2011-06-08
2011-083
高成勋(1968-),男,工程师,主要从事铸造生产管理、工艺设计与技术服务工作
猜你喜欢
铸造设备与工艺(2022年3期)2022-07-13
中国铸造装备与技术(2022年3期)2022-05-27
铸造设备与工艺(2021年2期)2021-06-08
玻璃(2020年2期)2020-12-11
玻璃(2020年2期)2020-12-11
陶瓷学报(2019年6期)2019-10-27
制造技术与机床(2019年7期)2019-07-22
模具制造(2019年3期)2019-06-06
制造技术与机床(2017年6期)2018-01-19
中国设备工程(2017年2期)2017-03-06

- 中国铸造装备与技术的其它文章
- 对造型线液压系统的认识
- 西门子PLC和变频器在铸造起重机控制系统中的应用