
油气田渗镀涂层防腐蚀技术及展望
2011-01-05 14:36盛长松刘希武
石油化工腐蚀与防护 2011年6期
盛长松,刘希武,苗 普
(中国石化集团洛阳石油化工工程公司,河南洛阳 471003)
油气田渗镀涂层防腐蚀技术及展望
盛长松,刘希武,苗 普
(中国石化集团洛阳石油化工工程公司,河南洛阳 471003)
介绍了镍磷镀层、渗氮层的性能和在油气田应用的情况,并针对镍磷镀层孔隙率高、镀层厚度不均等缺陷以及渗氮层易于剥落和产生微裂纹等问题提出了建议;对国外涂镀技术和国内石化行业应用渗镀材料的性能及成功应用情况进行了介绍;金属陶瓷涂层具有合理的显微结构、表面硬度较高、抗断裂性强、耐腐蚀和冲蚀性能优异;铝钛共渗钢具有良好的抗湿硫化氢腐蚀、抗氢致开裂 (H IC)及硫化物应力腐蚀开裂 (SSCC)的能力,其构件在湿硫化氢腐蚀环境的工业应用效果良好,并对渗镀涂层技术作为经济有效的防腐蚀措施将在油气田上得到推广应用进行了展望。
油气田 渗镀涂层 防腐蚀 建议 展望
随着国内石油天然气工业的发展,含 H2S,CO2,Cl-及 H2O等多种腐蚀介质的油气田相继出现,腐蚀问题越来越严重,从而引起人们的关注。油气田的腐蚀严重威胁生产安全,造成能源浪费及环境污染,制约了油气田的发展和经济效益的提高。因此,针对油气田的腐蚀状况,研究开发具有高性价比的实用型防腐蚀技术——渗镀涂层技术十分必要。
1 油气田应用渗镀涂层的技术现状
1.1 国内镍磷镀技术
镍磷化学镀技术是金属表面防护和表面强化技术的手段,化学镀镍磷合金是一种在不加电流情况下,利用还原剂在活化材料表面上自催化还原得到非晶态镍磷合金镀层的方法。非晶态镍磷合金呈现为金属的玻璃态,是一种均一的单相体系,不存在晶界、位错等晶体缺陷以及化学成分的偏析,因此它具有优良耐蚀和耐磨性能。
1.1.1 镍磷合金镀层的性能
(1)耐蚀性能:在含氯的盐溶液中,磷的质量分数为 10%的镍磷合金镀层的腐蚀速率明显低于18-8不锈钢。在一些含氯化氢、盐酸等化工原料中,镍磷合金镀层的耐蚀性能与 Ni-200相当,远优于普通碳钢[1]。镍磷合金镀层在含 Cl-环境下不仅耐均匀腐蚀和局部腐蚀,而且还能为不锈钢基体提供阴极保护。镍磷合金镀层对 304钢应力腐蚀行为的影响见图 1[2]。镀覆镍磷后,冷拉 304钢的门坎应力由 300 MPa提高到 540 MPa。不同温度压力条件下在 CO2水溶液中进行 120 h失重试验结果表明,镍磷镀层试样的腐蚀速率均小于0.003 mm/a。

(2)耐磨性能:通常镍磷合金镀层显微硬度为 500~600 HV,经过 400℃处理后,硬度可达到的最大值约 900 HV以上,超过 400℃则晶粒粗大使得硬度下降。由于镍磷合金镀层显微硬度较高,所以在一定摩擦条件下表现出良好的抗磨损能力。CO2的浓度对 G105钢及镍磷合金镀层腐蚀磨损速率的影响见图 2[3]。由图 2看出,镍磷合金镀层的腐蚀磨损速率较小。

注:镍磷合金镀层的基材为 G105低合金钢;镀层厚度大于 50μm;镀层中磷质量分数为 8.5%,呈非晶态结构;表面硬度为 560 HV;对比材料的试样取自进口 G105钢石油钻杆管壁;腐蚀介质为 CO2饱和水溶液。
1.1.2 镍磷合金镀层的试验和应用情况
镍磷镀技术在中东、美国和德国石油与天然气工业的管道、阀体和泵站的防蚀保护方面得到了广泛的应用,并取得了明显效果。国内在上世纪 80年代末开始在油田行业开发应用该技术,在不断实践的基础上实现了大面积整体化镍磷镀技术的突破,降低了成本,提高了生产效率和生产能力。该工艺技术已在中国石油大庆石化分公司、中国石油化工股份有限公司江汉油田分公司、中国石油化工股份有限公司胜利油田分公司 (以下简称胜利油田分公司)、中国石油化工股份有限公司中原油田分公司得到推广应用,取得了一定的防腐蚀效果。
1994年以来,胜利油田分公司镍磷合金镀层油管的年使用量逐步增加。到目前为止,初期投用的镍磷合金镀层油管总数还不多,但从投用管的情况来看,管柱本体腐蚀均较轻[4]。如 1997年 8月河口采油厂对 1995年 3月渤南义 4-6-11井下的镍磷合金镀层油管进行了检查,发现该井管柱完好,基本没有腐蚀。此外,采用的镍磷合金镀层的井下工具的防腐蚀性能也大幅度提高。如胜利采油厂胜一区块对工具进行镍磷镀处理后,3~4 a工具本体腐蚀均不严重。某管道防腐蚀工程项目的部分试验结果表明,在试样镍磷合金镀层完好时,腐蚀速率为 5μm/a,但有些试样由于存在孔隙,镀层发生了点蚀现象。
1.1.3 镍磷合金镀层存在的问题及建议
在实施镀镍磷合金过程中,由于镀液不稳定、预处理效果不理想等因素都容易造成镀层质量波动,导致镀层孔隙率升高,另外受到管道规格、形状、长度等限制,也易出现镀层厚度不均等缺陷。因此影响了镍磷合金镀层的推广应用。在油气田镍磷合金镀层油管的主要腐蚀部位和涂料管一样集中在丝扣、节箍和液压钳的夹持处。镍磷合金镀层是阴极性涂层,只有在镀层完好的情况下,才能起到保护金属材料的作用。因此要严格控制镍磷合金镀层工艺,采用镍磷合金镀层油管时,不但要保证丝扣、节箍部位镀层的均匀性、将无孔隙降为最低,还要在作业施工中避免夹持部位镀层的破损及表面硬伤。另外,在油田地面管道系统使用镍磷合金镀层时,应首先解决好镍磷合金镀层管道的焊接内补口问题。
1.2 国内外涂镀新技术的研究情况
1.2.1 国外情况
针对油气井的深度不断加大,对各类抗蚀材料性能的要求也越来越苛刻,为此日本国家石油公司和日本金属研究与开发中心开发研制了油管和接箍的一种新型材料。其方法是在低成本铁基材料上镀涂层 (如陶瓷、抗蚀合金以及高分子聚合物);采用高新技术如化学蒸镀法、物理蒸镀法以及等离子喷涂法。研究内容还涉及油管连接的密封技术(如室内试验材料为 4 mm厚的 J IS钢及 SS41钢,分别镀入 Cu和 Ni后涂敷 400μm的环氧树脂)。试验结果表明,试样在质量分数为 15%NaCl溶液和 H2S饱和水溶液中保持 25 d,未见任何腐蚀现象[5]。因此采用该方法,可保证化学镀层的质量和使用效果。
1.2.2 国内情况
三层复合涂镀技术解决了镍磷合金镀层孔隙的致命弱点,不但降低了镍磷合金镀层的生产成本,也大幅度地提高了其使用的可靠性[6],部分试验数据见表 1。三层复合涂镀技术就是在碳钢表面制成高耐蚀的镍基合金底层;然后通过一种特殊的化学处理方法使底层合金长出致密且纤细的金属绒毛形成复合的第 2层;最后再将具有某种特殊表面功能的有机聚合物产品浸涂于第 2层上,形成能够封闭底层孔隙,同时又具有某种表面功能的第 3层。炼油厂试验应用表明,该技术在防腐蚀、防垢和节能等方面的性能优良,将在今后的油气田油管井下提升机具及地面管道得到应用。

表 1 两种镀层的耐蚀性能比较Table 1 Comparison of Corrosion Resistance Perfor mances of Two Galvanized Coatings
1.3 渗氮技术
渗氮又称氮化,是指一种以氮原子渗入钢件表面,形成一层以氮化物为主的渗层的化学热处理方法。渗氮有 3个基本过程:活性氮原子的产生、表面的吸收和氮原子的扩散。其中真空渗氮技术具有加热时工件表面清洁、无氧化和有利于环保等特点。它与普通的气体渗氮工艺相比,其表面改性更显著,基本上消除渗层中的脉状晶组织,均匀的渗层具有更高的硬度且其分布理想。
1.3.1 渗氮层的性能
渗氮技术一般用于机械零件的硬化、耐磨和防腐蚀[7]。由于真空渗氮最表层为比较致密的ε相层,ε相使钢件表面的电极电位显著升高,降低了腐蚀电池的电位差,使腐蚀电流密度减小,从而提高了工件在腐蚀介质中的耐蚀性能。
1.3.2 渗氮钢的现场挂片及应用情况
因为常规气体渗氮工艺生产周期长、渗层均匀故控制难度大、加工成本高。在油套管防腐蚀方面,仅在 20世纪 80年代美国油田有应用。
中国石油长庆油田采用并评价了真空渗氮钢管。在三口井进行的挂片试验结果表明,J55钢的平均腐蚀速率约是真空渗氮钢的 3.2~8.6倍。J55裸钢的最大孔蚀率达到 4.75 mm/a。某批油管外径为 φ73 mm、壁厚为 5.51 mm、钢级为 N80。经过渗氮处理后,在新疆塔里木油田某采油厂下井使用,不到 1个月就发生断裂事故。对油管进行断口分析、金相检验和材料力学性能试验的结果表明,是渗氮层脆性较大而且正火组织本身韧性较低,使油管发生断裂[8]。
1.3.3 存在的问题及建议
渗氮层易于起泡、剥落和产生微裂纹。渗氮套管在大的井眼曲率下特别容易产生裂纹。因此要在适宜的井深和弯曲度的井况中选择使用。渗碳层具有很高的耐磨性,但还要对渗氮套管防腐蚀性能、强度和密闭性等性能进行综合考虑并进行深入的试验研究后,才能应用。油管渗氮层较脆,在搬运过程或井下容易被磕碰脱落,建议选用调质处理油管进行渗氮并改善工艺,以降低渗氮层脆性。
2 国内渗镀技术研究应用情况
2.1 金属陶瓷涂层
金属陶瓷是一种在金属黏结剂中掺入陶瓷成分的复合材料。涂敷在钢铁表面的金属陶瓷组合物,在热处理过程中具有优良黏附性的低熔点金属粉末熔化,而熔点高的陶瓷粉末仍处于固体状态,并保持高硬度。熔敷涂层很紧密地结合在钢铁基体上,形成金属陶瓷涂层。
2.1.1 金属陶瓷涂层的性能
多数金属材料具有良好的韧性但硬度和耐磨性能不如陶瓷材料,而陶瓷材料脆性较大难以加工,限制了其作为耐冲蚀、磨损材料的应用。金属陶瓷涂层技术在提高构件使用性能方面起着重要的作用,它既保持了陶瓷的高硬度、耐冲刷、耐高温、抗氧化和优异的耐酸、硫和碱腐蚀性能,又具有较好的金属韧性和可塑性。
2.1.2 金属陶瓷的试验和工业应用
近年来,国内发明了多种金属陶瓷涂层的加工方法,但在工艺设备和工艺过程的简化、涂层质量、能耗和实现工业化生产等方面还存在一定的问题。中国石化集团洛阳石油化工工程公司 (以下简称洛阳石化公司)开发了金属陶瓷涂层技术。金属陶瓷涂层试样在试验室的冲刷腐蚀试验结果见表2。
试验结果表明,金属陶瓷涂层具有较强抗金刚砂粒子切入及犁削冲蚀的能力。碳钢、18-8钢和Inconel600合金钢的失重分别为金属陶瓷涂层材料的 20,5和 2倍。
在碳钢表面制备的金属陶瓷涂层大弯管和调节阀在福建炼油化工有限公司进行了工业应用试验,工况条件见表 3。通过 3 a的工业试验,金属陶瓷涂层表面没有任何腐蚀和冲蚀痕迹,显示出优良的综合耐蚀性能。

表 2 冲刷腐蚀试验结果Table 2 Results of Impingement Corrosion Tests

表 3 试验工况条件Table 3 Test Conditions
2.2 铝钛共渗技术
同时或顺序渗入铝、钛元素的扩散过程称为铝钛二元共渗。表面具有铝钛铁合金层的钢叫铝钛共渗钢。共渗钢不但能充分发挥单一元素的各自优点,弥补其缺点,而且还可以赋予金属材料表面以新的更好的性能[9]。在铝钛共渗层中含有耐蚀性能优异的钛元素,但不会显著提高铝钛共渗钢成本,具有较高的技术经济价值。
铝钛共渗层的性能:粉末包渗铝钛共渗钢,由于渗入两种不同金属,在钢铁表面获得了不同的组织和性能,使钢铁表面具有更优良的耐高温氧化、耐磨损和耐腐蚀等性能。试验研究证明,铝钛共渗钢具有良好的抗湿硫化氢的腐蚀性能和优异的抗H I C和 SSCC的能力。
渗钛钢的现场挂片和应用情况:洛阳石化公司开发的铝钛共渗钢,在加工进口高硫原油的扬子石化公司的低温硫化氢腐蚀部位进行现场挂片试验,见图 3。2002年扬子石化公司采用铝钛共渗钢冷却器、管道和叶轮等进行工业试验,部分工况条件见表4,5。应用表明:铝钛共渗钢冷却器和管道表面渗层没有明显的腐蚀痕迹。在焊接接头处无开裂、腐蚀和泄露现象的发生。在含油污水泵、酸性水泵投用的铝钛共渗钢叶轮,一直在安全运行中。

注:1-减压塔顶;2-常压塔顶;3-焦化胺液再生器顶;4-催化裂化解吸塔;5-催化裂化液化气脱硫塔;6-二加氢反应分离系统V03罐
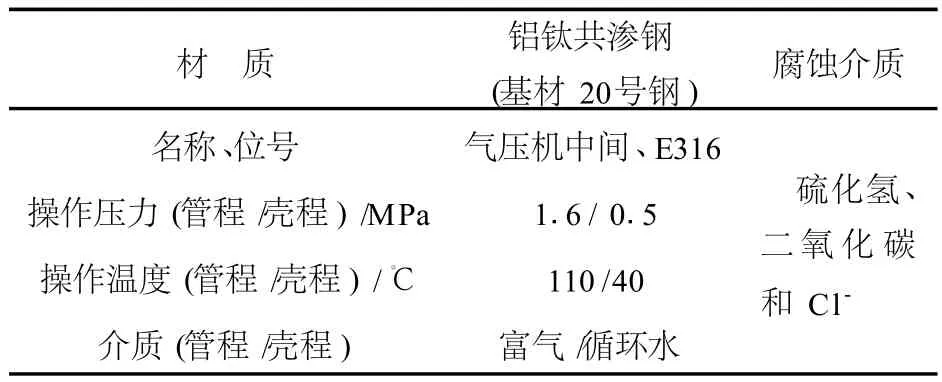
表 4 应用铝钛共渗钢冷却器的工况条件Table 4 Operating Conditions ofAl-TiDiffused Steel Coolers

表 5 应用铝钛共渗钢管道的工况条件Table 5 Operating Conditions ofAl-TiDiffused Steel Pipelines
3 建议与展望
目前在油气田应用的镍磷镀技术和渗氮技术各有其优点和不足。因此应借鉴学习国内外的涂镀新技术,使在油田应用的渗镀技术不断地完善和改进,以此来解决渗镀涂层漏镀、孔隙、裂纹和脱落等使构件出现早期失效的问题,使其得到更广泛的应用。
金属陶瓷、铝钛共渗技术在油气田防腐蚀方面很少或还没有研究应用,可能许多人对它还存在一些疑虑。为保证油气田安全高效地生产,有关技术人员可根据国内油气田的腐蚀现状,学习借鉴国内石化行业应用渗镀材料的成功经验,选择防腐蚀效果好、保护时效长、性价比高,适应性强的渗镀金属涂层技术。油气田的管材、构件,在许多工况条件下都存在的腐蚀、磨蚀和冲蚀问题。若采用单一的材料来满足既有高的强度、韧性,又有良好的耐蚀、耐磨性能的要求是难以达到的。探讨研究具有较强的耐腐蚀、抗冲蚀磨损能力的金属陶瓷涂层技术,选择在普通钢材上制备金属陶瓷涂层应用于油气田的油管、管道、构件不失为一种较经济可行的防腐蚀措施。
在石化行业的应用证明,铝钛共渗钢具有优良的耐低温 H2S和 CO2的腐蚀性能。因此,有关技术人员可以在复杂介质包括热采井中服役方面进行大量的研究和现场挂片的工作,进一步研究和探讨它在油气田使用性能和价值,使其在不久的将来在油气田得到应用。
国内最大的海相气田—普光气田的天然气中H2S和 CO2含量很高,其腐蚀环境十分恶劣。对普光气田主体开发推荐采用高镍基合金钢防腐蚀方案,高镍基合金钢安全系数高、防腐蚀效果好和使用寿命长,但一次性投资巨大。铬、镍在国内尚不是富产的金属,大部分高合金钢和不锈钢还需进口,其价格也相当昂贵。如将渗镀涂层材料作为部分代用材料,对油气田挖潜争效,增收节支具有重要的意义。
[1] 李青 .化学镍合金的特性及在石化工业中的应用[J].石油化工腐蚀与防护,1999,16(2):35-37.
[2] 王正,张永升 .Ni-P化学镀层对 304钢应力腐蚀开裂的影响[J].金属学报,1991,27(2):121-126.
[3] 赵国鹏,吴荫顺 .化学镀 Ni-P合金在 CO2溶液中的腐蚀磨损行为[J].腐蚀与防护,2000,21(5):195-198.
[4] 张启阳 .镍磷镀层在胜利油田的应用[J].油气田地面工程,2006,25(3):47.
[5] 徐成孝 .国外近年来油气田管材防腐技术[J].钻井工艺,1994,17(2):65-67.
[6] 夏智富 .三层复合涂镀技术的应用[J].黑龙江石油化工,2002,13(1):15-19.
[7] 夏立芳,高彩桥 .钢的渗氮[M].北京:机械工业出版社,1989:81-92.
[8] 王新虎,邝献任,李怀仲,等 .油井用渗氮油管断裂原因分析[J].金属热处理,2007,32(增刊):213-216.
[9] 卢燕平 .渗镀[M].北京:机械工业出版社,1985:137-138.
Corrosion Protection Technology of D iffused Coatings and Prospect
Sheng Changsong,L iu Xiwu,M iao Pu
(Luoyang Petrochem ical Engineering Corporation,Luoyang,Henan471003)
The performance of Ni-P diffused coating and nitrogen diffused coating and their application oil&gas fields are introduced.The defects of higher porosity and un-uniform thickness of Ni-P diffused coating,easy spalling of nitrogen diffused coating and micro cracking etc are analyzed and corresponding counter measures arerecommended. The overseas coating technologies,the performances of diffused coatings used in China petrochemical industry and their successful application are described.Metal ceramic coatingwhich has good micro-structure,higher surface hardness and higher toughness against fractures have excellent corrosion resistance and erosion resistance performance.Al-Ti diffused coating offers a good antiwet H2S corrosion perfor mance and excellent performance against hydrogen induced cracking(H IC)and sulfide stress corrosion cracking(SSCC),which have been proven in commercial application. The diffused coating technology provides an effective economic corrosion prevention measure for the operation of oil and gas fields.
oil&gas field,diffused coating,anti-corrosion,recommendation,prospect
TG156.8
A
1007-015X(2011)06-0004-05
2011-04- 26;修改稿收到日期:2011-07-06。
盛长松,高级工程师,毕业于抚顺石油学院炼油化工机械专业,一直从事石油化工设备防腐蚀的研究和开发工作。E-mail:Shengchs@sina.com.cn
(编辑 寇岱清 )
猜你喜欢
金属加工(热加工)(2022年5期)2022-06-21
云南化工(2021年6期)2021-12-21
防爆电机(2020年5期)2020-12-14
金属加工(热加工)(2020年11期)2020-11-25
表面工程与再制造(2019年1期)2019-05-11
上海建材(2019年2期)2019-02-15
柴油机设计与制造(2016年4期)2017-01-15
工业设计(2016年4期)2016-05-04
西部广播电视(2015年7期)2016-01-16
西部广播电视(2015年6期)2016-01-16
