
用于三层PE防腐管环形包覆作业的复合机头研制
2011-01-04 07:09李生军贾宏庆何小林
石油工程建设 2011年6期
李生军,贾宏庆,何小林
(1.天华化工机械及自动化研究设计院,甘肃兰州 730060;2.长庆油田公司建设工程处,陕西西安 710086)
用于三层PE防腐管环形包覆作业的复合机头研制
李生军1,贾宏庆1,何小林2
(1.天华化工机械及自动化研究设计院,甘肃兰州 730060;2.长庆油田公司建设工程处,陕西西安 710086)
为减少机头在三层PE防腐管环形包覆生产线中的占位长度,研制了双层复合机头以代替两个单机头。双层复合机头有两个独立的进料口和两套独立的管状成型流道,内外流道同心布置,外流道的芯模兼作内流道的外模,PE层和底胶层在一个复合机头内部隔绝空气复合,复合层在真空负压作用下包覆于涂有环氧粉末的钢管。采用双层复合机头后,机头在生产线中的占位长度减少为40﹪,也使层间粘接强度增加,制造成本和运行成本降低。
小口径钢管;三层PE防腐;双层复合机头;研制
目前,国内许多厂家采用环形包覆加真空负压对小口径钢管进行三层PE防腐,环形包覆工艺普遍采用两套单层机头分别配置真空负压装置的方案,针对该方案在实际生产中发现的问题,我们经过反复试验,完成了小口径三层PE防腐管环形包覆用复合机头的研制工作。
1 现有技术及存在的问题
目前,国内采用的环形包覆钢管三层PE防腐层成型工艺如图1所示。
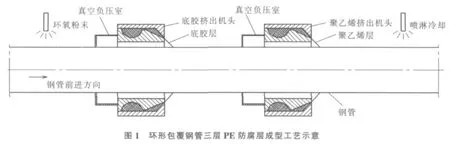
环形包覆时,钢管直行不旋转,依次通过喷粉箱、底胶机头、PE机头和喷淋冷却装置完成包覆成型。底胶机头和PE机头为单层管接头,分别挤出底胶管和PE管包覆于涂有环氧粉末的钢管外表面,每个机头配置单独的真空负压装置,采用抽真空负压的方式排出层间气泡并实现层间压实。
现有技术采用两套机头、两套真空负压装置,在底胶机头和PE真空负压装置之间必须留出操作空间,整套装置在传动线上占位很长,而喷粉之后到喷淋冷却之前防腐层处于软化状态不能设置支撑辊,这样使得支撑辊在该处的跨度很大,钢管运行时摆动量很大,很容易和机头或真空负压装置的内孔刮蹭,引起产品报废。
由于环形包覆不能像侧缠绕一样加碾压辊碾压,只能通过抽负压排除层间气泡。由于负压对包覆层施加的压强远小于辗压辊,往往使层间遗留有少量气泡,影响层间粘接强度。
2 复合机头结构及参数选择
复合机头结构如图2所示。该机头属于直角式双层复合管机头,PE和底胶分别由各自的进料口进入复合机头,通过复合机头内的流道分配各自形成管状,内外两层管同心布置,在平直段的出口处复合为一层挤出成型。外层的芯模被内外两层共用,充当内层的外模,内外两层的进料口沿机头轴向错开布置,内外层设置单独的调节环分别调节每一层的厚度均匀性。

机头外层流道为PE层,主要结构参数的选取与单机头类似,只是在平直段的出口部分向内收缩和内流道汇合形成复合段。该复合段的厚度应增加底胶层的厚度,该复合段的长度太短时会影响底胶层成型,太长时会影响底胶层出料,甚至出现间歇出料的现象。根据经验,复合段的长度和厚度之比取2~6,根据PE和底胶在挤出温度下的熔体指数选取。复合段收缩角A也根据PE和底胶在挤出温度下的熔体指数选取,收缩角大则底胶出料阻力加大,收缩角小则机头总长度增加,一般取收缩角A为 60°~ 90°。
机头内层流道为底胶层,内流道的压缩比和压缩角均按单机头选取,内流道平直段的长度按复合机头结构选取,由于受结构限制,只能选取较大值,内流道平直段太长时,使底胶流动阻力增加,为减少平直段长度,可以适当减小内流道的压缩角。内流道平直段出口进入复合段与外流道汇合,从复合段挤出的是PE和底胶的复合层。
复合机头配置一套真空负压装置,真空负压装置的结构及安装方式与单机头相同,真空室内的真空度可以平滑地调节,以适应复合层成型,便于排出复合层内气体,提高粘接强度。
复合机头采用内外同时加热方式,外圆面采用电阻加热圈加热,芯模采用插入棒式内加热器。加热棒的安装位置要特别注意,因为加热棒的轴线方向和底胶在平直段的出料方向相同,如果加热棒太靠近流道并且加热棒彼此相距太远时,流道表面的温度会呈现条状分布,影响出料的均匀性。为保证底胶出料的均匀性,加热棒插孔不要深入到底胶的平直段部分,这样在结构布置时也比较合理。
3 复合机头的特点
在三层PE防腐管环形包覆生产中采用复合机头代替两个单机头具有以下特点:
(1)真空负压装置、机头支撑装置、加热温控系统均由两套减少为一套。
(2)复合机头总体尺寸比一个单机头略大,但由于减少了一个机头、一套真空负压装置,并且节省了两个单机头之间的操作空间,使复合机头在传动线上的占位长度大幅度减少,约为单机头的40﹪。
(3)单机头包覆时,PE层与底胶层之间、底胶层与环氧粉末涂层之间都是外部复合,虽然施加了真空负压,但也可能留有少量气泡,影响了粘接强度。采用复合机头时,PE层与底胶层之间是在机头内部复合,完全隔绝了空气,不可能存在层间气泡。PE层与底胶层复合后,复合层厚度增加,可以施加较大的负压,有利于排出复合层与环氧粉末涂层之间的气泡,使粘接强度提高。
(4)复合机头的综合成本远低于两个单机头。
(5)由于PE与底胶在复合机头内部复合,在整个挤出包覆过程中底胶不可见。一旦底胶出料异常,只能在切管时发现,这使得发现故障滞后,导致废品增加。所以,在每次切管时,必须通过颜色判断底胶出料情况。
4 结束语
目前,已经加工三层PE防腐管环形包覆用复合机头六套,适应管径32~377 mm,经过两年多的实际生产证明,在小口径钢管三层PE防腐层生产中,采用复合机头方案,降低了制造成本和运行成本,生产线调整方便,钢管与机头内孔刮蹭现象减少,产品废品率低。产品经检验,层间气泡少,粘接强度高,质量完全符合SY/T0413-2002标准的要求。
[1]周大博,史福忠,陈文举.小口径三层PE防腐管圆模负相包覆成型装置[J].石油工程建设,2004,30(1):44-46.
[2]贾润礼,赵光星.新型塑料挤出机头设计[M].(第1版).北京:国防工业出版社,2007.
[3]张嗣伋,贾宏庆,李生军.钢管防腐双层复合式挤出包覆机头[P].中国专利:ZL200520006581.6,2007-01-24.
Development of 3PE Anticorrosion Pipe Circular Coating Compound Mould
LI Sheng-jun(Tianhua Chemical Machinery and Automatization Research and Design Institute,Lanzhou 730060,China),JIA Hong-qing,HE Xiao-lin
Instead of single mould,a double-layer compound mould is developed to reduce the length that a mould occupies in 3PE anticorrosion pipe circle coating production line.The double-layer compound mould has two independent feed ports and two independent tubular shaping channels.The inner and outer channels are placed concentrically,which allows the kernel model of the outer channel to act as the outer model of the inner channel.PE-layer and glue layer are composed isolated from air inside a compound mould,at the same time the compound layer is wrapped up on the epoxy-powder-coated steel pipe by means of underpressure action.Now the double-layer compound mould occupies 40%length of the original in production line,increases coherence strength between layers,and also reduces production and operation costs.
small diameter pipe;3PE;anticorrosion pipe;double-layer compound mould;development
TE988
B
1001-2206(2011)06-0039-02
李生军 (1961-),男,内蒙古额济纳旗人,高级工程师,1986年毕业于兰化职工大学化工机械专业,现主要从事管道防腐保温设备设计及研究工作。
2011-03-02
猜你喜欢
测控技术(2021年10期)2021-12-21
现代仪器与医疗(2021年5期)2021-12-02
新疆钢铁(2021年1期)2021-10-14
航天工业管理(2019年11期)2019-04-20
上海公路(2018年3期)2018-03-21
能源(2017年9期)2017-10-18
光学精密工程(2016年5期)2016-11-07
中国塑料(2015年6期)2015-11-13
西南石油大学学报(自然科学版)(2015年4期)2015-08-20
四川党的建设(2014年9期)2014-08-23
