
HXFA 299型棉精梳机梳理质量挖潜的实验研究
2010-12-26 07:45:26高翼强李向红薛建昌
河北科技大学学报 2010年1期
高翼强,李向红,薛建昌
(1.河北科技大学纺织服装学院,河北石家庄 050018;2.河北省纺织服装工程技术研究中心,河北石家庄 050031;3.石家庄常山恒新纺织有限公司,河北石家庄 050035)
HXFA 299型棉精梳机梳理质量挖潜的实验研究
高翼强1,2,李向红1,2,薛建昌3
(1.河北科技大学纺织服装学院,河北石家庄 050018;2.河北省纺织服装工程技术研究中心,河北石家庄 050031;3.石家庄常山恒新纺织有限公司,河北石家庄 050035)
通过在 HXFA 299型棉精梳机上进行合理组合,得到4种不同的针面总齿数总和,对不同梳理度下精梳条梳理质量进行了研究。结果表明:锡林的梳理度对精梳条的质量指标有明显的影响,尤其是对棉结数、籽结数和短绒率的影响最为强烈;梳理度并非越大越好,必须结合所加工的品种和使用的纤维情况,通过实验得出最佳梳理度。
HXFA 299棉精梳机;梳理度;精梳条质量
棉纺织行业发展迅速,特别是在棉精梳机的发展与创新方面,从20世纪60年代到现在,已形成引进精梳设备与国产先进精梳设备并驾齐驱的大好局面。国产机的生产速度和质量有了相当大的突破,最高速度可达400钳次/m in,质量指标上完全可以达到2000年“全国新型高效能精梳机工艺技术研讨会”上提出的新型高效能精梳机的6项技术指标,即1)精梳棉条乌斯特条干CV值在3.8%以下;2)精梳棉条含短绒率在8%以下;3)精梳棉条的质量不匀率在0.6%以下;机台间的精梳棉条质量不匀率在0.9%以下;4)精梳后棉结清除率不低于17%;5)精梳后杂质清除率在50%以上;6)精梳落棉中短绒率在70%以上[1,2]。目前,此6项工艺指标已经作为棉精梳机制造质量和精梳工序质量的重要依据,并得到了各方面的认可。
1 HXFA299型棉精梳机概述
HXFA 299型棉精梳机由陕西恒鑫精密纺织机械集团生产,用于棉纺精梳工序。其主要作用是使纤维进一步分离,排除一定长度以下的短纤维、棉结和杂质,使纤维伸直度、平行度得到改善,制成条干均匀的精梳棉条,以适合高支纱和其他纤维的混纺纱,并使成纱外观光洁,物理机械性能得到大幅度提升,其最高速度可达500钳次/min,达到了国际先进水平。该机型从结构设计到工艺参数的调整,许多项目都有所创新。主要技术指标如表1所示。

表1 HXFA 299型棉精梳机的主要技术指标Tab.1 Main technical featuresof HXFA 299 combing machine
生产使用企业的实际纺纱测试数据表明,利用该机型所纺纱线的各项质量指标均优于国际先进水平。中国研究高性能的精梳机有相当长的历史,也积累了丰富的经验,该机的投入生产不仅表明国产精梳机完全可以替代进口的精梳设备,在满足国内市场需求的前提下,还可以出口到其他国家和地区,为国家创汇。
然而,对于一个新型设备的评价,不能只看专家鉴定会的评价,也不能只听设备生产厂家的宣传,使用企业也应该在新设备运转前后,深入了解设备的各项性能,根据本企业的不同加工纤维材料、纱线品种,合理地安排工艺,使产品质量达到最佳状态。特别是对于精梳锡林梳理度,不可盲目地认为越大越好,而应该以纤维品种为依据,遵循不同产品、不同纤维采用不同锡林针齿密度的原则[3]。正是在这样的思想指导下,河北科技大学纺织学院与石家庄常山恒新纺织有限公司合作,利用该公司新购的 HXFA 299型棉精梳机进行了提高纤维梳理度的挖潜试验研究,以使企业的新购设备发挥出最大的潜能,使产品质量指标达到最佳。
2 棉精梳制品的梳理度
棉精梳机的梳理过程是在握持纤维丛的情况下,先由锡林梳理须丛的前端,再由顶梳梳理须丛的后端,这种握持梳理方式作用强烈,可以比较彻底地清除棉结、杂质和短绒,当然也会损伤纤维,形成新的短绒。棉精梳机的梳理类似梳棉机刺辊部分的握持分割作用。尽管不同的梳理机械、不同的梳理部位梳理的作用原理不同,但对纤维梳理以后的梳理效果却可以用同一个指标来衡量,那就是纤维的梳理度,所谓梳理度就是每根纤维上所受到的梳理作用的齿数[4]。棉精梳机梳理过程是先由锡林梳理纤维的前端,再由顶梳梳理纤维的后端,理论上讲,每根纤维上受到的作用齿数,应该包括锡林上的齿数加上顶梳上的齿数,也就是说精梳的梳理度实际包括精梳锡林梳理度和顶梳梳理度。但顶梳只有1排或2排针齿[5],相对锡林上的锯齿数来讲极少,况且在顶梳梳理纤维后端的时候,由于分离罗拉钳口和顶梳之间的速度差异,纤维实际是被分离罗拉钳口握着,从顶梳的针齿之间拽过去的,尽管顶梳对纤维的梳理及精梳棉条中纤维的伸直平行度有着重要的作用,但笔者在下面研究讨论精梳梳理度对纤维梳理效果的影响时,梳理度中的作用齿数只考虑锡林上的锯齿数。
3 重复梳理次数
棉精梳机的周期性间歇工作过程决定了每次喂给的纤维丛长度不是一下就全部输出去,而是要经过若干次的梳理之后才能出去,也就是说1根纤维要经过锯齿的反复几次作用之后才能够被输出。影响重复梳理次数的因素有分离工作长度、加工纤维的长度和有效输出长度。棉精梳机的梳理质量的好坏一方面决定于1个工作循环过程中梳理度的大小;另一方面决定于重复梳理次数的多少。本次实验研究是在重复梳理次数不变的前提下,只改变精梳锡林的梳理度,研究精梳锡林梳理度与成纱质量之间的变化关系。
4 棉精梳梳理度与精梳棉条质量之间的实验研究
4.1 配棉指标及喂入小卷质量指标
表2、表3所示为实验研究时所用纤维材料的主要技术指标情况和加工成小卷后的主要技术质量指标。

表2 配棉指标Tab.2 Co tton blend indexes

表3 小卷指标Tab.3 Comber lap indexes
4.2 工艺流程
工艺流程如下:FA 009型抓棉机→FA 105型开棉机→FA 029型混棉机→FA 116型除杂机→FA 203A型梳棉机→FA 306型并条机→E32型条并卷联合机→HXFA 299型棉精梳机。
4.3 实验方法及测试结果
采用国产HXFA 299型棉精梳机进行不同锡林梳理度下梳理质量的研究。为了挖掘国产 HXFA 299型棉精梳机的梳理能力,改善精梳棉条的梳理质量,提升本企业产品的档次,增加在国际市场上的产品竞争能力,笔者利用本企业购置的新型国产棉精梳机,就该厂JC29.5K纱线品种,通过对原装德国施勒儿锡林的针面结构进行适当的改造,使得一个工作循环当中锡林的梳理度分别增加9.8%,26.6%和30.0%,在使用原料和其他的工艺参数不变的情况下,分别在4种不同的精梳锡林梳理度情况下进行实验研究,如果以原装锡林的梳理度作为 A的话,调整后的锡林梳理度分别为 B=1.098A,C=1.266A和D=1.3A。同一生产工艺条件下,连续进行5 d的测试,每天的纱条都严格按照相关的测试标准进行测试,最后取平均值。4种不同精梳锡林梳理度条件下的精梳棉条质量指标实验结果如表4所示。
图1—图4为根据实验数据绘制的精梳锡林梳理度与各项测量指标之间的变化关系曲线。
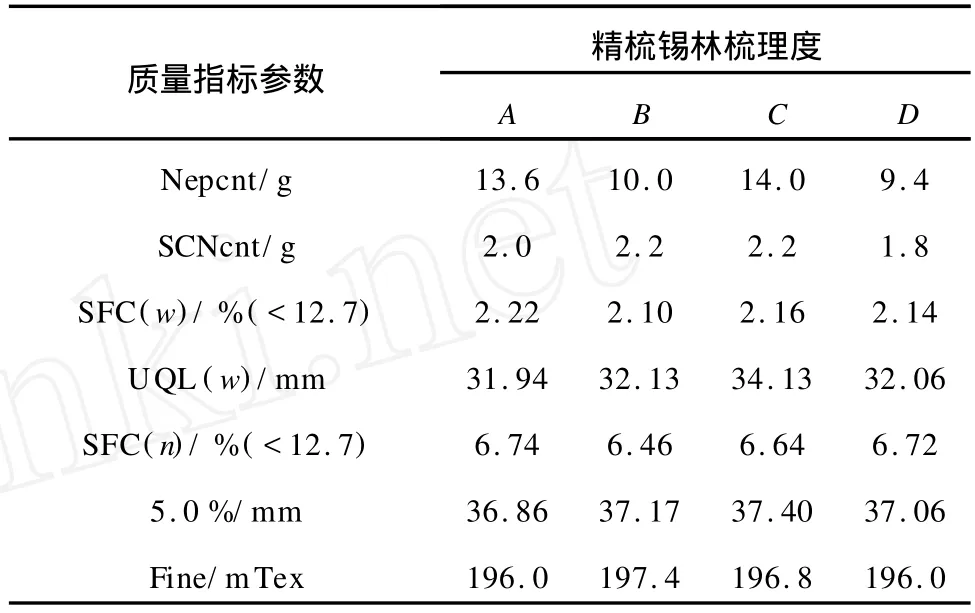
表4 4种不同精梳锡林梳理度下的精梳棉条质量情况Tab.4 Combed sliver properties under 4 different carding degrees

从图1可以看出:棉结数随梳理度变化而变化,从曲线趋势来看是反比关系,但本次实验的结果不是递减关系。在实验的4种方案当中,梳理度为 D时的棉结数是最少的,也就是说当锡林的梳理度比原装锡林梳理度增加3%时,棉结的质量分数可以减少30.9%之多,这一效果可以说是相当显著的。
从图2可以看出:精梳棉条中的籽结数与精梳锡林的梳理度有直接关系,本次实验的第4种方案,即梳理度比原装锡林增加30%时效果是最好的,但梳理度与籽结数之间的关系不是单调的,并非越大越好,企业应该根据自身产品结构特点,通过实验找出最佳梳理度数值。
从图3可以看出:精梳棉条中的短绒率,不论是质量短绒,还是根数短绒都随梳理度的变化而变化。而且变化规律基本相同,开始时随着梳理度增加,对短纤维的排除能力增加,短绒率下降。但梳理度过大时,虽然排除的短绒增加,但对纤维损伤加剧,新产生的短绒也增加,所以棉条中的短绒率反而增加。
从图4可以看出:UQL(w),5.0%和Fine 3项指标虽然也有变化,但相对来讲变化很小。
总之,从本次实验的测试数据可以看出,精梳机锡林的梳理度对精梳半制品的各项质量指标均有影响,其中1 g纤维当中的棉结数影响最大,其次是籽结数以及短绒率,其他指标则不很显著。
5 结 论
通过对 HXFA 299型棉精梳机不同梳理度下棉条质量的实验研究得出以下几点结论。
1)如前所述,HXFA 299型棉精梳机不仅速度快,而且梳理效果好,精梳棉条的各项质量指标好,但原装锡林的梳理度不是最好的,这就要求设备生产企业要与使用客户之间经常交流,不断改进,使产品质量达到最佳。
2)作为企业来讲,不可能无限制地去追求最新的设备,那么使现有的生产设备的效能发挥到极致就是每位企业工程技术人员应该做的。在实验当中,综合各项性能指标,第4种情况是最佳的,经过合理的改进,使锡林的梳理度增加30%,同样原料和产量情况下生产出来的精梳棉条的棉结数可以减少将近31%,籽结数也减少将近10%。这也充分说明,企业在现有设备条件下,通过不断创新和工艺上的优化改进,在提高精梳棉条质量和成纱的质量方面大有潜力可挖。
3)梳理度并非越大越好,企业必须结合自身纤维情况,通过实验的方法找出适合自己生产品种的最佳梳理度。这一点也和文献中某些专家的看法是一致的。
4)锡林的梳理度与精梳棉条的各项测试质量指标密切相关,但影响程度又各不相同,其中对棉结数的影响最大,其次是籽结数和短绒率,其他指标的影响则相对小一些。而棉结数、籽结数和短绒率恰恰是衡量精梳棉条质量的主要指标。而精梳棉条的质量,又会直接影响到最后成纱的质量。
[1] 周金冠.我国精梳机的发展与创新[J].纺织导报(China Textile Leader),2007(7):59-62.
[2] 蒲建华.配棉与精梳前纺工序对精梳机工作质量的影响[J].纺织器材(Textile Accessories),2008,35(增):240-242.
[3] 周金冠.现代精梳工艺技术的创新与发展[J].棉纺织技术(Cotton Textile Technology),2007,35(7):407-409.
[4] 钱雨时.提高精梳机梳理度的探讨[J].棉纺织技术(Cotton Textile Technology),2005,33(4):205-208.
[5] 李忠民,张 雄,徐吉祥.改进梳理元件提高精梳纱质量的实践[J].棉纺织技术(Cotton Textile Technology),2008,36(3):158-161.
Study on carding effect of HXFA 299 combing machine by changing carding degree
GAO Yi-qiang1,2,L IXiang-hong1,2,XUE Jian-chang3
(1.College of Textile and Garment,Hebei University of Science and Technology,Shijiazhuang Hebei050018,China;2.Hebei Province Research Center of Engineering and Technology of Textile and Garment,Shijiazhuang Hebei 050031,China;3.Shijiazhuang Changshan Hengxin Textile Company Limited,Shijiazhuang Hebei 050035,China)
The quality of combed sliver under four kinds of different carding degree is studied on the HXFA 299 combing machine.The fact show s that effecton comber quality imp rovment throughmodifying carding degree is remarkable,particularly of the Nep(cnt/g),SCN(cnt/g)and SFC(w)%.It is not co rrect that the bigger the carding degree the better.Usermust search fo r themost suitable carding degree by testing.
HXFA 299 combing machine;carding degree;quality of combed sliver
TS101.923
A
1008-1542(2010)01-0071-03
2009-04-15;
2009-10-08;责任编辑:张 军
高翼强(1963-),男,河北赤城人,副教授,硕士,主要从事产业用纺织品方面的研究。
猜你喜欢
纺织标准与质量(2022年5期)2022-10-27 06:52:38
棉纺织技术(2022年5期)2022-05-18 09:44:32
棉纺织技术(2021年5期)2021-12-23 14:55:09
毛纺科技(2021年8期)2021-10-14 06:51:34
纺织器材(2021年3期)2021-07-27 03:34:24
国际纺织导报(2021年8期)2021-03-17 09:56:56
纺织器材(2020年2期)2020-06-05 10:16:14
福建基础教育研究(2020年3期)2020-05-28 08:39:55
环球市场信息导报(2016年9期)2016-08-05 06:51:23
现代纺织技术(2015年2期)2015-02-28 14:03:16
