双DSP并行控制的超音频脉冲TIG焊机及其适用性
2010-12-03 09:47:30黄松涛齐铂金许海鹰焦向东
中国机械工程 2010年4期
黄松涛 齐铂金 许海鹰 焦向东
1.北京石油化工学院,北京,102617 2.北京航空航天大学,北京,100191
0 引言
焊接冶金过程中,容易出现焊缝区和热影响区组织晶粒粗大、焊缝残余应力较大且应力集中、焊缝的冲击韧度下降等普遍现象[1]。如何改善焊接接头的质量一直是学术界研究的热点之一。
国内外对高频直流脉冲钨极惰性气体保护(TIG)焊的研究表明,超音频直流脉冲电弧焊接具有电弧挺度强、可使焊缝晶粒细化等优点,在某些极端工况下超音频直流脉冲焊接也有优异的表现。在发达国家已有一些将20kHz左右的大功率高频直流脉冲TIG焊机应用于工程实际的报道[2-4]。
文献[5]提出了电弧超声的新概念,充分利用电弧的变阻负载特性,在普通焊接电源的基础上附加宽带大功率的超声激励装置,使自由电弧和等离子体电弧受外加高频调制,使电弧不仅作为焊接加工的热源,同时也成为一种可控的超声发射源。
为了使超音频直流脉冲弧焊电源不仅可为能量提供设备,同时也是电弧超声激励装置,本研究利用双数字信号处理器(DSP)并行控制技术全数字化控制由绝缘栅双极型晶体管(IGBT)构成的新型主电路,研制出新型大功率超音频直流脉冲TIG焊电源。
1 焊机总体结构
焊机总体结构包括焊机主电路拓扑结构和焊机控制系统方案。
1.1 超音频直流脉冲主电路拓扑结构
由于焊接电流高达几百安,故要实现大电流超音频方波输出的关键是解决其电流脉冲的上升和下降的变化速率问题。为此,我们研制出图1所示结构的超音频直流脉冲TIG焊电源[6]。
该电源由三相整流滤波电路、脉冲峰值电流产生主电路、超音频脉冲峰值电流切换电路、脉冲基值电流产生主电路等几部分组成。脉冲峰值电流产生主电路部分由IGBT构成的半桥式或全桥式逆变电路、主变压器B1、整流二极管D1和D2等构成,其功能是向后级感性负载提供峰值电流Ip,电流波形如图2a所示,控制方式为恒流控制。脉冲基值电流产生主电路部分由IGBT构成的半桥式或全桥式逆变电路、主变压器B2、整流二极管D3和D4、滤波电感L1等构成,其功能是产生基值电流Ib,波形如图2b所示,控制方式也为恒流控制。超音频脉冲峰值电流切换电路由IGBT模块 T、电感 L2、大功率二极管 D5等组成,模块T、电感L2和大功率二极管D5构成Boost变换器拓扑结构。当模块T开通时,峰值电流由电感L2、模块T构成回路,维持稳定的 Ip;当模块 T关闭时,峰值电流产生主电路串联电感L2共同给焊接电弧提供脉冲峰值电流Ipp,该电流波形如图2c所示。在基值和峰值电流同时输出的情况下,焊接电弧上电流Ipo的波形如图2d所示。电极与工件之间并有吸收保护电路,吸收电路由功率阻容网络组成,用于吸收电压尖峰,当电压尖峰超限时保护电路关断上述各电流回路。为保证焊机可靠性,同时对上述主回路和吸收保护电路采用风冷方式进行冷却。采用图1所示的拓扑结构,快速切换模块T可在电源输出端得到频率不小于20kHz,峰值高达上百安且具有快速的上升沿和下降沿变化速率的方波电流输出,变化速率不小于50A/μ s。
1.2 双DSP并行控制系统总体结构
美国德州仪器公司生产的C2000系列DSP芯片TMS320LF2407(以下简称2407)因具有强大的数字脉冲宽度调制(PWM)输出与控制功能,在电力电子技术领域得到了广泛的应用。用DSP能很方便地产生脉冲频率和占空比可调的波形,因此在高频脉冲电源设计方案中引入DSP可优化电源控制系统的设计。如上所述,所研制的大功率超音频直流脉冲电源由两套直流回路并联调制而成,增加了控制系统本身对采样速度、运算精度、运算速度、控制输入和控制输出等多方面的要求,传统的单片DSP构成的系统难以满足这些需求。利用2407共享外部存储器构成双DSP并行控制结构体系,将一个任务分成若干子任务,分别由两片DSP并行处理,从而提高系统的运算速度、采样速度和运算精度,相应地也可以处理更多的控制输入和控制输出。并行控制系统如图3所示,由5块不同功能的电路板模块和实现人机交互功能的液晶触摸屏组合而成。
并行控制系统中的电路板1、电路板2为两块独立的DSP数字控制板,通过共享外部存储器构成并行控制系统。电路板1或电路板2的结构如图4所示。电路板1和电路板2为具有基本相同结构的DSP数字控制板。电路板1和电路板2均由DSP核心系统区、电源PWM控制A区、电源PWM控制B区、电源PWM控制C区4个部分构成,且4个部分相互隔离以满足可能需要的隔离控制需求。电路板1和电路板2的DSP核心系统区提供双口RAM接口、JTAG接口、串行通信接口、触摸屏接口和TFT液晶接口。
如图3所示,电路板1和电路板2共享外部数据存储器以构成并行控制系统来控制超音频直流脉冲TIG焊机时,电路板1的PWM 控制C区和电路板2的PWM控制A区同时连接到电路板3,电路板3通过驱动板来完成逆变主电路1的驱动。电路板1和电路板2的双DSP并行完成逆变主电路1的并行采样、闭环控制算法的并行运算和双端PWM的冗余备份输出。同理,电路板1的PWM控制A区和电路板2的PWM控制C区同时接电路板3,电路板3通过驱动板来完成逆变主电路2的驱动。由此,电路板1和电路板2的双DSP并行完成逆变主电路2的并行采样、闭环控制算法的并行运算和双端PWM的冗余备份输出。电路板2的PWM控制C区连接电路板3,电路板3通过驱动板完成IGBT模块T的驱动。上述并行控制系统中共享存储器双口RAM器件CY7C027V工作在中断模式,当电路板1中的DSP往双口 RAM的左端口中断邮箱地址0x7FFE写数据时,将使电路板2中的DSP进入XINT1中断;反之,当电路板2中的DSP往双口RAM的右端口中断邮箱地址0x7FFF写数据时,将使电路板2中的DSP进入XINT1中断。CY7C027V工作在中断模式时,可以简化双DSP并行采样、并行计算和PWM冗余备份输出的算法。
并行控制系统中的电路板3可实现对主电路的采样、监测和保护等功能,并将这些信号通过电路板1或电路板2的PWM控制区传送到DSP。并行控制系统中的电路板4主要完成继电器控制,用来控制电源风扇、交流接触器和引弧模块等。
2 焊机的焊接适用性试验
采用双DSP并行控制系统控制的基于上述拓扑结构主电路的超音频直流脉冲焊机,可以有效地输出峰值电流Ip在100A以上,脉冲频率在30kHz以上,脉冲电流变化速率 di/dt≥50A/μ s,且峰值电流、基值电流、脉冲频率和占空比均独立可调的超音频直流脉冲电流。
2.1 超音频直流脉冲TIG焊焊接电弧与电流波形的特点
图5所示为超音频直流脉冲电源在钨极直径为2.6mm,基值电流Ib=50A,峰值电流Ip=120A,占空比为50%的情况下,采用直流正接方式焊接5mm厚的1Cr18Ni9Ti不锈钢板时的实测电流波形。示波器采用的是Tektronix公司生产的TPS3012示波器。
从测试结果可以看出,所研制的原理样机可输出超音频脉冲大电流,脉冲电流上升沿、下降沿的电流变化速率di/dt≥50A/μ s,能够满足超音频脉冲TIG焊大电流焊接的要求。
图6a是普通直流TIG焊接时的电弧形态照片,图6b是30kHz超音频直流脉冲TIG焊接时的电弧形态照片。试验中发现弧长2~5mm的超音频直流脉冲TIG焊电弧呈钟罩形,而等效电流的直流TIG焊电弧呈碟形。该现象表明大功率超音频直流脉冲 TIG焊接电弧在超音频状态下,由于高频电磁场洛伦兹力的作用使电弧收缩,电弧的挺度增强、穿透力增大,说明大功率超音频直流脉冲TIG焊电弧保持了文献[7]所分析的小功率超音频直流脉冲 TIG焊电弧“电弧高频效应”的特性。
2.2 超音频直流脉冲TIG焊对焊缝组织的影响
图7a是采用130A直流TIG焊重熔5mm厚的1Cr18Ni9Ti不锈钢钢板的金相图。金相图从母材(图左)到焊缝(图右)之间的组织变化为:在母材上为沿轧制方向被拉长的奥氏体晶粒,在熔合线附近靠近母材一侧为相互平行的板条状δ—铁素体伸入到粗大的奥氏体晶界内,靠近焊缝一侧为粗大的奥氏体胞状树枝晶基体上分布骨架状δ—铁素体。图7b是采用基值电流Ib=30A,峰值电流Ip=130A,占空比为20%,频率为30kHz的超音频直流脉冲 TIG焊重熔同种材料的金相图。图7b与图7a相比,粗大的奥氏体胞状树枝晶所占区域较窄,从粗晶区到焊缝一侧,蠕虫状δ—铁素体分布在细小的奥氏体等轴晶基体上。
采用超音频直流脉冲 TIG焊,熔池在1s内要受到上万次脉动的等离子力作用,即熔池要受到电弧超声波振动和强烈的机械搅拌作用。超音频直流脉冲TIG焊的金相与直流TIG焊的金相相比,对于1Cr18Ni9Ti奥氏体不锈钢焊缝熔池,初生的δ—铁素体枝晶受到电弧超声波的振动、搅拌作用,部分正在生长的枝晶被打碎,相当于使形核率增加,即增加了结晶中心数量,改变了结晶形态,因此使得焊缝中心出现了更多的奥氏体等轴晶,并使粗大树枝晶所占区域缩小。说明超音频直流脉冲TIG焊机所产生的电弧超声能抑制粗晶区的生长,细化焊缝晶粒,提高焊接接头性能。
2.3 超音频直流脉冲TIG焊对焊接接头性能的影响
采用表1所示的焊接工艺参数,以2mm左右的弧长焊接5mm厚的0Cr18Ni9Ti奥氏体不锈钢板材,开Y形坡口可一次性焊透。根据GB/T228—2002制备拉伸样板,拉伸试样规格尺寸如图8所示。0Cr18Ni9Ti的拉伸试验结果如表2和表 3所示。表 2是 30kHz超音频直流脉冲TIG焊焊5mm厚的0Cr18Ni9Ti奥氏体不锈钢的拉伸试验结果,表3是170A直流TIG焊焊同种材料的拉伸试验结果。试验委托单位为国家钢铁材料测试中心,拉伸试验按照GB/T228—2002进行,试验温度为25℃,拉伸速率为2mm/min。
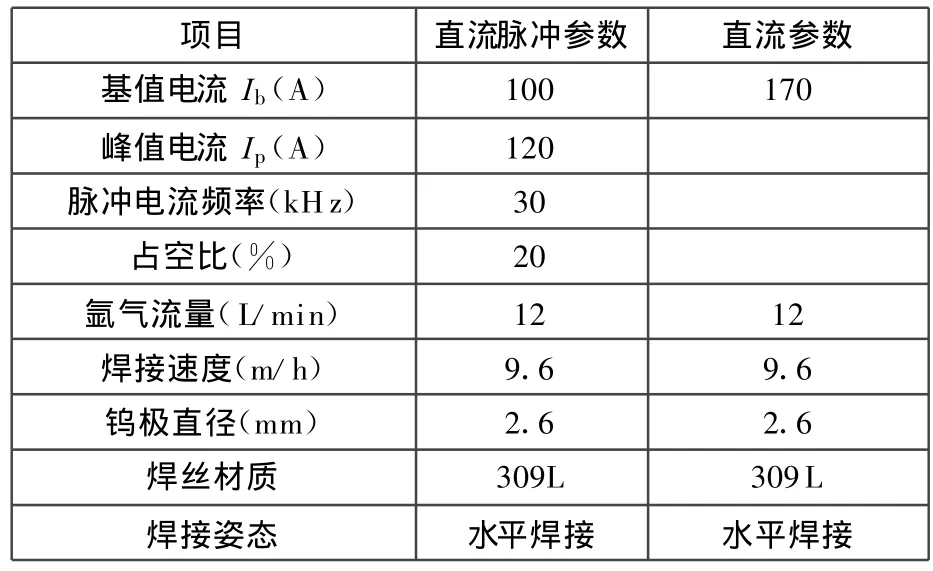
表1 试验超音频TIG焊对接头性能影响时的工艺参数

表2 30kHz超音频直流脉冲TIG焊焊0Cr18Ni9Ti不锈钢的拉伸试验结果

表3 170A直流TIG焊焊0Cr18Ni9Ti不锈钢的拉伸试验结果
对比表2和表3的拉伸试验结果可以发现,与普通直流焊接方式相比,采用30kHz超音频脉冲TIG焊焊接0Cr18Ni9Ti的奥氏体不锈钢可使对接接头的力学性能得到增强,抗拉强度平均增大40MPa,断后伸长率平均提高5%。
图9是拉伸断口的微观形貌电镜扫描照片。图9a是采用30kHz超音频直流脉冲TIG焊方式拉伸试样3—2的断口照片,图9b是采用170A直流TIG焊方式拉伸试样4—2的断口照片。从图9a可以看出,拉伸试样断口上有大量韧窝并呈网状分布,断裂属于微孔聚集性延性断裂,断口为韧性断口。从图9b可以看出拉伸试样断口上出现小平面特征的断裂区域,而且在小平面之间存在撕裂棱,断裂属于准解理断裂,断口为韧脆混合断口[8]。出现这种现象的原因是超音频直流脉冲TIG焊接方式的焊缝晶粒比普通直流 TIG焊接方式的焊缝晶粒组织细小,细小的组织提高了材料的塑性、韧性等力学性能。
3 结论
(1)基于双DSP并行控制技术全数字化控制由IGBT构成的新型主电路,成功地研制了大功率超音频直流脉冲TIG焊机。
(2)研制的新型直流脉冲TIG焊机的基值电流、峰值电流、脉冲电流频率和占空比均独立可调,电流最高脉冲频率可达30kHz以上且脉冲电流的上升沿和下降沿变化速率不小于50A/μ s。
(3)不锈钢焊接试验表明,新型超音频直流脉冲TIG焊机所产生的电弧不仅保持了小电流直流高频脉冲TIG焊接所具有的电弧高频效应,而且超音频直流脉冲 TIG焊接电弧所具有的电弧超声作用能细化焊缝晶粒,提高接头性能。
[1]吴敏生,何龙标,李路明,等.电弧超声焊接技术[J].焊接学报,2005,26(6):40-44.
[2]Masayasu N,Jin O,Takao F,et al.Method of High Frequency Pulse Arc Welding and Apparatus Therefore:US,6225598B1[P].2001-05-01.
[3]Bernard M.Increasing Tube Mill Welding Speed:ExaminingTechnology for Tube Producers[EB/OL].The Tube&Pipe Journal,2001[2009-03-20].http://www.thefabricator.com.
[4]Jin O,Yoshisa A,Masayasu N,et al.Development of a New High—frequency,High—peak Current Power Source for High Constricted Arc Formation[J].Jpn.J.Appl.Phys.,2002,41:5821-5826.
[5]吴敏生,段向阳,李路明,等.电弧超声的激发及其特性研究[J].清华大学学报,1999,39(60):110-112.
[6]齐铂金,许海鹰,黄松涛.超音频方波直流脉冲弧焊电源装置:中国,200710120831.2[P].2007-08-27.
[7]赵家瑞.矩形波直流脉冲TIG焊电弧稳定性的研究[J].焊接学报,1988(3):171-180.
[8]康乐,黄瑞生,刘黎明,等.低功率 YAG激光—MAG电弧复合焊接不锈钢[J].焊接学报,2007,28(11):69-72.
猜你喜欢
科学大众(2024年5期)2024-03-06 09:40:30
智能建筑电气技术(2022年2期)2022-02-06 02:30:58
制造技术与机床(2019年9期)2019-09-10 07:36:42
电子制作(2017年22期)2017-02-02 07:10:15
焊接(2016年1期)2016-02-27 12:59:40
中国资源综合利用(2016年10期)2016-01-22 08:36:14
四川职业技术学院学报(2015年5期)2015-12-01 02:54:53
化工进展(2015年3期)2015-11-11 09:09:33
焊接(2015年10期)2015-07-18 11:04:46
焊接(2015年9期)2015-07-18 11:03:53