ABS塑料电镀Ni–W合金
2010-11-30 09:53:48舒畅谢光荣朱有兰
电镀与涂饰 2010年7期
舒畅,谢光荣,朱有兰
(广东工业大学材料与能源学院,广东 广州 510006)
ABS塑料电镀Ni–W合金
舒畅,谢光荣*,朱有兰
(广东工业大学材料与能源学院,广东 广州 510006)
介绍了ABS塑料上电镀Ni–W合金的工艺流程,主要包括:去应力,除油,酸洗,粗化,中和,一次还原,浸酸,敏化,活化,二次还原,化学镀铜,弱浸蚀,加厚镀酸铜,电镀Ni–W合金和干燥。Ni–W合金电镀液的组成为:六水合硫酸镍,二水合钨酸钠,柠檬酸和氨水(pH调整剂)。在六水合硫酸镍和二水合钨酸钠总质量浓度为210 g/L,柠檬酸用量等于硫酸镍与钨酸钠的总物质的量的条件下,采用正交试验讨论了六水合硫酸镍与二水合钨酸钠的质量浓度之比、镀液温度、pH和电流密度对镀层显微硬度、耐磨性、结合力和表面形貌的影响。得出最佳工艺条件为:六水合硫酸镍60 g/L,二水合钨酸钠150 g/L,柠檬酸130 g/L,镀液温度65 °C,pH 5,电流密度20 A/dm2,施镀时间45 min,以镍板为阳极,采用磁力搅拌。该工艺所得镀层表面细致平整、较有光泽,具有较高的显微硬度、良好的结合力和优异的耐磨性能。
ABS塑料;镍–钨合金;电镀;显微硬度;结合力;耐磨性
1 前言
ABS塑料是丙烯腈、丁二烯和苯乙烯的三元共聚物,是目前用量最大的工程塑料之一,广泛应用于机械、汽车、电器、通讯设备、化工、建筑等领域[1-4]。在ABS塑料表面上电镀Ni–W合金,能将塑料质轻、无毒、抗冲击、易加工与 Ni–W合金镀层的高硬度、高耐磨、强抗蚀的性能结合起来,进一步拓宽其应用范围[5]。
2 实验
2. 1 ABS塑料样品的准备
ABS塑料基体试样的规格为20 mm × 10 mm × 3 mm,对成型后的成品进行钻孔(用于挂装),接着先后经过300#砂纸粗磨、600#砂纸打磨、1000#砂纸水磨和1500#砂纸水磨。考虑到长方体型基体的边角在电镀时可能因电荷集中而出现烧焦现象,且边角位置的内应力较大,对镀层结合力影响不好,故将塑料基体的直角、锐边改为圆弧过渡。
2. 2 工艺流程及镀液组成
在ABS塑料表面电镀Ni–W合金的工艺流程为:去应力─冷水清洗─除油─热水清洗─冷水清洗─酸洗─冷水清洗─粗化─冷水充分清洗─中和─冷水清洗─一次还原─冷水清洗─浸酸─冷水清洗─敏化─冷水清洗─去离子水清洗─活化─冷水清洗─二次还原─冷水清洗─化学镀铜─冷水清洗─上挂具─弱浸蚀─加厚电镀铜─电镀 Ni–W合金─卸挂具─干燥─质量检测。
通过查阅相关的文献[6-8],制定出如下化学镀铜工艺:硫酸铜16 g/L,37%甲醛25 mL/L,酒石酸氢钠25 g/L,氢氧化钠5 g/L,氯化铵2 g/L,温度50 °C,pH 12,时间30 min,采用90-2恒温磁力搅拌器加热至规定的温度并搅拌。
考虑到化学镀铜后塑料上的金属化表层极薄,电镀 Ni–W合金之前还要先加厚电镀一层铜或镍,以防止化学镀铜层局部溶解。另外,由于ABS塑料的热膨胀系数(8 × 10−5/°C)与Ni–W合金差别甚大(W为4.5 × 10−6/°C,Ni为1.3 × 10−5/°C),而铜的热膨胀系数(1.7 × 10−5/°C)与 ABS较接近,若在化学镀铜层上直接进行合金电镀就会在温度变化时产生开裂、起皮等现象,严重影响结合力,故在电镀之前加镀一层铜可以起到缓冲作用。加厚电镀铜采用常规酸铜工艺,条件如下:硫酸铜200 ~ 250 g/L,硫酸60 ~ 80 g/L,室温,电流密度2.0 ~ 2.5 A/dm2,时间20 ~ 30 min,阳极为紫铜板,采用90-2恒温磁力搅拌器加热至规定的温度并搅拌。
综合文献资料和一些研究结果[9-10],确定采用由硫酸镍、钨酸钠、柠檬酸和氨水组成的镀液进行Ni–W合金电镀。在事先做了一定量的实验以后,初步确定以六水合硫酸镍与二水合钨酸钠的质量浓度之比(两者的总量保持在210 g/L)、镀液温度、pH及电流密度作为考察因素,每个因素设定5个水平,采用L25(56)正交表(见表1)进行正交试验。试验中,柠檬酸的添加量等于硫酸镍与钨酸钠的总物质的量,氨水用作调节镀液至规定的pH,阳极为镍板,电镀时间均为45 min,采用90-2恒温磁力搅拌器加热至规定的温度并搅拌。

表1 正交试验水平因素表Table 1 Levels of factors in orthogonal test
2. 3 测试方法
采用S-3400N-II型扫描电镜观测镀层断面形貌,并用其附带的能谱仪测试镀层成分。根据肉眼观察下镀层光亮度和粗糙度的差别,将外观分为5级:1级──镀层有光泽且细致平整;2级──镀层平整,较有光泽,较细致;3级──镀层平整,但光泽度低;4级──镀层欠光亮,偏暗灰;5级──镀层发黑或发暗,粗糙。
采用MVK-H3型超微负荷显微硬度计测量镀层的显微硬度,载荷25 g,加载时间15 s,并用其上的数码摄影系统观察镀层的表面形貌。
按照GB/T 12610–1990的规定进行结合力测试,并根据ABS塑料的使用条件调整温度范围,采用以下方式进行热循环测试:在温度为(75 ± 1) °C的恒温干燥箱内放置1 h,然后置于室温下约30 min,再于温度为(−10 ± 1) °C的冷冻环境下放置1 h,测试周期为3个循环。结合力以镀层不起泡、不脱皮、无裂纹为合格。
磨损试验在中科院兰州化学物理研究所生产的LKDM-2006型摩擦磨损仪上进行,以直径3 mm的经过淬火回火处理的GCr15钢珠为对磨件,采用开放式往复双向水平移动方式,往复次数为50次,行程为10 mm,运行速度为100 mm/min,载荷100 g。采用FA2004N型分析天平称量试样磨损前后的质量,以塑料镀镍件为基准,对比合金镀层的耐磨性。
3 结果与讨论
3. 1 化学镀铜层的质量
ABS塑料上的化学镀铜层完全达到GB/T 12600–1990的质量要求,其表面及断面形貌分别如图 1a和1b所示。由图1a可见,化学镀铜层表面平整细致,有光泽。由图1b可见,化学镀铜层均匀连续,厚度为2 ~3 μm。
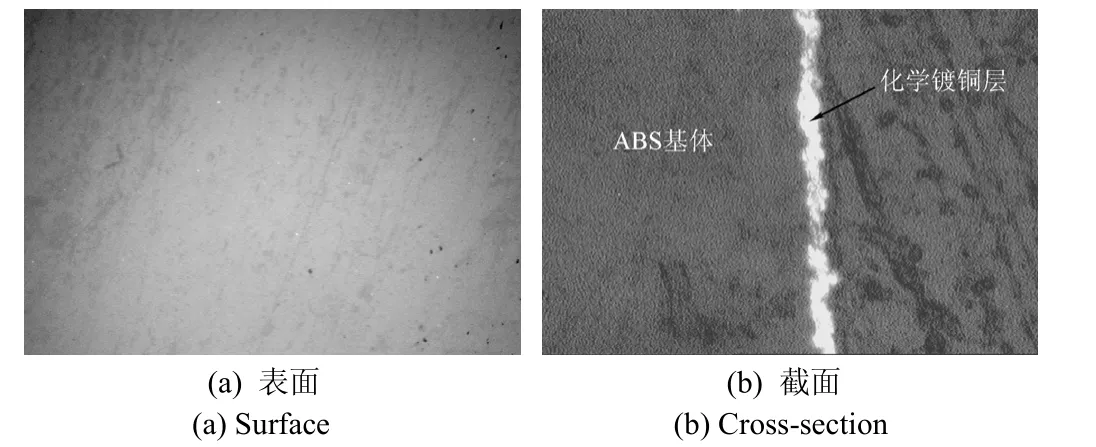
图1 化学镀铜层的表面及截面形貌(×1 000,未腐蚀)Figure 1 Surface and cross-sectional morphologies of electroless copper coating (×1 000, without etching)
3. 2 Ni–W合金电镀工艺参数的优化
采用正交试验考察了各因素对镀层外观、结合力、显微硬度和相对磨损量的影响,结果列于表2。
从表 2可知,当六水合硫酸镍与二水合钨酸钠的总质量浓度为210 g/L时,其质量浓度之比对镀层表面显微硬度、耐磨性和形貌都有重要影响,其中以水平4的显微硬度最高、耐磨性最好,水平3、4的表面形貌最好。所以六水合硫酸镍与二水合钨酸钠的质量浓度之比应选择水平 4(即 2∶5):NiSO4·6H2O 60 g/L,Na2WO4·2H2O 150 g/L。

表2 正交试验结果Table 2 Results of orthogonal test
镀液温度对镀层表面显微硬度、耐磨性及形貌的影响都是各因素中最小的,其中以水平4的显微硬度、耐磨性及表面形貌最好,故选择温度65 °C。
镀液的pH对耐磨性的影响最为显著,对表面显微硬度的影响也较大,对表面形貌的影响则较小,其中以水平5的表面显微硬度和耐磨性最高,水平2的表面形貌最好,而水平 2的表面显微硬度和耐磨性与水平5的差距较小,故选择水平2,即pH为5。
阴极电流密度对表面显微硬度、耐磨性的影响较大,对表面形貌的影响则不太突出,其中水平 5的表面显微硬度和耐磨性最高,水平 2的表面形貌最好,优先考虑到表面显微硬度和耐磨性,同时让表面形貌不至于发暗或粗糙,故选水平 4,即阴极电流密度为20 A/dm2。
通过以上综合分析,得出ABS塑料电沉积Ni–W合金镀层的最佳工艺参数为:NiSO4·6H2O 60 g/L,Na2WO4·2H2O 150 g/L,柠檬酸130 g/L,镀液温度65 °C,pH 5,电流密度20 A/dm2,施镀时间45 min。
3. 3 Ni–W合金镀层的结构及性能表征
在上述最佳工艺条件下制备 Ni–W 合金镀层,分析其形貌和组织结构,并测试其显微硬度、结合力和耐磨性。
3. 3. 1 形貌
分别采用超微负荷显微硬度机的金相系统及扫描电镜观察Ni–W合金镀层的表面及断面形貌,如图2a和2b所示。

图2 Ni–W合金镀层的表面及截面形貌Figure 2 Surface and cross-sectional morphologies of Ni–W alloy coating
镀层表面细致平整,较有光泽,均匀致密,镀层及过渡铜层断面层间清晰,镀层与过渡铜层以及过渡铜层与基体的结合呈咬合状,这有利于提高结合力。经能谱检测,证实镀层中钨的质量分数为45.56%,镍的质量分数为54.44%,钨的原子分数为21.48%,镍的原子分数为 78.52%。膜层的总厚度约为 20 μm,而Ni–W合金镀层的厚度约为8 μm。
3. 3. 2 组织结构
采用X射线衍射仪对镀层进行分析,如图3所示。
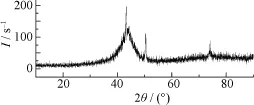
图3 Ni–W合金镀层的X射线衍射谱Figure 3 X-ray diffraction pattern of Ni–W alloy coating
试样在2θ为43.30°、50.40°和74.06°处出现3个衍射峰,且2θ为43.30°处的衍射曲线明显宽化,出现一个“馒头型”衍射峰。而纯金属Ni的3个强衍射峰对应的2θ角分别为44.62°、51.94°和76.14°,分别对应Ni的(111)、(200)和(220)晶面,而纯金属W的3个强衍射峰对应的 2θ角分别为 40.26°、58.36°和73.38°。可见Ni–W合金镀层与纯金属Ni的峰位极为相近,说明Ni–W合金在结构上是一个以Ni为溶剂、W为溶质的置换型固溶体。X射线衍射曲线的宽化表明,W的溶入引起不均匀的晶格畸变,而当W含量较大(从上述能谱分析已知镀层中 W 的质量分数为45.56%)时,晶格畸变大增,合金的长程有序可能会遭到破坏,晶粒取向趋向于短程有序化转变,从而使镀层的组织结构介于晶态与非晶态之间,这被称之为微晶或纳米晶[10]。根据Scherrer公式,算出该Ni–W合金镀层的晶粒尺寸约为40 nm,这与文献[10]的结果基本一致。
3. 3. 3 显微硬度、与基体结合力及耐磨性
最优条件下制备的 Ni–W合金镀层的显微硬度为668.25 HV。按GB/T 12610–1990的规定进行了4个热循环试验后,镀层未出现起泡、开裂、脱落等现象,说明镀层与基体的结合良好。以纯镍镀层为参考基准,Ni–W合金镀层的相对磨损率为4.2,可见Ni–W合金镀层的耐磨性能比纯镍镀层优良。这可能主要是因为近乎非晶态的Ni–W合金镀层组织致密,镀层中晶界、孔隙、位错等极少,因此其耐磨性能相对较高。
4 结论
(1) 对ABS塑料进行预处理、化学镀铜、加厚镀铜后,在基体表面沉积出均匀致密的铜层,在此基础上控制好电镀工艺,可以制备出微晶结构的 Ni–W合金镀层。这种镀层表面外观细致平整,较有光泽,且有较高的显微硬度、良好的结合力及优良的耐磨性能。
(2) 通过正交试验,得出ABS塑料上电沉积Ni–W合金镀层的最佳镀液配方及操作条件为:NiSO4·6H2O 60 g/L,Na2WO4·2H2O 150 g/L,柠檬酸130 g/L,镀液温度65 °C,pH 5,电流密度20 A/dm2,施镀时间45 min,镍板为阳极,采用90-2恒温磁力搅拌器加热至规定的温度并搅拌。
[1] 樊新民, 车剑飞. 工程塑料及其应用[M]. 北京: 机械工业出版社, 2006.
[2] 曾华梁, 吴仲达, 陈钧武, 等. 电镀工艺手册[M]. 2版. 北京: 机械工业出版社, 1997.
[3] 姜斌. 国内外ABS市场及应用概况[J]. 中国塑料, 2006, 16 (12): 1-8.
[4] 白永兰, 李伟善. ABS塑料磨头上电镀Ni–SiC复合镀层工艺[J]. 材料保护, 2004, 37 (5): 61-62.
[5] 周婉秋, 郭鹤桐, 姚素薇. 电沉积镍–钨非晶态合金及其耐蚀性[J]. 材料保护, 1996, 29 (11): 6-9.
[6] 田庆华, 闫剑锋, 郭学益. 化学镀铜的应用与发展概况[J]. 电镀与涂饰, 2007, 26 (4): 38-41.
[7] 余晓皎, 张洵亚, 范薇, 等. ABS塑料化学镀铜工艺[J]. 电镀与涂饰, 2007, 26 (5): 10-12.
[8] 葛圣松, 孙宏飞, 邵谦, 等. ABS塑料低温快速化学镀铜的研究[J]. 山东科学, 1999, 12 (3): 57-60.
[9] 吴玉程, 舒霞, 郑玉春, 等. Ni–W纳米晶合金电沉积工艺条件的研究[J].电镀与涂饰, 2004, 23 (4): 18-21.
[10] 吴玉程, 舒霞, 李云, 等. 电沉积Ni–W合金纳米晶镀层组织形貌与显微硬度[J]. 机械工程学报, 2007, 43 (12): 69-73.
Electroplating of nickel–tungsten alloy on ABS plastic
// SHU Chang, XIE Guang-rong* ZHU You-lan
The process flow for electroplating Ni–W alloy on ABS plastic was introduced, mainly including stress relieving, degreasing, pickling, roughening, neutralizing, first reduction, acid dipping, sensitizing, activating, second reduction, electroless copper plating, slight etching, acid copper plating for thickening, Ni–W alloy electroplating and drying. The Ni–W alloy electroplating bath is composed of NiSO4·6H2O, Na2WO4·2H2O, citric acid and NH3·H2O (used as pH modifier). The effects of the mass concentration ratio of NiSO4·6H2O to Na2WO4·2H2O, bath temperature, pH and current density on the microhardness, wear resistance, adhesion strength and surface morphology of deposit were discussed through orthogonal test provided that the total mass concentration of NiSO4·6H2O and Na2WO4·2H2O is 210 g/L and the amount of citric acid is equal to the total moles of NiSO4·6H2O and Na2WO4·2H2O. The optimal process conditions are as follows: NiSO4·6H2O 60 g/L, Na2WO4·2H2O 150 g/L, citric acid 130 g/L, temperature 65 °C, pH 5, current density 20 A/dm2, plating time 45 min, Ni sheet as anode, and magnetic agitation. The deposit obtained by the process features fine and smooth surface, high luster, high microhardness, good adhesion, and excellent wear resistance.
ABS plastic; nickel–tungsten alloy; electroplating; microhardness; adhesion strength; wear resistance
College of Materials and Energy Sources, Guangdong University of Technology, Guangzhou 510006, China
TQ153.2
A
1004 – 227X (2010) 07 – 0005 – 04
2010–05–07
2010–06–06
广东省教育部产学研结合项目(2009A090100022)。
舒畅(1973–),男,湖南长沙人,硕士,实验师,研究方向为材料表面工程技术及金属材料工程。
谢光荣,高级实验师,(E-mail) xgr@gdut.edu.cn。
[ 编辑:温靖邦 ]
猜你喜欢
陶瓷学报(2021年4期)2021-10-14 08:57:44
电镀与环保(2018年2期)2018-04-19 02:05:03
电镀与环保(2017年6期)2018-01-30 08:33:29
电镀与环保(2017年4期)2017-09-26 11:54:37
电镀与环保(2016年4期)2017-01-20 08:15:37
上海金属(2016年1期)2016-11-23 05:17:29
高师理科学刊(2016年8期)2016-06-15 20:27:49
橡胶工业(2015年8期)2015-07-29 09:22:32
橡塑技术与装备(2015年7期)2015-07-03 12:17:56
食品工业科技(2014年13期)2014-03-11 18:17:12