
金属电路板的丝网印刷
2010-11-16 06:31李树坤
网印工业 2010年12期
文 | 李树坤
金属电路板的丝网印刷
文 | 李树坤
丝网印刷具有其他印刷方式无可比拟的特性:颜色效果丰富、质感强;可大片专色或网点印刷;承印物广泛;墨层较厚并可调整;适用各种不同油墨(溶剂、UV、水性等)。这些特性使得丝网印刷的应用范围非常广泛,在许多领域中发挥着巨大作用。

图1 单面覆铜箔层压板印制电路板的制作工艺
丝网印刷可应用的领域及效果是多种多样的:局部或窗口式UV上光、特殊UV或其他油墨效果(浮雕、扩散、立体、钻文磨砂、夜光/感温变色油墨等)防伪印刷、盲文印刷、重金属局部图案/字体的突显、专色印刷等,因此丝网印刷以其所具有的优势应用在越来越多的领域中。
本文将对金属电路板的丝网印刷进行介绍与分析。
在不锈钢和普通铁制品上利用电腐蚀原理,通过模版丝网可以快捷、方便地印刷出精美、清晰、准确的图像和文字,应用日渐广泛。在印制电路板中,应用较多的是使用覆铜箔层压板。从图1、图2的制作工艺中可看出,双面板制作工艺除了钻孔、孔金属化和电路电镀外,其他与单面层压板的制作基本相同。
一、前期准备工作
1.裁切

图2 双面覆铜箔层压板印制电路板的制作工艺
覆铜箔层压板有刚性和挠性两种,刚性板以平方米出售,挠性板成卷筒状出售使用时必须切成易于作业的尺寸。为了在使用时易于操作,大片的层压板必须用锯或剪床切成易于作业的尺寸。其切割工具,根据需要可采用锯或剪床。
2.表面处理
铜箔层压板的表面因附有热压加工时的脱型剂和切割时的油或切屑,印刷前应首先把这些污物清除掉。清除的方法一般用研磨机或毛刷做机械性的清除,这对断面的清整是很有效的,残存在切断面上的碎屑给后面的印刷会造成故障,所以必须彻底清除,必要时可使用有脱脂、除锈性能的净化剂清除。
3.钻孔
为制作双面层压板。在层压板的两面制作线路时,如想使两面的电路连接起来,就要在连接处钻孔,并在孔壁上镀铜(孔的金属化)才能接通电流,钻孔镀铜后才可进行电路印刷。
钻孔是线路板制作中一个主要工艺,传统钻孔是用机械钻孔,孔径较大,最小的孔径仅为100μm左右,随着现代电子产品日益向便携式、小型化、高集成、高性能的趋势发展,对线路板小型化提出了越来越高的需求,提高电路板小型化水平的关键就是越来越窄的线宽和不同层面线路之间越来越小的微型过孔和盲孔,因此机械钻孔不能满足要求,能胜任这种高精度的微孔加工技术是激光微型钻孔。

对于钻孔的质量要求,主要应注意钻孔必须精细,不能在孔壁及孔的两端发生铜箔凸起的现象。关于钻孔方法曾做过各种研究,还发明了印制电路板专用钻孔机。由于层压板及钻头的不同,一般情况下是以(2~8)×104r/min的高速进行钻孔的。因层压板一般都是用环氧树脂固化过的玻璃纤维,所以钻头必须是高硬度的。钻孔后必须再进行一次表面处理。
4.孔金属化镀铜
针对双面层压板制作而行的工艺。在钻孔后的孔壁上镀铜的方法不是用电解方法,而是用化学的方法。这种方法是先将钻孔后的层压板浸入钯盐溶液中处理,然后放入铜离子溶液和甲醛溶液混合的还原剂中,摇动溶液,由于钯对氢的吸附作用使铜离子还原成金属铜并附着在孔壁上。
操作中应注意,镀铜的厚度一般情况下为1μm左右,有时为了加强这层铜就要使用焦磷酸铜和硫酸铜两种溶液进行电镀,电镀后的镀层厚度可增加到20~30μm。孔壁镀铜后的层压板要再进行一次整面处理,之后,就可进行电路板的丝网印刷了。
二、丝网印刷
1.网版制作
要正确选用丝网、网框、感光材料等。丝网控制油墨的流动性、印制厚度和决定网版的耐用性。一般要选用高张力、单丝、平织聚酯涤纶丝网或不锈钢丝网。

此外,要对新的丝网进行粗化及脱脂处理,这样可以保证网版质量及延长丝网使用寿命。网框一般选用高张力铝质网框,质量比较理想,要注意绷网张力的调节控制。绷好网的网框应在绷网机上停留48h以上。
合理控制网版张力主要应该注意:
(1) 网版厚度的一致性、曝光的均匀性、网版的耐用性。
(2) 准确调整控制印刷过程当中的网距,定位、尺寸的稳定性,调整刮刀的压力,刮刀运行的速度,注意油墨的流动性,耗墨量,能耗。
(3) 注意控制影响张力的因素,合理选择绷网设备及绷网方法,印版感光材料常用的有重氮感光剂、感光膜片等。
在丝网印刷网版制作中普遍采用的是重氮型感光乳剂。感光膜片具有膜层厚度均匀可控、高解像力、高清晰度、耐磨、与丝网有强附着性等特点,在印制板的字符印刷中得到了广泛的应用。要注意掌握涂布感光膜的厚度,一般印刷阻焊膜以25~30μm为佳,印制导线、字符以15~20μm为宜。
2.抗蚀膜的印刷
把设计好的电路图案印刷在层压板上形成抗蚀膜,是通过丝网印刷来完成的。抗蚀膜的丝网印刷有两种情况:
(1) 是用抗蚀墨印制电路部分,即将抗蚀墨印在需要保留铜箔的部分,这样在腐蚀时,线路部分被保留下来,形成导电的线路。
(2) 不用抗蚀油墨印制电路,相反的要印制电路以外的部分,即要使印制电路以外的部分具有耐腐蚀性能。
安装元件的时候再电镀焊锡,双面的、多层的电路板几乎都是使用这种方法印成的。电镀时要使用焊锡或金,电镀焊锡要用氟硼化铜电镀液,焊锡中的锡与铅的比例为3∶2,镀金时使用的是弱酸溶液。电镀抗蚀墨膜必须能经受电镀的前处理液和电镀液的浸蚀,并且最后必须能简单地剥除。
电镀线路时,应先用铜镀成一定厚度然后再在其上面镀焊锡。电镀的厚度:铜为30μm,焊锡为10μm,镍的底层电镀为7μm,金的电镀为25μm。电镀完成后再将抗蚀膜剥去,其方法是用油墨清除剂及软毛刷清除。
抗蚀油墨俗称碱溶性油墨,丝网印制电路导电图形后能耐三氯化铁、酸性氯化铜等酸性蚀刻液的蚀刻。单面铜箔层压板经下斜、刷光、清洗干燥后必须立即进入丝网印刷抗蚀油墨工序,丝网印刷前抗蚀油墨要搅拌均匀,一般不使用稀释剂。网印刮板选用聚氨酯橡胶型,厚度为8mm,邵氏硬度为7左右,刮板的形状选用直角,刮板与丝网的角度为50~60°,而丝网与承印物的静态距3~5mm,无论采用网印机还是手工操作,都要适当控制抗蚀油墨干燥后的成膜厚度。如果成膜过厚会造成导电图形扩张,影响精度;成膜过薄会形成砂眼针孔增加修版工作量。


丝网印刷后采用远红外烘道干燥2min即可,而用自然干燥方式在25~30℃时,需4h或更长一些时间,成膜铅笔硬度要达到2H,干燥后的电路板即可进入蚀刻工序,蚀刻完毕后用1~2%NaOH稀碱液喷淋去膜。
抗蚀油墨也可自己配制,其配方如下:松香(工业级)0.8~1kg、墨绿或深蓝胶版油墨200g、立德粉(32目)3kg、松节油(工业级)1000~1200mL、硬脂酸(工业级)32g。配制时先将松香和硬脂酸一起加热熔化,熔化后必须离开加热器再缓缓加入松节油,边倒边搅拌,勿使松香重新凝固,然后加入油墨使其溶解,最后加入立德粉充分搅拌或碾压均匀即可。配制时,立德粉的目数一定要严格选用。加热不要采用水浴法以免水蒸气进入印料使其结团。

3.阻焊膜印刷
蚀刻后经清洁处理的印制电路板应立即进行阻焊膜的网印,其方法将阻焊油墨涂布到印制板上,但对于不同的网印机,其工艺参数有所差异。一般来说,印刷速度控制在100~150mm/s,网印气压4.0~6.0kg/cm2,刮刀硬度65°,刮刀角度65~70°,刮刀次数1~2次/面,网距4~8mm。在开始网印前需清洁网印机外壳和工作台面。印第1块板前需用胶辊清洁网面,并用白纸试印数次。一般每工作2h,需再清洁台面一次。正式网印前,需进行试印板,并检查印板质量(印油均匀、厚薄一致、没有过油不好或油入孔现象、无垃圾灰尘等),网印好的板,需间隔放上板架,10~15min后方可入烘炉预烘。
阻焊油墨分光固型和热固型两个类型,每个类又可分为单组分和双组分两种。
(1)光固型阻焊油墨:光固型阻焊油墨又称紫外线固化油墨,其网印工艺条件与抗蚀印料基本相同。阻焊膜的厚度应适当,铅笔硬度应达6~7H。如果膜面发粘说明固化时间不足或膜层过厚,可适当延长固化时间。
(2)热固型阻焊油墨:热固型阻焊油墨国外都是单组分的,国内使用的材料一般多为双组分的,使用时以100∶5的质量比将阻焊油墨和固化剂混合并充分搅拌,再静止30~45min脱泡熟化后即可使用。混合后的阻焊墨使用期为7天,固化条件为120±5℃,10min。如采用远红外烘道3~5min即可固化成膜。
相比而言,阻焊油墨中单组分光固型阻焊油墨有较多优点,如无溶剂,挥发性小;毒性低,能改善生产操作环境;干燥速度快,适应自动或半自动流水线作业。最大的优点是固化温度低,对层压板不产生热反应,不会使基板尺寸改变和造成翘曲现象。

热固型阻焊油墨对基板的附着力和耐热性能优于光固型,故光固型阻焊油墨对印刷电路基板的印前清洁处理的要求,相对来说要严格一些。
4.抗电镀油墨印刷
抗电镀油墨与抗蚀刻油墨一样,也是液型稀碱溶解的油墨,主要用于双面或多层印制板外层线路图形的制作。它的功能是网印负性线路图形,在图形电镀时阻金属离子在其上面形成电镀层,它也可作为抗蚀刻油墨使用。
抗电镀油墨主要分为热固型、光固型和液态感光型。热固型油墨膜层的干燥温度为80~100℃,干燥时间8~10min,干燥后的膜层铅笔硬度约为2H,能耐电镀铜、锡铅合金、镍、金镀液并耐酸性或碱性蚀刻液,适宜线宽和间距0.25mm以上的线路板。光固型油墨具有网印性能好、涂层较厚等优点,网印平均水平能达到线宽和间距0.2mm,这是热固型油墨很难达到的,但由于光固型油墨存在固化程度较难掌握并且去墨不方便等缺陷,使光固型油墨难以广泛使用。
液态感光型抗电镀油墨是为解决精细导线图制作而研制的一种油墨(俗称湿膜),它克服了热固型油墨和干膜生产工艺中的一些难题,适合细导线和超细导线的生产,最细线宽可在2.54mm为中心的两焊盘之间形成4根(0.075mm)导线,也可用于多层板内层精细导线的制作时作为抗蚀刻油墨使用。
5.酸性油墨印刷
酸性油墨有普通酸性油墨和可溶于碱的酸性油墨。普通酸性油墨的特点是有一定的耐碱性,由于除去时要使用有机溶媒,所以操作时要特别注意。其主要易出现的问题是油墨易剥落、重叠时会产生粘连现象、除去油墨较困难。解决的方法是不要使前处理面氧化,机械研磨时,不要使用含树脂的研磨剂;基板冷却后再堆放;加快腐蚀速度。
可溶于碱的酸性油墨的特点是电镀不用碱时有效,可用碱除去油墨,它主要用于三氯化铁的腐蚀。使用中易出现的问题是出现针孔、锯齿、去除油墨困难和易产生碱液污染等。
解决这些问题的主要方法是避免油墨干使用,因过干时易出现针孔,此时可加稀释剂稀释油墨或改用网孔较大的丝网;腐蚀后迅速用碱液处理,加热碱液,加大喷洗液压;用40~50%强碱液,洗版时再配成10%左右的洗版液。
6.电路板网印定位方法
电路板网印中定位方法正确、合理与否将直接影响网印质量。为保证每次网印的精度,就必须采用严格定位方法,目前广泛使用的是内侧定位法,如图3所示。
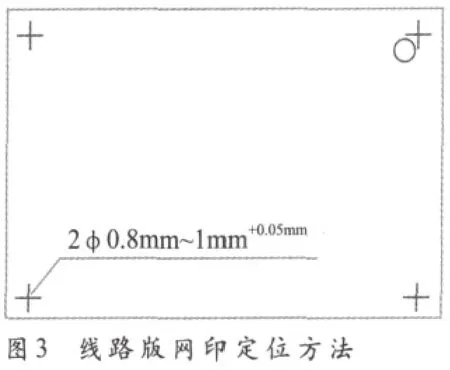
内侧定位法就是在印制电路板外形机加工线内侧的左下方和右上方的对角线上选择两点为工艺定位孔。要求两点的间距尽可能大一些,且不影响线路的电气性能和外观,两孔的孔径一般控制在0.8~1.0mm。内侧定位法无论对机械操作或手工网印都适用,第一次网印抗蚀油墨时把两个工艺孔和电路图形一道印出来,蚀刻好以后,采用双头台钻一次钻成。如果采用单头钻床,操作孔位要准确,以免造成两孔距离超差,致使定位不准。在网印阻焊油墨及正、反面标记油墨时,都以这两个工艺孔定位。在对印制电路板进行机加工时,如冲孔落料,也应以这两个工艺孔定位。
三、后期工作
1.腐蚀
腐蚀法制造电路板的目的是要用腐蚀液溶去不必要的铜箔部分,只留下线路部分。腐蚀液一般由氯化铁、盐酸、无水铬酸、硫酸、过硫酸铵、氯化铜等组成,腐蚀剂有各种型号的,市场上均有出售。
2.部分电镀

腐蚀后,再向留存的图案部分,也就是接头、连路上电镀金与铑,使电器接通。电镀前要用电镀抗蚀墨把不需要电镀的部分完全覆盖住,然后才能电镀。如果向镀过焊锡的接线孔上电镀时,要先用焊锡消除液消除电镀部分的焊锡,再在镍底上进行镀金。这种电镀比向铜上直接镀金要好,因为金向其他金属扩散的时间非常慢,能经受住长期使用。进行这样的电镀,前处理的好坏直接影响电镀和电路板的性能。检查电镀质量好坏的方法是用强力玻璃纤维胶布贴在电镀面上,然后撕下,看电镀层是否脱落。
3.钻孔及孔径加工
腐蚀或电镀过的基板,为了要装元件需钻孔。钻孔后再进行孔径加工,加工量多时,可用冲孔机,加工量少时可用钻床或专用加工机加工。
4.表面处理
钻孔加工后,要用三氯乙烯或冲洗剂进行脱脂、整面,经过电镀的电路板要用药品进行整面或用整面机进行整面。整面时要事先用掩膜遮住接线孔。
5.印刷焊锡保护膜
大部分印制电路板都是事先在基板上安装好元件,然后再进行锡焊。进行锡焊作业是将基板浸入熔化了的焊锡中一次完成的,所以要事先用焊锡保护剂印刷,把不必焊锡的部分覆盖住,但这种焊锡保护剂必须能耐熔化后的锡的高温(约225℃的温度下浸泡10s)。选择焊锡保护剂油墨时,一定要使镀在保护层下的焊锡不至于因受热而熔化。
6.涂布焊接剂
在印制电路板上焊接零件时,要用锡铅(比例为3∶2)的共晶焊锡,为了防止线路图案的氧化和除去铜与焊锡接合点上的氧化物,要事先涂布焊接剂,涂布有喷洒涂布和滚筒涂布两种。焊锡电路是否被氧化,这一点决定着焊接的好坏。有时,焊锡的涂布很适当,但保管不好(如受潮或受有害气体腐蚀等),线路也会氧化,焊接就会不良,因此,保管时必须防止受潮和受其他气体的腐蚀。
7.元件编号印刷
为标明元件的安装部位,要用标记油墨印制电路图或印刷元件的名称和编号。标记油墨具有耐溶剂、耐碱等性能,粘着性较好,以便要长期粘附在基板上。标记油墨的分类和阻焊油墨相同,分光固型和热固型两大类,而每类又分成单组分和双组分两种。
印制电路板要求两面都有标记,即插件面和焊接面都要进行网印标记油墨,其生产操作工艺和应注意的问题与阻焊油墨印刷相同。使用标记油墨易出现的问题是油墨剥落、不耐溶剂和在阻焊膜上印刷时粘附力不强。解决这些问题的主要方法是用甲苯与乙醇混合液整面;加热要充分;另外可将阻焊油墨半硬化。标记油墨印刷符号印完后印制电路板即告完成。
四、小结
丝网印刷工艺在印制板生产中已得到广泛地应用,不仅是单面板、双面板,而且多层印制板的电路图形的转移、阻焊剂、字符标记等都采用丝网印刷工艺。
随着经济技术的发展,日趋要求提高产品的精度及合格率,保证产品质量,降低成本,从而取得较好的经济效益,近年来,细密线路也采用丝印工艺制作,且要求具有较高的位置精度。

猜你喜欢
云南科技管理(2022年4期)2022-09-14
机电工程技术(2020年8期)2020-09-25
民用飞机设计与研究(2020年1期)2020-05-21
再生资源与循环经济(2019年5期)2019-01-20
纤维复合材料(2018年3期)2018-04-25
纤维复合材料(2018年3期)2018-04-25
纤维复合材料(2018年3期)2018-04-25
网印工业(2017年8期)2017-10-13
网印工业(2014年12期)2014-02-05
网印工业(2014年12期)2014-02-05
