
聚苯乙烯泡沫塑料回收工艺研究
2010-11-05 07:35:36张治国叶建美
浙江科技学院学报 2010年2期
张治国,姚 凯,叶建美
(1.浙江科技学院轻工学院,杭州310023;2.江苏宇翔化工有限公司,江苏 盐城 224555)
聚苯乙烯泡沫塑料(EPS)用途广泛,同时常常都是一次性使用,加上其质轻、体积大和难以降解等原因,使得由它所引起的白色污染问题日益突出[1-3]。因此,开展其回收利用的研究具有重要的现实意义和广阔的市场前景。目前,EPS主要的回收方法包括:1)熔融挤出法再生聚苯乙烯原料;2)热分解回收苯乙烯单体等;3)直接回收破碎成粒,加入新料中再利用;4)用溶剂回收,制成胶黏剂。其中第一种方法能耗大,且回收的塑料不便就地进行脱泡处理,而一辆中型货车只能装运100 kg,非常不经济;第二种方法工艺复杂,设备投资大,所得产品性能较差,成本高,不便推广应用;第三种方法的再利用能力有限,且在粉碎过程中产生大量的粉末,不利于工人身体健康;目前国内外均有用溶剂回收并制成胶黏剂的文献报道,但大多由于采用的溶剂有毒或者溶剂价格昂贵而未能推广应用[4-7]。
采用低毒或者无毒、价格低廉的溶剂,使废弃的EPS塑料通过溶解的方式迅速消泡减容后进行回收,直接得到聚苯乙烯原料,同时可以方便地就地处理,是一种有效且可靠的方式,从而受到人们的青睐。文献中回收溶剂的来源可分为两类:一类是有机天然溶剂,如橘子油、葡萄皮提取油、依兰油等;另一类是有机化工溶剂,如苯、甲苯、乙苯、氯仿、乙酸乙酯等。其中天然溶剂的使用容易受到原料来源的限制,且一般溶解度较小[8]。有机合成溶剂一般溶解效率较高,但常受到原料成本和毒性的限制。
本研究拟采用较容易获取的有机溶剂为回收溶剂,同时通过合理的复配使用,将原料的成本和毒性达到较优的组合,获得足够高的溶解效率和回收率,合理选择产品的回收方式,得到合格产品。本方法工艺简单,不产生二次污染,全部过程只需简单的加热,节省能源。
1 实验部分
1.1 溶剂选择
理想溶剂的选择[9]应该是:安全无毒无污染,原料易得,成本低;对聚苯乙烯溶解量大,溶解速度快;便于回收和循环使用,且回收利用率高。
基于上述原则本研究选择了二氯甲烷/甲苯混合溶剂。该类溶剂未见文献报道。
1.2 沉淀剂选择
沉淀剂的选择原则:安全无毒无污染;沉淀效果好;与溶剂不发生反应,且不溶解聚苯乙烯而与溶剂溶解效果好;与溶剂易分离,回收利用率高。
本项研究选用工业级乙醇(95%)为沉淀剂,与溶剂沸点相差大于30℃,符合沉淀剂选择原则。
1.3 实验方法
1.3.1 EPS的溶解
称取定量的EPS废弃塑料,分批加入定量溶剂中至不再溶解,或者至所需溶解量,溶解温度用水浴温度控制,溶解可在敞开体系或封闭体系中进行。
1.3.2 EPS的回收
采用沉淀法和脱溶法。
1)沉淀法:向溶解液中加入一定量的工业乙醇,搅拌分层,放出滤液,蒸馏分离溶剂和沉淀剂,将含有部分溶剂的聚苯乙烯凝胶挤压过滤、干燥,最后得到乳白色、硬质PS颗粒。
2)脱溶法:把溶解液进行加热,脱溶,或者加热精馏脱除溶剂,实现溶剂和PS的分离,后者干燥后得到产品。
2 结果与讨论
2.1 溶解过程
2.1.1 溶剂的选择
采用纯的二氯甲烷,纯的甲苯,以及不同体积分数的甲苯/二氯甲烷混合溶剂,在室温下对 EPS塑料进行溶解。结果见图1。

图1 不同比例混合溶剂中EPS的溶解度Fig.1 Relationship between EPS solubility and the volume ratio of toluene/dichloromethane
从图1可以看出,纯的二氯甲烷和甲苯对EPS都有较好的溶解度,但两者的混合溶剂溶解度更高。当甲苯体积分数为80%时,溶解度达到最大,溶解速度快。EPS塑料投入混合溶剂后,很快消泡减容。这是因为混合溶剂可以将溶解度参数调整到更接近于聚合物的溶解度参数的缘故。因此本工艺选择该比例的混合溶剂作为溶剂进行EPS的溶解。
2.1.2 溶解温度对溶解时间的影响
在不同的温度下聚苯乙烯的溶解时间是不同的,其溶解时间有随温度升高而缩短的趋势,所以适当提高溶解温度有利于聚苯乙烯的溶解。选取30,40,50,60℃4个温度段,EPS的平均颗粒体积为8.0 cm3,考查对溶解时间的影响,如图2所示。溶剂20 mL,EPS质量8.0 g。
由图2可知,提高温度可以使EPS的溶解时间明显缩短,从而节省工艺时间,降低成本。然而温度的升高又需消耗热能,考虑到在40℃以上进一步提高温度,溶解时间的减少已经不太显著,因此本研究选取溶解温度为40℃。
2.1.3 溶解时间与EPS颗粒体积的关系
在40℃下,选用体积分数80%甲苯/二氯甲烷的混合溶剂,选取EPS平均颗粒体积为8.0,4.1,3.4,2.2,1.0,0.5 cm3,考查对溶解时间的影响,如图3所示。其他条件同2.1.2。
由图3可知,EPS平均颗粒体积越小溶解时间越短,所以粉碎泡沫聚苯乙烯成微小颗粒溶解时可以大大缩短溶解时间。在上述条件下,颗粒体积小于1.0 cm3,EPS全部溶于20 mL溶剂只需不到2 min的时间。这是由于EPS的颗粒变小后,其比表面积大大增加,使得溶解速度明显得到提高,因此溶解时间缩短。考虑到实验的方便性,本研究选择了颗粒体积为1.0 cm3。
2.1.4 溶解温度对溶剂回收率的影响
在不同温度下和敞开/封闭体系下溶解EPS,溶剂回收率是不同的。这是由于低沸点溶剂在较高温度下和敞开体系中容易挥发造成损失。本研究选取20,30,40,50,60℃下溶解,采用不同的敞开/封闭体系进行实验,溶解完成后,再在相同蒸馏条件下回收溶剂,得到混合溶剂的总回收率。溶解温度与溶剂回收率的关系见图4。
从图4可知,采用普通的敞开溶解装置,溶剂回收率随溶解温度的升高而明显降低,这主要是由于溶剂容易挥发。而采用封闭体系进行溶解,溶剂回收率明显提高,且在本研究选择的40℃温度下,溶剂回收率下降极少,表明此时受温度影响很小。

2.2 脱溶过程
对溶解好的聚苯乙烯溶液直接进行蒸馏,分离得到溶剂和产品。这是一种较为直接的工艺过程,可以得到产品,并将蒸馏出的溶剂重新返回套用进行溶解。
2.2.1 直接蒸馏法
聚苯乙烯溶液中含有甲苯和二氯甲烷溶剂,在升温蒸馏的过程中,两者都可以被蒸发出来,但由于随着溶剂的减少,体系的黏度迅速增加,影响了传热和传质的进行,因此溶剂的回收率较低,只有不到70%。
2.2.2 加水蒸馏法
为了有效地脱除有机溶剂,可在体系中加入与溶剂等体积的水,在强烈搅拌下加热分水回收溶剂,蒸馏溶剂的同时,聚苯乙烯析出,并悬浮于水中,经过滤、洗涤、干燥得聚苯乙烯颗粒。本工艺中溶剂回收率较高,可达96%以上,因此本研究选择加水蒸馏法脱除溶剂。
两种工艺的溶剂回收率对比见表1。
2.3 沉淀过程
沉淀过程可以直接制备聚苯乙烯沉淀的颗粒,然后将聚苯乙烯颗粒分离,再对溶剂进行回收套用。工艺虽然较脱溶法工艺复杂一些,但由于本过程中聚苯乙烯不需要经过加热过程,因此不会对聚苯乙烯颗粒造成降解等破坏,可获得质量更好的产品。
沉淀过程中的沉淀效率易受时间、温度、沉淀剂用量的影响,分别对这些因素进行单因素试验,然后找出最佳工艺参数。

表1 两种工艺脱除聚苯乙烯溶液中溶剂的回收率Table1 Solvent recovery of two removal processes of polystyrene solution
2.3.1 时间对沉淀效率的影响
在不同的时间里进行沉淀剂乙醇(95%)对溶剂的沉淀效率的考查,结果如图 5所示。实验条件为:室温25℃,EPS质量分数30%,加入沉淀剂量20 mL。
由图5可知,沉淀时间对沉淀效果的影响并不明显,随着沉淀时间的延长,EPS回收率并没有显著增大,其变化规律近乎一条直线,所以沉淀时间这一因素可不予考虑。
2.3.2 温度对PS沉淀效果的影响
通过在不同的温度下加入沉淀剂进行PS颗粒沉淀,EPS回收率受温度影响的曲线见图6。实验条件为沉淀时间1 h,其他条件同2.3.1。
由图6可知,温度对PS沉淀效率的影响是显著的,随着温度的升高,回收率也逐渐下降,这主要是由于沉淀剂对聚苯乙烯也有一定的溶解度,温度升高会再次发生溶解,因此温度也不可随意加大,以选择室温为宜。
2.3.3 沉淀剂用量对沉淀效率的影响
不同沉淀剂的用量会影响不同的沉淀效果,通过考察加入不同量的沉淀剂对EPS回收率的影响,结果如图7所示。

图5 时间对沉淀效率的影响Fig.5 Effect of time on the precipitation efficiency
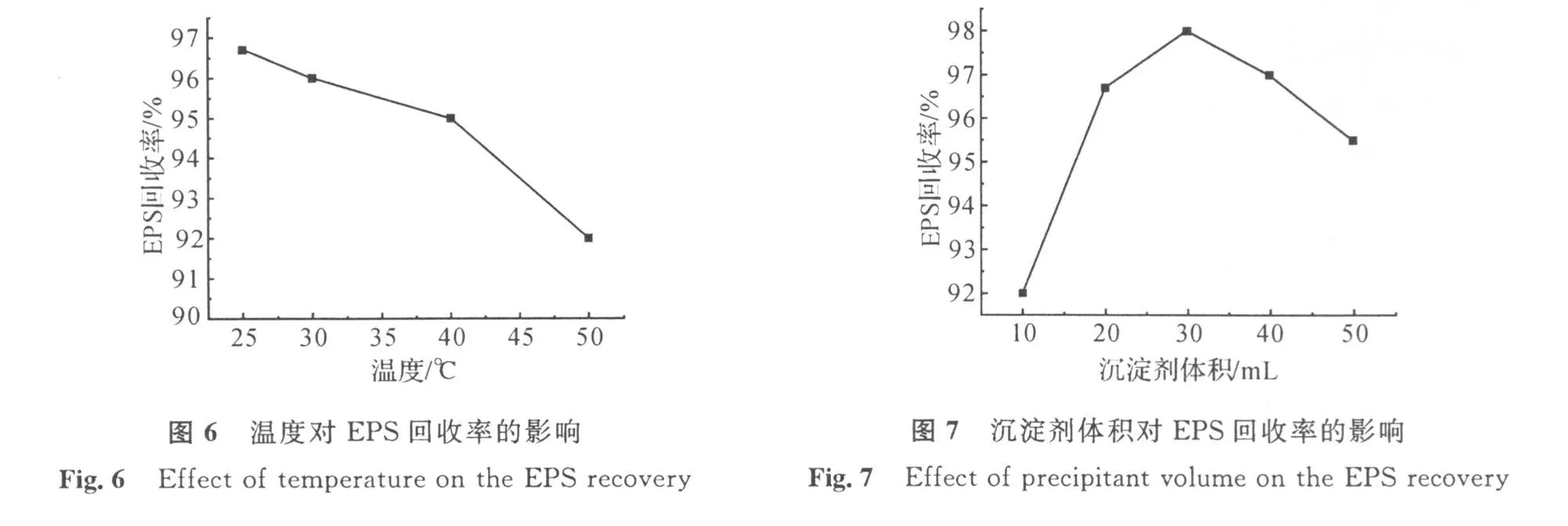
由图7可知,随着沉淀剂的体积的增加,EPS的回收率也不断增加,当沉淀剂体积达到30 mL,也即溶剂量的1.5倍体积时,回收率达到最大,可达98%以上,进一步增加沉淀剂的量,回收率开始下降。这主要是由于沉淀剂对聚苯乙烯也有一定的溶解度,体积过大时会再次发生溶解,因此沉淀剂的量不可随意加大,以选择溶剂量的1.5倍体积为宜。
2.3.4 回收率
回收了沉淀的PS颗粒后的混合溶液,将混合2次的溶液常压蒸馏,测得二氯甲烷、乙醇和甲苯的回收率分别为:90%,97.5%和98.6%。EPS的回收率可达98%以上。
3 结 语
本实验采用溶剂法有效回收了EPS废弃塑料,工艺简单。溶解工艺中采用甲苯体积分数为80%的甲苯/二氯甲烷混合溶剂,在40℃条件下进行溶解,EPS颗粒体积选择1.0 cm3为宜,EPS溶解度约为0.4 g/mL。
脱溶法制备聚苯乙烯颗粒工艺中,对比了直接蒸馏法和加水蒸馏法,结果表明后者工艺中溶剂回收率较高,可达96%以上,因此本研究选择加水蒸馏法脱除溶剂。
沉淀法工艺制备聚苯乙烯颗粒工艺中,沉淀剂的用量为溶剂量的1.5倍体积,沉淀温度为室温,沉淀时间为1 h时,EPS回收率可达98%以上,有机溶剂二氯甲烷、乙醇和甲苯的回收率分别为:90%,97.5%和98.6%,并可循环使用。
[1] 梅允福.废旧聚苯乙烯和发泡聚苯乙烯的回收利用[J].中国资源综合利用,2003,21(3):16-20.
[2] 约翰·沙伊斯,纪奎江,陈占勋.聚合物回收:科学、技术与应用[M].北京:化学工业出版社,2004.
[3] 柯清泉,严海标.废旧聚苯乙烯泡沫塑料的综合利用[J].塑料加工,2001,31(3):10-11.
[4] 杨坪.溶剂可回收的聚苯乙烯再生方法:中国,1097196A[P].1995-01-11.
[5] 郭学益,徐刚,宋瑜,等.回收废聚苯乙烯泡沫的研究[J].塑料工业,2007,35(5):68-70.
[6] 宋学君,孙挺,武士威,等.沉淀法回收聚苯乙烯泡沫塑料的工艺研究[J].环境污染治理技术与设备,2005,6(8):50-52.
[7] 申明乐.薄膜干燥法再生聚苯乙烯树脂的研究[J].环境工程学报,2008,2(4):574-576.
[8] NOGUCHI T,TOMITA H,SATAKE K,et al.Recycling polystyrene by lemonene[J].Packaging Technol Sci,1998,11(1):39-44.
[9] 程能林.溶剂手册[M].北京:化学工业出版社,1999.
猜你喜欢
环境卫生工程(2021年4期)2021-10-13 06:52:26
科学与财富(2021年3期)2021-03-08 10:56:02
科学与财富(2020年33期)2020-03-10 02:56:55
河北工业大学学报(2019年3期)2019-09-10 10:46:34
中国塑料(2015年9期)2015-10-14 01:12:30
中国塑料(2015年4期)2015-10-14 01:09:15
润滑油(2015年1期)2015-06-30 11:56:36
科技创新导报(2014年20期)2014-11-10 05:35:05
中国塑料(2014年2期)2014-10-17 02:50:48
无机盐工业(2014年6期)2014-06-11 01:58:30
