
一例加工中心软件故障分析与排除
2010-09-29 12:18王志鹏
制造技术与机床 2010年10期
梁 毅 王志鹏 刘 盛
(中国工程物理研究院机械制造工艺研究所,四川绵阳 621900)
一铣削加工中心配置为ACRAMATIC 2100E控制系统和Kollmorgen伺服系统。ACRAMATIC 2100E是一种基于Windows NT平台的SOFT型开放式CNC数控系统,使用双PC母板及双80486微处理器分别进行运算和机床实时控制,具有丰富的人机界面和低成本升级等优点,但由于Windows NT文件易丢失或遭破坏,易引起系统崩溃,曾经两次重装系统,给我们维护造成很多困难。现介绍其由于系统软件错误导致CNC特殊故障的排除过程及方法。
1 故障现象
操作者在使用过程中出现红色报警,报警内容如下:
System Fail 8004E:
Power Supply malfunction
Cause:There appears to have been a malfunction of the power supply for the control system,causing the Real-time Processor to reset and restart.
Remedy:Turn the control off and on again.If the problem occurs again,consult the control maintenance manual for procedures to determine which component is at fault and for replacement instructions.
2 故障分析与查找
根据报警提示,需要关机重启机床。重新开机后机床能进入到机床操作界面,但伺服系统不能得电,不出现任何报警提示。通过启动自诊断查看系统硬件自检发现很多硬件没有通过,结果如表1所示。
从诊断信息可知Bridge Board(RT)接口和Bridge Board桥接板上的所有插件板以及实时处理器PC主板都无法识别。控制系统结构如图1所示。
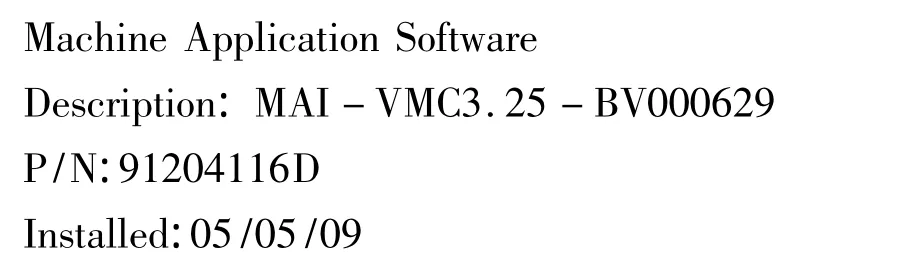
计算机电源连接在WS工作处理器母板上,BB桥接板与插件板以及RT实时处理器母板都通过总线插槽获得电源和通讯。查看BB桥接板上的LED显示,Power指示灯未亮,红色故障指示灯BB、RT、WS都被点亮。由于很多硬件没有通过自检,而计算机电源正常,众多硬件同时坏的可能性很小,因此判断硬件连接可能松动。将所有的插接板都拆下对其连接件的金手指清洗、去氧化膜、检查各硬件连接板元器件无异常后安装回原位。重启系统后BB板Power指示灯点亮,红色故障指示灯BB、RT、WS不亮,硬件自检通过,但伺服系统还是不能得电。伺服驱动电源得电控制逻辑如图2所示。其原理是:系统硬件自检通过且软件正确时,NC准备好继电器CR1得电,为继电器模块ESR1正常工作做好准备,机床准备好继电器CR2同时得电。当按伺服得电按钮时,伺服驱动电源获得驱动使能信号TR2,驱动电源接触器M20得电,伺服驱动电源正常工作。检查伺服系统上电回路逻辑电路,上电输入信号回路中包括急停、硬限位和继电器模块ESR1,输出信号回路中则有NC READY继电器、MACHINE READY继电器和驱动电源接触器。通过信号模拟发现输入信号回路无任何问题,但NC READY继电器、MACHINE READY继电器和驱动电源接触器不得电。NC READY继电器、MACHINE READY继电器得电是驱动电源得电的前提条件。通过I/O诊断进行在线监控时,I/O菜单栏下全部功能都为灰色,无法使用。出现这种软件问题让人有些费解,联想到该系统5月份因Windows系统崩溃,代理商重装系统,可能系统软件又存在问题导致NC READY继电器不得电,伺服驱动电源接触器M20因无驱动使能信号TR2而不得电,联系其代理商。在代理商的提示下查看其机床应用软件的相关信息,结果如下:

表1 Hardware diagnostic startup status




从系统的安装时间变化判断出其机床应用软件存在问题,我们按代理商提供方法尝试系统应用软件修复。
3 软件故障修复方法
(1)将机床关机重新启动,当出现A2100 system load界面时点击界面右下脚按钮“EMERGENCY uninstall”,稍等片刻将出现NC系统软件管理界面,其内容有Machine Application Software、NC Extensions Software、Base System Software,蓝色显示为当前使用版本,灰色为可选用版本,在Machine Application Software项目下有一可选用版本,其相关信息如下:
(2)点击软件按钮SWITCH切换Machine Application Software项目下软件版本,点软件按钮COMMIT确认,系统将自行操作完成,此过程需几分钟且可能失败,失败后可重试,通过反复的几次操作后软件版本切换成功,系统准备好和机床准备好继电器都得电了。
(3)机床开机进入操作界面所有轴都没有显示,须恢复机床轴配置,进入System configuration界面点击AXES/SERVO→Back up/Restore,选择 Restore命令进行轴数据恢复。
(4)再次关机重启后,机床可正常运行,一切功能正常。
4 结语
因此伺服系统不得电的故障原因就是NC软件出现错误,很有可能是操作者误操作引起。由于系统软件和数据可以通过操作清除和修改,给机床调整带来了方便,但如果管理不善,就会人为造成故障。特别是系统的初始化操作,极有可能删除系统软件和数据。因此,应通过设置密码与制定相应的制度,防止误操作。此外,修改机床数据、进行机床初始化调整工作,必须通过专业维修人员进行,对于软、硬按键的功能不熟悉的也不能随便乱按,以防止人为故障。
猜你喜欢
北京航空航天大学学报(2022年6期)2022-07-02
汽车电器(2020年4期)2020-04-23
铁道通信信号(2020年8期)2020-02-06
汽车维护与修理(2019年11期)2019-12-03
铁道通信信号(2019年11期)2019-05-21
电子制作(2019年7期)2019-04-25
电子制作(2018年13期)2018-07-27
制造技术与机床(2017年3期)2017-06-23
北京航空航天大学学报(2016年4期)2016-02-27
弹箭与制导学报(2015年1期)2015-03-11
