
钛材换热器的焊接
2010-09-26 00:34祁建峰
河南化工 2010年10期
祁建峰
(沧州天淼化工机械有限公司,河北,沧州,061021)
钛材换热器的焊接
祁建峰
(沧州天淼化工机械有限公司,河北,沧州,061021)
钛材焊接中采用有效的气体保护装置和合理的焊接参数保证了焊接质量。
钛材;氩弧焊;气体保护
钛材因其良好的耐腐蚀性能在海洋工业中广泛应用。现有一台我公司为中国海洋石油公司制造的海水冷却器,设备参数如下:换热面积 30m2,直径φ400mm。管程介质:海水;设计压力:1.3Mpa;设计温度 35℃;主体材质:TA2。壳程介质:天然气;设计压力 1.0Mpa;设计温度 175℃;主体材质:Q345R。其中管程筒节材质 TA2,厚度为 10mm;管板材质:TA2,厚度为:45mm;换热管规格为:φ19×2,材质:TA2。换热管与管板连接采用强度焊。
1 钛材的焊接性能
钛是非常活泼的金属,高温下与碳、氢、氧、氮等有很强的亲和力,在焊缝中生成氢化钛、碳化钛、氧化钛、氮化钛等脆性化合物,使焊缝的塑性韧性下降。钛的导热系数小,熔点较高,焊接时容易出现热量集中,高温停留时间过长,会导致焊缝晶粒粗大,降低焊接接头的综合性能。因此,钛材的焊接必须有良好气体保护措施和合理的焊接参规范。
2 钛材换热器的焊接
该换热器的焊接均采用钨极气体保护焊。焊丝选择STA2Rφ2~3mm,焊丝符合 JB/T4745-2002《钛制焊接容器》附录D要求。电源极性为直流正接。保护气体采用氩气,纯度不低于 99.9%。此设备的焊接包括 TA2板间对接;TA2换热管与管板角接两部分。
2.1 钛板对接焊接工艺 (1)加工坡口。采用 V型坡口, 1+0.50mm钝边,坡口角度 30+2.5–2.5°。坡口采用机械方法加工,表面不得有裂纹、分层、夹渣等缺陷。(2)清洗。焊前用丙酮将焊丝及坡口两侧表面至少 50mm范围内清洗干净,并在 2h内焊接,否则重新清洗。(3)施焊过程中严格实施尾部拖罩和背面拖罩保护。(保护罩见图一)。(4)按表 1焊接参数施焊,焊接过程中焊丝不摆动。(5)每层焊接完毕后检查焊缝表面颜色,表面颜色不合格焊层应去除重新焊接。

图1 保护罩
保护罩的铜管及挡板上均匀钻孔,以使气体均匀流出。尾部拖罩加在焊枪后部,用于加强正面保护,背面拖罩置于焊缝背面并根据焊接速度移动。拖罩根据焊口形状尺寸而定。需保证高温区的钛板全部置于保护之中,保护气体要提前输入并在焊缝冷却至 400℃以下时才能停气。

?
2.2 换热管与管板角接 换热管与管板的焊接难点在于:①换热管及管板四周无法有效的气体保护。②换热管管壁薄不易散热产生热量集中。

图2 铜柱
我们在换热管中塞入铜柱(见图二),有效地解决了气体保护和散热的难题。铜柱中心钻φ3孔,端部加工斜面如图。焊接时,焊接换热管及四周换热管中均塞入铜柱,焊接换热管内的铜柱距换热管管端 10mm左右距离,起保护气体回流作用,四周换热管内的铜柱与换热管端平齐,起散热作用。采用铜材质是因为其具有良好的导热性能。
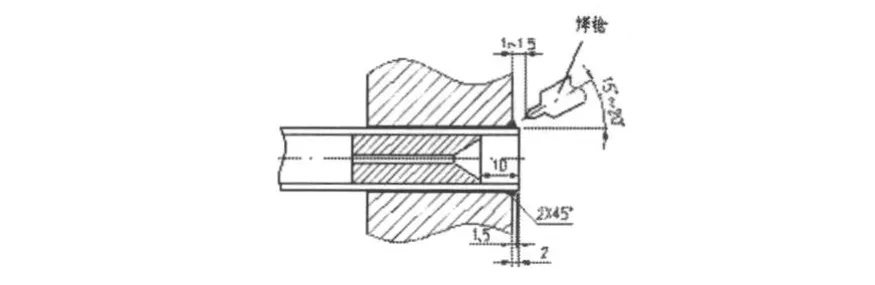
图3 换热管与管板焊接详图
管板管孔加工 2×45°坡口,换热管外伸 2mm,焊角高≥1. 5mm(见图三)。焊接前须将管孔内部及四周、换热管顶端50mm范围内用丙酮清洗干净。钨极距管板 1~1.5mm,钨极与管孔夹角 15~20°,焊接速度 1.5~2r/min。换热管与管板焊接规范参数见表 1。焊接时尽量选取较小线能量,即在保证焊缝成型良好的前提下,选用小的焊接电源和大的焊接速度,多层多道焊时应在前道焊缝冷却后再焊下一道,以避免金属过热和晶粒粗大现象。
3 焊后检查
焊后首先需对焊缝外观宏观检验,如焊缝成形良好,表面呈银白色则表明焊缝具有良好性能。如果焊缝呈黄色、蓝色表明焊缝被氧化塑性稍有下降,但可以使用。如果焊缝呈青紫色、甚至暗灰色则表明焊缝氧化严重,塑性下降易有夹渣、裂纹、气孔等缺陷。焊缝出现此种颜色需重新进行焊接。宏观检验后对板间对接焊缝按图纸要求进行射线探伤,符合JB/T4730.2-2005《承压设备无损检测》Ⅱ级合格,管板角焊缝进行着色探伤,符合 JB/T4730.5-2005《承压设备无损检测》Ⅰ级合格。探伤合格后对设备进行酸洗,酸洗液采用HF3%+HNO3水溶液,酸洗温度控制在 40℃以下以防钛被氢化。
4 结论
由于采用合理的焊接工艺参数,有效地气体保护措施,此钛材换热器焊接接头力学性能完全符合设计要求,并获得良好外观质量得到客户好评。
[1]余燕,吴祖乾.焊接材料选用手册.上海科学技术文献出版社
[2]黄嘉琥,应道宴.钛制化工设备.化工工业出版社
O614.41
B
1003-3467(2010)10-0089-01
猜你喜欢
钛工业进展(2021年6期)2022-01-19
钛工业进展(2021年5期)2021-11-10
钛工业进展(2021年2期)2021-06-28
钛工业进展(2020年4期)2020-09-08
制造技术与机床(2018年8期)2018-10-09
金属加工(热加工)(2018年2期)2018-03-22
焊接(2016年6期)2016-02-27
焊接(2015年2期)2015-07-18
焊接(2015年8期)2015-07-18
汽车零部件(2014年5期)2014-11-11
