锅炉吊杆用钢35CrMoA热轧调质材组织问题
2010-09-26 01:39:44陈金富刘占东
大型铸锻件 2010年6期
陈金富 刘占东 崔 波
(东北特钢集团技术中心北满分中心,黑龙江161041)
吊杆是将锅炉本体部件悬挂于锅炉顶梁部位的重要承重受力部件,承受载荷60 000 N,工作温度400~600℃,主要材质有35CrMoA、12Cr1MoVG、42CrMo5—6等钢种[1]。
北满特钢生产的35CrMoA热轧调质材采用了90 t超高功率电弧炉冶炼、连铸、连轧、热处理的生产工艺。该热轧材经调质处理后力学性能满足技术要求,但组织中出现总量近30%的铁素体、珠光体及贝氏体。切取不同状态下的35CrMoA试样进行试验分析,找到了出现混合组织的主要影响因素,为制定合理的调质工艺提供了依据。
1 试验内容
35CrMoA钢的化学成分见表1。任意切取炉号为09313010460,规格为∅80 mm轧制后冷床空冷的35CrMoA试料进行如下试验:热轧状态下组织检测、正回火组织检测、调质组织检测及力学性能试验。
2 试验结果
2.1 热轧空冷、正回火、调质状态下,35CrMoA各试样金相显微镜下的显微组织见图1~图6。
2.2 35CrMoA钢20 mm处不同组织状态下的力学性能见表2。
3 分析讨论
由试验可知, 实际生产采用罩式炉或抽底炉,装炉量小于15 t,入水时间(3~6)min,水温20℃,在力学性能满足技术条件的情况下,仍有大量的条状铁素体及珠光体、贝氏体组织。化学成分中各主要元素按中限控制,这样在满足强度的条件下,可获得较好的塑韧性。
由35CrMoA改型连续冷却转变曲线[2]可知,35CrMoA空冷的淬透层深度为0.5 mm,水冷也仅为20 mm。从表及里,铁素体含量逐渐增加,但20 mm处未得到100%索氏体。由此可见35CrMoA的淬透性较低。

表1 35CrMoA化学成分(质量分数,%)Table 1 The chemical composition of 35CrMoA(mass fraction, %)

图1 热轧空冷20 mm处组织 图2 正回火表面处组织(铁素体占54.17%)500× (铁素体占43.53%) 500×Figure 1 The structure at 20 mm(54.17% of ferrite) Figure 2 The structure at surface(43.53% of ferrite) after hot rolling and air cooling after normalizing and tempering

图3 正回火20 mm处组织 图4 调质处理表面处组织(铁素体占45.90%) 500× (铁素体占0.70%) 500×Figure 3 The structure at 20 mm(45.9% of ferrite) Figure 4 The structure at surface(0.70% of ferrite) after normalizing and tempering after normalizing and tempering
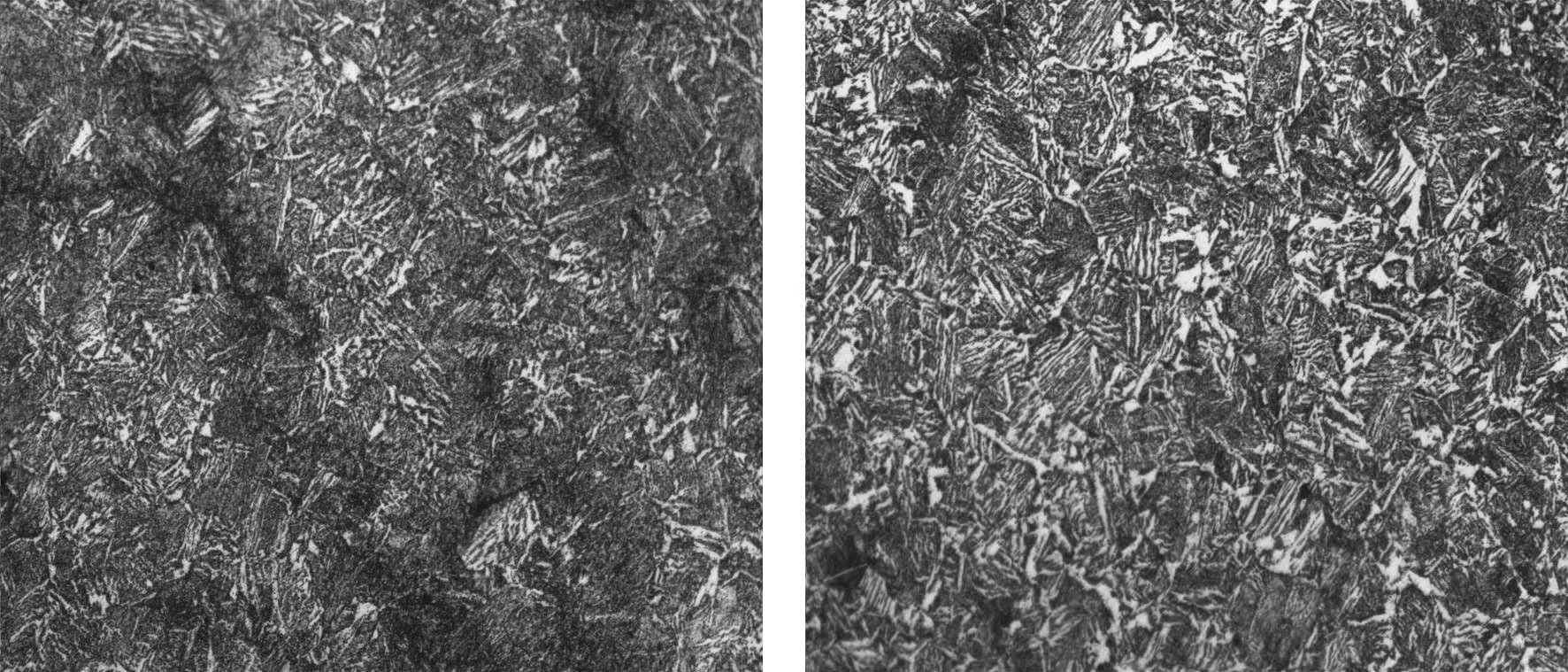
图5 调质处理10 mm处组织 图6 调质处理20 mm处组织(铁素体占6.53%) 500× (铁素体占12.07%) 500×Figure 5 The structure at 10 mm(6.53% of ferrite) Figure 6 The structure at 20 mm (12.07% of ferrite)after normalizing and tempering after normalizing and tempering

表2 不同组织状态下力学性能Table 2 The mechanical property under different structure state
通过对比分析可见:正回火虽然与热轧空冷的铁素体量基本相同,但具有更高的塑韧性。这是由于随着温度梯度的增加导致形成的珠光体片层间距小,块状铁素体较小造成的。对于35CrMoA低淬透性钢来说,无论组织、力学性能均无法采用控制轧制、控制冷却进行在线热处理,也不能用正回火代替调质处理。从多炉检验结果来看,在调质后强度满足要求的条件下,若铁素体含量在20%以内,冲击功均能达到100 J以上。较好的强度、塑韧性配合取决于剩余索氏体组织及回火温度的设定。
4 解决措施
(1)C、Mn、Cr、Mo均为提高淬透性的元素,各元素按中上限控制,可使珠光体、贝氏体转变曲线右移,降低临界冷却速度。35CrMoA是亚共析钢,奥氏体向珠光体转变,先析出相为铁素体,降低冷却速度即提高奥氏体的稳定性,增加珠光体转变的孕育期,减少铁素体析出量。
(2)提高加热温度及保温时间,使轧后空冷析出的大量铁素体熔解形成单一的奥氏体组织。
(3)缩短入水时间,避免因外层料及端部降温速度快而进入珠光体转变区,析出先共析铁素体。
(4)降低水温至20℃以下。水温对冷却能力影响较大,18℃水高温区冷却能力H=1,而50℃水高温区冷却能力H=0.17。冷却能力降低会增大料横截面层与层之间的温度梯度,使材料梯次进入珠光体、贝氏体、马氏体转变区,形成混合组织。
[1] 阎承沛.典型零件热处理缺陷分析及对策.北京:机械工业出版社,2008,133.
[2] 中国机械工程学会热处理分会,热处理工程师手册.北京:机械工业出版社,1999,211.
猜你喜欢
航空制造技术(2022年5期)2022-07-15 08:01:00
环境工程技术学报(2022年3期)2022-06-05 07:20:42
山东冶金(2019年3期)2019-07-10 00:54:00
武汉科技大学学报(2019年4期)2019-07-04 06:16:54
饲料工业(2016年1期)2016-03-22 03:14:39
油气田环境保护(2015年4期)2015-12-28 10:45:44
河南科技(2014年10期)2014-02-27 14:09:10
热处理技术与装备(2014年6期)2014-01-10 12:36:26
热处理技术与装备(2014年6期)2014-01-10 12:36:22
热处理技术与装备(2014年6期)2014-01-10 12:36:20