
低温精馏氢同位素分离技术及其应用
2010-09-23 03:40:30夏修龙熊亮萍任兴碧罗阳明付中华
核技术 2010年3期
夏修龙 熊亮萍 任兴碧 罗阳明 付中华 刘 俊 古 梅
(中国工程物理研究院核物理与化学研究所 绵阳 621900)
氚工艺是聚变能开发涉及的关键技术之一,而氢同位素分离是整个氚工艺的核心。在20–25 K温度下,根据氢同位素6种分子(H2、HD、D2、HT、DT和T2)沸点存在微小差异的特性,选择低温精馏(Cryogenic Distillation)工艺将其分离。近十年来发展了电解、色谱、热扩散、激光分离等多种氢同位素分离方法,低温精馏比这些工艺处理量大、分离因子高,仍是工业规模氢同位素分离的首选工艺,国外已应用于重水生产、CANDU堆重水除氚和升级、聚变堆氘氚燃料循环、武器用氚生产等各领域。本文概述该工艺的关键技术,并介绍其国内外进展和应用情况。
1 低温精馏关键技术
精馏是化工常见的分离工艺,对氢同位素分离的条件苛刻,在工程上必须突破气体纯化、制冷与真空、测量与控制、安全防护、理论设计等几方面的关键技术。
1.1 气体纯化
进入精馏的原料气体含有水汽、氧、氮、二氧化碳等杂质,在20 K低温下,这些杂质气体会固化,随时间增长慢慢累积,阻塞管道和精馏塔,使阀门和控制设备失灵,严重时引发安全事故。因此,在原料气体进入精馏系统前,须将杂质去掉。原料气纯化系统用干燥、低温吸附等工艺级联方法将杂质气体浓度控制在10–6以下。干燥器在环境温度下工作,内装分子筛来吸附氢气中的水分;低温吸附利用液氮温度下活性炭的高吸附能力,充分去除氢气中的氧、氮、二氧化碳、水蒸汽等杂质。气体纯化系两套并行流路,一用一备,便于连续操作时切换。
1.2 制冷与真空
制冷与真空系统提供精馏过程的低温环境。可选择氢制冷机和氦制冷机,其中氦制冷机的安全性较高。制冷系统的规模与处理量、分离体系(气化潜热不同,含氚体系存在衰变热)、选择的回流比、系统漏热等因素有关,对1 m3/h的H2/HD分离,制冷量需100 W。
20 K的低温制冷机有G-M制冷机、斯特林制冷机等多种。G-M制冷机制冷量最大40 W,适合于实验室研究性装置;斯特林制冷机能达100 W,是目前使用的大型低温制冷机,能长期连续运转,可靠性高,已广泛应用。Linde公司和法液空公司(L’Air Liquide)生产各种型号的氦制冷机,制冷量可根据需要调节,在不同温度级上输出冷量,有无液氮预冷均可。
精馏塔、冷凝器、再沸器等均位于真空冷箱内,用带液氮防辐射屏结构,低温设备及低温管道外表面覆盖包裹若干层防热辐射薄膜,外部连接真空系统抽成高真空绝热。
1.3 测量与控制
监测和控制精馏塔内的温度、压力、液位等操作参数是精馏过程顺利进行的前提,同时为分离效果好,选择不同的回流比操作,这些都依赖测控系统来实现。各种氢同位素的沸点仅有微小差异,温度控制精度要求±0.1 K。精馏塔一般选择常压操作,控制精度±100 Pa。
氢同位素分析中较为简单的方法是采出样品用色谱或质谱测量,但此法会对系统造成较大扰动,分析样品的周期也较长,特别是重同位素保留时间大于30 min。目前,国外较先进的测试手段为激光拉曼光谱在线分析,把多个光纤探头分布于精馏柱的几个关键部位,快速获得系统运行期间各组分浓度的空间分布和动态变化,无需取出样品,但测试设备造价较高[1]。除激光拉曼分析外,近年来还发展了微色谱技术,缩短了测量时间[2,3]。日本开发的微色谱对 H2、HD、D2的测量时间分别为 85、100和 130 s,探测下限(1–2)×10–4,有望应用于在线分析系统上。
1.4 安全防护
安全是低温精馏氢同位素分离面临的重要问题。氢为易燃易爆气体,在空气中爆炸极限为4%,故须确保系统密封良好无泄漏;对含氚体系分离,除防爆检测外,还须有严格的放射性监测和防护措施。若停电引起制冷系统关闭,液氢失去低温环境汽化,会产生极大压力,毁坏系统甚至爆炸。则应设计专用贮气罐,在制冷机故障时贮存液氢气化出来的氢同位素气体。低温条件下也要确保阀门、泵等正常工作。系统设计要采取周密技术方案,还要建立完善的操作规程,对操作人员进行系统的安全教育和培训,并制定切实可行的应急预案。
1.5 理论设计
影响氢同位素分离过程的因素很多,总理论板数、回流比、进料位置、操作压力等都影响分离效果。此外,工程应用中氢同位素涉及的体系很多,要用多柱级联的手段分离,为降低系统滞留量和增强分离能力,通常还需加入侧线歧化器。理论计算能揭示影响分离性能的各种因素,揭示分离过程各组分浓度及温度等参量的变化规律,为精馏柱设计和系统操作运行提供理论指导。作为认识分离过程规律的重要手段,理论模拟受到重视,较成熟的软件有加拿大 Ontario Hydro的 FLOSHEET[4]和日本CRYDIS 系列[5–7]。
1.6 化学平衡器
氢同位素6种分子中HD、HT和DT的分离须加入化学平衡器,由铂或钯的催化作用,常温下发生歧化反应,返回精馏柱进一步分离。此外,HT和 D2分子量极为接近,须由反应式(1)增强分离效果。

在各种工业规模的氢同位素分离系统中,均含有为数不等的化学平衡器。
2 低温精馏技术应用
低温精馏的研究和应用在国外已有较长历史,主要集中于重水生产、重水升级和提氚、聚变堆氘氚燃料循环、武器用氚等领域。
2.1 重水生产、升级和除氚
重水吸收热中子的几率小,中子经济性好,是很好的中子慢化剂。天然水中含有1.5×10–4氘, 50多年前,法国、德国、苏联、印度建成了多套低温精馏重水生产装置,处理量4000–5000 m3/h,年生产重水10–15 t,气体来源有电解氢和合成氨氢[8]。
重水堆可用天然铀作核燃料,有很多优点,在商用电站中占一定地位。但作为慢化剂的重水会发生中子俘获作用产生氚,堆运行过程中重水不可避免会泄漏,给运行和维护带来不便,同时从环境中轻水引入氕,引起反应堆重水降级。如能提取这部分氚作聚变燃料将有可观的经济效益,同时降低放射性泄漏的潜在威胁。
1971年,法国Grenoble的LAUE-LANGEVIN所与瑞士SULZER合作建成了基于VPCE+CD(气相催化交换+低温精馏)工艺的重水处理装置,处理量为21 kg/h,是第一个可同时除去重水中H和T的装置,到1986年累计处理了840 000 L重水[9]。
加拿大在重水堆的推广应用方面占世界主导地位。加拿大Ontario地区中Darlington、Pickering和Bruce三地共有20个CANDU-PHW核电机组,总功率为13800 MW,每MW重水用量为1 t左右(慢化剂和冷却剂)。70年代后期,认识到除去慢化剂和冷却剂中氚是最有效的措施来减弱氚对操作人员和公众的影响。1980年在Darlington建立一个除氚装置DTRF[10]。DTRF设计处理量365 kg/h,去氚因子 12.1,得氚 4.218×1013Bq/h。DTRF也采用VPCE+CD级联工艺,CD系统由4 根精馏柱组成。第一根柱由不同柱径的上下两部分组成,带两个再沸器,气体流量300 kmol/h,冷凝功率100 kW。后三级分别设计为1000、55和10 W。系统规模为35 m×24 m,主建筑高12 m,低温部分有两个38 m高的塔。
Chalk River Nuclear Laboratories第一次用LPCE(液相催化交换)工艺将氚从重水中转移到氘气中的工业规模示范装置[11],该工艺设计除去80%的氚和90%的氢。CD由两根精馏柱组成,安放在15 m高的冷箱中,第一根柱子将DT浓缩25倍,柱径0.2 m,内装Sulzer CY填料;第二根柱子分三部分,上部分柱径5 cm,下面两部分柱径1.2 cm,第一根柱再沸器出来的气体进入第二根柱上部分中部,在第二根柱顶端出来的气体返回到第一根柱再沸器。DT歧化转化位于第二根柱下面两部分之间。得到的高纯T2分批进入储存系统。
2.2 聚变堆氘氚燃料循环
聚变能是解决能源问题的根本出路,低温精馏是聚变堆氘氚燃料循环中不可缺少的单元。 聚变堆氘氚燃料循环工艺开发在美国以LANL为中心,展示处理聚变堆等离子体废气的燃料循环过程,及下一代聚变装置的个人和环境保护系统,建起了综合性装置TSTA。TSTA 1977年由美国Arthur D.Little Inc.建造,1981年投入运行。为不断提高氚操作量,1986年9月和12月进行两次综合性实验,1987年达到100 g氚[12,13]。TSTA与美国的ANL、普林斯顿大学的TFTR、日本的JAERI、欧洲的JET和加拿大的Ontario Hydro其他氚工艺项目有密切关系。1987年6月,日本JAERI与美国能源部签署了 5年合作协议,加入了TSTA项目,在经费和系统运行方面全面合作,并派4名研究人员参加该项目。表1给出了该系统的主要参数。
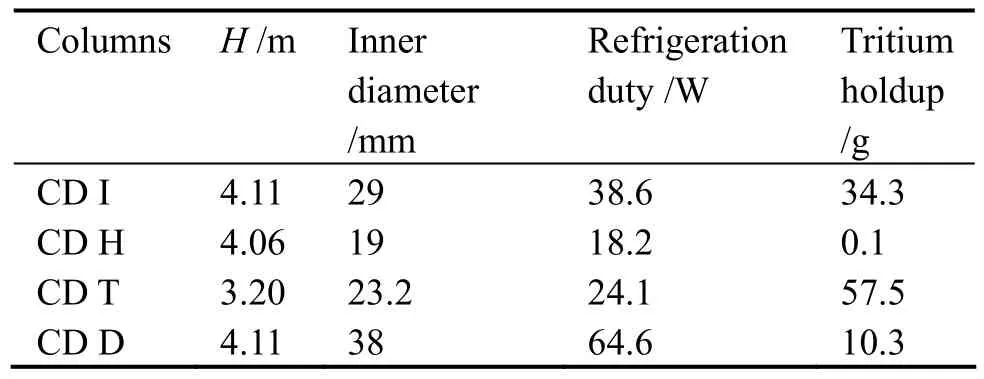
表1 美国TSTA低温精馏系统参数Table 1 Parameters of cryogenic distillation system of TSTA in USA.
TSTA进行较系统的实验,对液体滞留量、等板高度、床层压降等的影响因素获得了规律性的认识[14]:(1) 填料塔上的液体滞留量为表观体积的10%–15%,随蒸汽线速度增长而增长。(2) 理论等板高度全回流模式下为 4–5 cm,全循环模式下为5–6 cm,理论等板高度随蒸汽线速度增长略有增长,与回流比和流体的物化性质无关,在整根柱上为常数。(3) 蒸汽线速度直到13 cm/s,未观察到液泛现象。(4) 全回流模式下两根柱达稳态时间为2 h,全循环模式下 4 h,冷凝器功率对系统稳定起关键作用。
同时,系统运行也积累不少工程方面的经验和教训。(1) 从柱I的冷凝器到柱H的气体输送由于柱间压力差太小,不满足输送要求,必须在两根柱间增加输送泵,柱I和柱T之间同样存在气体输送问题。(2) 气体前处理不彻底会造成管道阻塞,几个10–6杂质气体足以阻塞管道。(3) 流量控制不稳,需要更换流量计。(4) 氦制冷机冷量变化大,将破坏柱上温度分布。(5) 色谱分析时间太长。
与聚变装置配套的 CD系统还有欧盟的JET[15,16],系统由三根柱和两个岐化反应器组成。日本TPL实验室的CD系统设计氚操作量3.7×1014Bq,整个系统安装在一个手套箱里,1988年1月完成安装[17]。由两根柱组成,一根(内径)Φ20 mm×500 mm;另一根内径Φ10 mm×500 mm,内部用Dixon环填充。表2给出该系统的主要参数。2002年该系统做了一系列实验,获得了理论等板高度等系统关键参数,尤其在测量分析方面采用先进的激光拉曼在线分析系统,能在1 min内完成下限10–6的氢同位素分析。
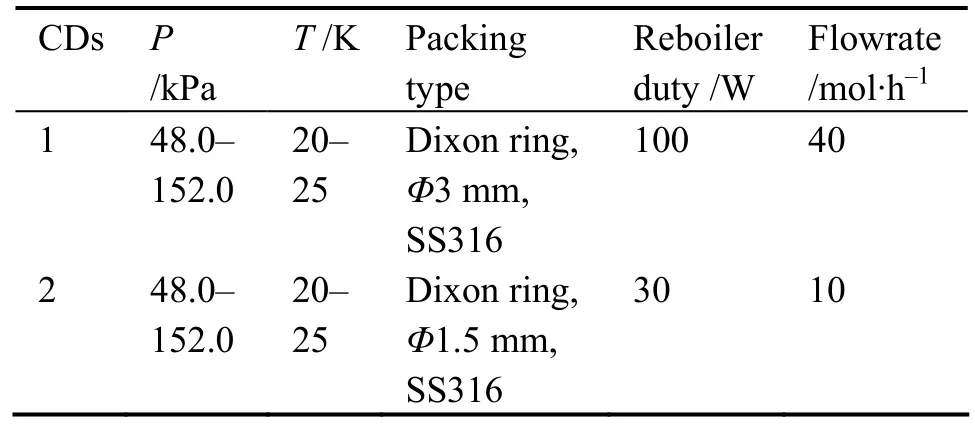
表2 日本TPL低温精馏系统设计参数Table 2 Parameters of cryogenic distillation system of TPL in Japan.
ITER是目前国际上开发聚变能的最大项目,有中国、印度、欧盟、韩国、日本、俄罗斯和美国 7方参与,定址法国的卡达拉齐。低温精馏单元在ITER的D-T燃料循环中占重要地位,其工艺设计为多个国家联合完成[18–22]。ITER中的ISS系统由4根精馏柱级联组成,低温精馏氢同位素分离系统处理从水除氚系统 WDS过来低浓度含氚流量 280 mol/h气体、 从NBI的84 mol/h氘气和从托克马克废气处理系统 TEP过来流量 200 mol/h的高浓氚气。这些气体经过低温精馏系统产生氕废气(292 mol/h, T<10–7)、NBI 用 D2(84 mol/h, H<0.5%,T<2×10–4)、加料用 D2(51 mol/h, H<1.5%, T<0.5%)、加料用DT (72 mol/h, 50%D, 50%T)和高纯T2(65 mol/h, 90%T, 10%D)5个产品。图1为ITER中低温精馏系统流程示意图。
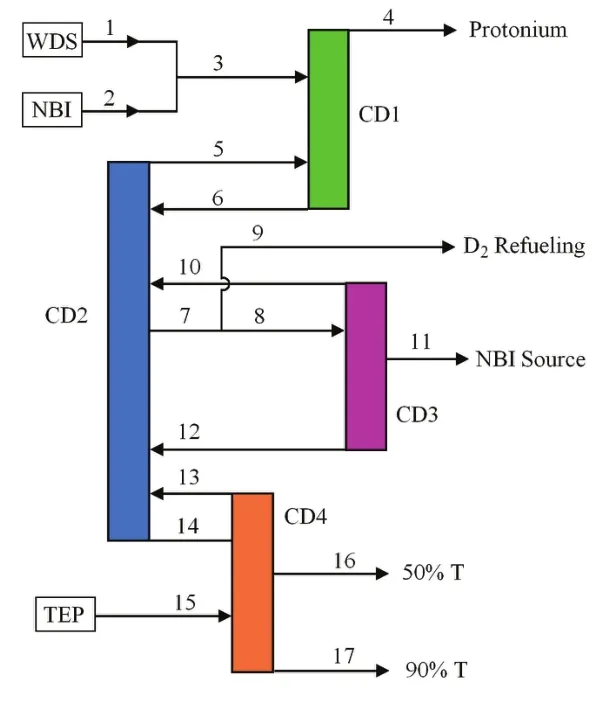
图1 ITER中的低温精馏系统Fig.1 Cryogenic distillation system in ITER.
聚变堆运行期间,从Torus来的流量和组成是波动的,CD系统设计须精确表征这种热和同位素变化。可作如下考虑:(1) WDS与NBI混合进料。避免每股进料都纯化,简化系统设计,尽管对分离性能有影响。(2) 冷凝器、再沸器、回热器等装在低温真空冷箱中,既可避免漏热又可提供泄漏时的二次防护。其它部件如输送泵、阀门、歧化器在冷箱外的硬壳内,硬壳以惰性气体保护。(3) 再沸器加热等易损部件有冗余备用。这些措施确保冷箱的维护降到最低。外加几条内循环管线,确保无外部进料时系统操作。表3为系统主要参数。

表3 ITER中低温精馏系统主要参数Table 3 Parameters of cryogenic distillation system in ITER.
ITER四根精馏柱上还有7个歧化裂解器,分别是CD1–CD2间、CD2–CD3间、CD2–CD4间、CD1一个、CD2一个和 CD4两个。这些歧化裂解器通过歧化反应,增强分离效果,降低系统滞留量。
2.3 其他应用
30多年前,美国Mound的Grand Plan将氚的生产与含氚废物的处理集中设计,根据各种工艺的特点,把一些技术联合集成,能生产 99.995%的高纯氚,且能回收废物(液相或气相)中95%的氚[23]。1987年2月开始用H/D体系进行实验,同年10月进行氚生产。进料氚的浓度范围有20%–40%的高浓氚,也有3%–5%的低浓氚,产品纯度高达95%。系统由 TAWRS(tritium aqueous waste recovery system)、HISS(hydrogen isotope separation system)和 TD(thermal diffusion)三个主要部分组成。HISS系由3根精馏柱、3个歧化平衡器组成的低温精馏系统,表4给出主要参数。

表4 美国Mound低温精馏系统的主要参数Table 4 Parameters of cryogenic distillation system of Mound in USA.
3 我国研究进展和需求分析
低温精馏工艺复杂,我国工作开展的较晚。2006年我院建立了处理量为100 L/h的低温精馏氢同位素分离装置,以 H2/HD体系进行系统性的分离试验,深入研究再沸器加热功率等因素对分离性能和精馏过程操作参数的影响,获得表征系统分离性能的等板高度关键参数。理论方面,对6种氢同位素分子H2、HD、D2、HT、DT和T2的低温热力学参数进行系统整理,建立了氢同位素多组分体系低温精馏分离的动态模型,编制了相关计算程序,对H2/HD体系理论预测的系统动态行为与实验吻合较好[24–29]。
我国在大规模氢同位素分离需求方面主要有CANDU堆重水提氚和升级与聚变堆的氘氚燃料循环两个领域。秦山3期为加拿大的两台CANDU机组,2003年投入运行,在重水升级和除氚方面有现实需求。2003年我国作为全权独立成员加入ITER计划,但氚工艺有军事需求背景,聚变堆氚生产和提取这些关键技术均不在共享之列,研究由成员国独立开展,是各国重点保护的对象,无法通过引进解决。这些关键技术攻关研究周期较长,须在满足ITER合作要求的基础上,建造自己的聚变堆积累关键技术和人才资源,国内应该加紧以下研究:(1) 有侧线歧化的多柱级联工艺,多柱级联是工程应用中分离复杂体系的要求,侧线歧化对提高分离能力、获得纯氚、降低系统滞留量有重要意义;(2) 低温精馏工艺与其他工艺级联,如电解-精馏、联合电解催化交换-精馏、液相催化交换-精馏,研究级联过程的分离特征对整体优化设计有重要意义。(3) 微色谱、激光拉曼等氢同位素在线分析手段是分离过程监测的眼睛,必须尽早开展。
4 结束语
氚作为聚变燃料是重要的战略资源,是未来聚变能源利用的核心材料。国外在各领域的大量工程实例表明,低温精馏工艺是大规模氢同位素分离的首选,该工艺在国内尚处起步阶段,工程应用方面与国外相比有很大差距,抓住当前我国核能发展的战略机遇,充分利用国际聚变能合作开发的各种资源深入开展,对提高我国氚工艺整体研究水平,增强科技竞争力和保障国家安全有重要战略意义。
1 Iwai Y, Yamanishi T, Ohira S, et al. Fusion Eng Des, 2002,61-62: 553–560
2 Lässer R, Grünhagen S, Kawamura Y. Fusion Eng Des,2003, 69: 813–817
3 Kawamura Y, Iwai Y, Yamanishi T, et al. Fusion Eng Des,2000, 49-50: 855–861
4 Busigin A, Sood S K. Fusion Technol, 1988, 14: 529–535
5 Kinoshita M. J Nucl Sci Technol, 1981, 18(7): 525–528
6 Kinoshita M. Studies on Cryogenic Distillation Columns for Hydrogen Isotope Separation.JAERI-M 84-160
7 Kinoshita M. Mathematical Simulation Procedure for Single Cryogenic Distillation Column With Feedback Stream Processing Six Isotopic Species of Molecular Hydrogen. JAERI-M-82-047
8 杨国华, 曾权兴. 稳定同位素分离. 北京: 原子能出版社, 1985. 263–278 YANG Guohua, ZENG Quanxing. Separation of stable isotopes. Beijing: Atomic Energy Press, 1985. 263–278
9 Pautrot G P. Fusion Technol, 1988, 14(2, part2A):480–483
10 Davidson R B, Hatten P V, Schaub M, et al. Fusion Technol, 1988, 14(2, part2A): 472–479
11 Holtlander W J, Harrison T E, Callagher J D. Fusion Technol, 1988, 14(2, part2A): 484–488
12 Anderson J L, Bartlit J R. Fusion Technol, 1988, 14(2,part2A): 407–411
13 Sherman R H, Bartlit J R. Fusion Technol, 1988, 14:1273–1276
14 Yamanishi T, Yoshida H, Hirata S, et al. Fusion Technol,1988, 14: 489–494
15 Haange R, Bell A, Caldwell-Nichols, et al. Fusion Technol, 1988, 14: 461–465
16 Lässer R, Bell A C, Bainbridge N, et al. Fusion Eng Des,1999, 47: 173–203
17 Yamanishi T, Enoeda M, Yoshida H, et al. Fusion Technol,1988, 14: 495–500
18 Yoshida H, Kveton O, Koonce J, et al. Fusion Eng Des,1998, 39-40: 875–882
19 Iwai Y, Yoshida H, Yamanishi T, et al. Fusion Eng Des,2000, 49-50: 847–853
20 Glugla M, Busigin A, Dörr L, et al. Fusion Eng Des, 2001,58-59: 349–353
21 Yoshida H, Glugla M, Hayashi T, et al. Fusion Eng Des,2002, 61-62: 513–523
22 Glugla M, Murdoch D K, Antipenkov A, et al. Fusion Eng Des, 2006, 81: 733–744
23 Embury M C, Erwin M G, Levan D A. Fusion Technol,1988, 14: 431–437
24 夏修龙, 罗阳明, 任兴碧, 等. 原子能科学技术, 2008,42(4): 314–317 XIA Xiulong, LUO Yangming, FU Zhonghua, et al. At Energy Sci Technol, 2008, 42(4): 314–317
25 夏修龙, 任兴碧, 古 梅, 等. 核化学与放射化学, 2008,30(2): 108–111 XIA Xiulong, REN Xingbi, GU Mei, et al. J Nucl Radiochem, 2008, 30(2): 108–111
26 夏修龙. 核技术, 2006, 29(6): 221–224 XIA Xiulong. Nucl Tech, 2006, 29(6): 221–224
27 夏修龙. 核技术, 2007, 30(4): 294–296 XIA Xiulong. Nucl Tech, 2007, 30(4): 294–296
28 夏修龙, 任兴碧, 傅中华, 等. 原子能科学技术, 2008,42(Z1): 83–87 XIA Xiulong, REN Xingbi, FU Zhonghua, et al. At Energy Sci Technol, 2008, 42(Z1): 83–87
29 夏修龙, 任兴碧, 傅中华, 等. 核化学与放射化学,2008, 30(4): 217–221 XIA Xiulong, REN Xingbi, FU Zhonghua, et al. J Nucl Radiochem, 2008, 30(4): 217–221
猜你喜欢
核安全(2022年2期)2022-05-05 06:55:40
中国核电(2017年2期)2017-08-11 08:01:42
中学生理科应试(2017年4期)2017-07-08 13:47:44
中国核电(2017年1期)2017-05-17 06:10:02
物理化学学报(2016年3期)2016-09-13 03:10:32
新世纪水泥导报(2016年1期)2016-07-01 04:00:00
真空与低温(2015年4期)2015-06-18 10:47:26
真空与低温(2015年4期)2015-06-18 10:47:22
分析化学(2014年9期)2014-09-26 09:33:02
地球化学(2014年5期)2014-06-26 07:38:36
